


スチールウール
背景
スチールウールは、細い金属線に付けられた名前で、一緒に束ねられて、研磨性のある鋭いエッジの金属ストリップのクラスターを形成します。金属片はシート状にまとめられ、折りたたまれ、手に持ちやすいパッドになります。これらのスチールウールパッドはさまざまな目的で使用されますが、主に研磨材として使用され、サンドペーパーの代わりになることもあります。スチールウールは、鍋やフライパンをこすり洗いするために使用できるように石鹸が追加されたピンク色の研磨パッドとして消費者に最もよく知られている可能性があります。スチールウールには、粗いものから極細なものまで、さまざまなグレードまたは厚さがあります。ワイヤーが粗いほど、スチールウールは表面に対してより研磨性があります。ファインサンディングは常に最高級のスチールウールグレード(一般にエクストラファインと呼ばれます)で行われます。スチールウールは米国の数社のメーカーによって製造されていますが、かなりの量がメキシコだけでなく海外でも製造されています。
スチールウールの名前は、金属の弦のぼやけた灰色の塊が、梳綿される前の羊毛に似ており、ある意味では繊維に似ているという事実に由来しています。ただし、繊維のように真に紡糸されているわけではありません。代わりに、スチールウールは、一連の金属ダイを通して金属ロッドを引っ張ることによって製造されます。このダイは、ロッドにスライスして不要な金属を切り取ります。これは、引き抜きと呼ばれるプロセスです。したがって、ロッドはスワーフを使用して、細いストランドに縮小されます。 または他の製品で利用されている剥がされた金属。
スチールウールの製造では、切削工具がこれらの金属棒にスライスするときに熱が発生します。火災は製造工程中の危険であり、注意深い監視が必要です。オイルは摩擦を減らすことでこの火災の危険を最小限に抑えます。ただし、製品にはある程度の油が含まれており、スチールウールの製造業者および購入者は、工場外でも自然発火する可能性があるため、油の含有量に注意する必要があります。スチールウールは、コンセントやその他の電気や炎の発生源から離して保管する必要があります。
歴史
長年にわたり、金属の小片または円の特性は、グリースや汚れ、特に金属に埋め込まれたものを洗浄および切断する能力で認識されていました。ビクトリア朝の人々は、金属製のワイヤーハンドルが付いた独特のポットスクラバーを使用しました。このハンドルには、何十もの小さな鋼の輪が絡み合っています。ワイヤーディッシュクロスと呼ばれるこれらのスクラバーは、「現存する最も便利で最も人気のある道具」として宣伝されました。スクラバーを石鹸と水に浸し、鋳鉄製またはアルミニウム製のポットに押し付けて、表面を簡単に洗浄しました。
しかし、金属旋盤を使用した整備士は、部品または工具から金属を剥がした結果として生じる金属の削りくずが興味深い少しの無駄であることに気づきました。 1900年よりかなり前に、整備士がこの削りくずを集めて金属表面を研磨するために使用したと言われています。
スチールウールは20世紀初頭に大量生産されました。石鹸を染み込ませたスチールウールパッドがキッチンの必需品になったとき、その使用はアメリカの家に浸透しました。 19世紀後半から20世紀初頭にかけて、進取の気性に富んだ整備士がこれらの残った鋼の削りくずを集め、柔らかい石鹸と混ぜ合わせました。誰がこれらの石鹸に浸したスチールウールパッドを最初に製造して販売することを決定したかについては、いくつかの論争があります。第一次世界大戦までに何人かの起業家が気づいたことが知られています 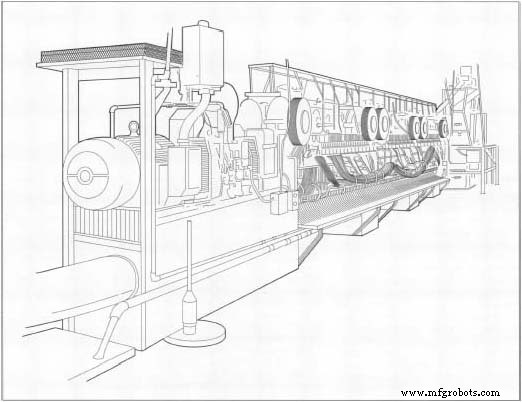 スチールウール切断機。これらのパッドは、鋳鉄製の鍋を追い越し始めた新しく発明されたアルミニウム調理器具を掃除するために必要でした。ある鍋のセールスマンは、新しいアルミ製の鍋を掃除するのが難しいという主婦からの苦情が多かったので、これらのパッドは女性に新しい鍋を試してもらうための仕掛けでした。彼らは掃除に驚異的な働きをしましたが、これらのスチールウールパッドが濡れたままシンクに置いたままにすると錆びる可能性があるという事実に不満を持っている人もいます。これらのパッドの代わりに、スチールウールに似たスポンジがあり、合成繊維の塊でできており、防錆性があります。しかし、スチールウールの刃先は、これらのカラフルな合成パッドで複製することはできません。
スチールウール切断機。これらのパッドは、鋳鉄製の鍋を追い越し始めた新しく発明されたアルミニウム調理器具を掃除するために必要でした。ある鍋のセールスマンは、新しいアルミ製の鍋を掃除するのが難しいという主婦からの苦情が多かったので、これらのパッドは女性に新しい鍋を試してもらうための仕掛けでした。彼らは掃除に驚異的な働きをしましたが、これらのスチールウールパッドが濡れたままシンクに置いたままにすると錆びる可能性があるという事実に不満を持っている人もいます。これらのパッドの代わりに、スチールウールに似たスポンジがあり、合成繊維の塊でできており、防錆性があります。しかし、スチールウールの刃先は、これらのカラフルな合成パッドで複製することはできません。
原材料
スチールウールの製造に使用される原材料には、薄く削って羊毛にする金属棒が含まれます。これらの金属はさまざまであり、低品位炭素鋼線、青銅、アルミニウム、およびステンレス鋼が含まれる場合があります。このプロセスで使用される他の唯一の原材料は、金属棒と切削工具の間に発生する摩擦を減らすために切削工具にかけられるオイルです。
製造プロセス
- 細かく削られたスチールウールへの鋼線の切断全体は、スチールウール切断機と呼ばれる長さ約50フィート(15.2 m)の機械で行われます。原材料は工場で受け取られ、フォークリフトで切断機に運ばれ、機械にロードする準備が整います。次に、熟練労働者は、巨大なスプールの金属棒の端を取り、切断機の片側に見える円形のスプールの周りに端を巻き付けます。各スプールの表面には15個の溝があります。したがって、各スプールは15本のワイヤースプールのシェービングに対応できます。この機械に糸を通すオペレーターは非常に速く働き、ワイヤーを機械に通すのにほんの数分しかかかりません。
- 線材は、スプールからスプールへと機械の一方の側を下って、機械のもう一方の側に移動します。それがスプールを通って移動するとき、線材は大きな鋸歯状の刃に似た金属切削工具に対して移動します。取り付けられたブレードはワイヤーに逆らって動き、ワイヤーを削ってより細い繊維のような鋼のワイヤーを生成します。切削工具には、非常に密接に設定された多くの連続した鋸歯状のエッジがあります。歯を近づけるほど、切削工具がこれらの金属棒の表面を横切るため、無駄が少なくなります。これらの切削工具はこれらの鋼線を圧迫し、切削工具の形状によりピラミッド型の非常に細い線を生成します。これにより、ピラミッドの両側で非常に鋭いスチールウールストランドが生成されます。 (そのため、スチールウールで簡単に切断でき、製品を使用するときは常に手袋を着用する必要があります。)
- 1つのスプールのワイヤーがなくなると、別のスプールが単にスプールに巻き付けられ、シェービングプロセスが続行されます。切削工具が金属にスライスするとき、途方もない量の熱が発生します。火災の可能性を減らすために、工具はオイルで冷やしておく必要があります。スチールウールの製造において、火災は深刻な危険です。ただし、機械のオペレーターは、火を消すための十分な訓練を受けています。切削工具もすぐに鈍くなり、約3時間ごとに形状を変更して鋭利にする必要があります。製品の厚さは、かみそりのようなエッジのサイズによって異なります。スチールウールが厚いほど、製品は機械内をゆっくりと移動します。
- ワイヤーが一方の側を上下に移動した後、切削工具はスチールウールを完全に形成しました。使用可能なスチールウール製品は、機械の下でそれぞれ約40ポンド(18.1 kg)の重さの大きなロールに巻かれています。これらの大きなロールは、スチールウールの長さ(おそらく2フィート[61 cm])と幅をカットし、ストリップをロールしてスチールウールパッドに押し込む機械に通されます(スチールウールパッドを調べると、本質的にはパッドを形成するために巻かれたスチールウールのロールで、簡単に広げることができ、製品のすべての側面が削られたり研磨されたりする表面にさらされます。次に、これらのスチールウールパッドは、極細から粗いまでの範囲の鋼のグレードを反映するパッケージに手作業でパッケージされます。大手スチールウールメーカーは、毎年2,000ショートトン(1,814トン)以上の鋼を削減しています。
品質管理
スチールウールの品質は、繊維の太さ、オイル含有量、および重量について測定されます。おそらくスチールウールの生産で最も重要な要素は、薄い金属ストリップを作るために使用される金属棒の一貫した太さです。グレードが均一で信頼できると見なされるためには、原材料の厚さが完全に一定である必要があり、製品が毎回正しい厚さで削られるようにします。同様に、切削工具の切れ味を定期的にチェックする必要があります。約3時間ごとに、切削工具を研ぐ必要があります。そうでない場合は、引っ掛かったり、ロッドがピラミッド型の形状や希望のグレードに一貫して切断されなかったりする可能性があります。一部のメーカーは、これらのブレードを簡単かつ迅速に交換し、ブレード研削盤を使用して再研削します。グレードの品質が一貫していることが不可欠です。木工職人が染色前に最終仕上げのサンディングを完了するために極細のスチールウールを必要とし、粗い鋼が仕上げに切り込むと、表面が台無しになります。パッド内のオイルが多すぎることも有害です。オイルが多すぎると、パッドが製品(ステインまたはウッドストリッパー)を吸収するのを防ぎ、表面をオイルで傷つける可能性があります。さらに、スチールウールに過剰な量の油が含まれていると、製品が可燃性になる可能性があります。
副産物/廃棄物
残ったワイヤー(金属棒から切り離されて使用できないスチールウールの金属)が集められ、コンベヤーベルトを介して機械の背面に送られ、ハンマーミルに移動します。ここでは、ハンマーミルが金属くずを金属粉に切り刻み、自動車産業に販売され、ブレーキパッドの形成に使用されます。金属棒を切った後に残った小さな残り物は、スプールに巻かれ、小さな断片に切断されます。このスクラップはコンクリート会社に販売されており、現在コンクリート建設で使用されている鉄筋よりもはるかに強力であるため、鉄筋に取って代わりつつあります。糸くずやスチールウールの粉塵、および煙霧は、通常、サイクロン集塵機で収集されるため、これらの粒子がプラント内で循環しないようになっています。
未来
スチールウールの登場以来、製品はほとんど変更されていません。鍋やフライパンで使用するために石鹸が追加されました。これらのスチールウールタイプには、消費者にアピールするいくつかのサイズと色があります。将来的には、消費者はスチールウールパッドにさまざまな種類のグリースファイティング剤が塗布されるのを目にするでしょう。
製造プロセス