


鋼の熱処理における冶金学的原理
鋼の熱処理における冶金学的原理
鋼の冶金学的構造特性の所望の変化を達成するために、鋼の熱処理が行われる。熱処理により、鋼の特性が大きく変化します。通常、鋼を高温オーステナイト状態に加熱した後、ほぼ平衡状態でゆっくりと冷却すると、非常に安定した鋼構造が得られます。このタイプの熱処理は、通常、焼きなましまたは正規化として知られ、鋼内に固定された残留応力のレベルが低い構造を生成します。構造は、Fe(鉄)-C(炭素)の状態図から予測できます。しかし、鋼に主に必要とされる特性は、高強度と硬度であり、これらは一般に高レベルの残留応力を伴います。これらは、オーステナイト状態からの非平衡冷却または急冷によって生成された準安定構造によるものです。
結晶構造と相
固体状態の純粋なFeの結晶構造は、2つの同素体状態で存在することが知られています。周囲温度から最大910℃まで、Feは体心立方(bcc)格子を持ち、alpha-Feと呼ばれます。 910℃では、アルファ-Fe結晶は、面心立方(fcc)格子を持つガンマ-Fe結晶に変わります。ガンマ結晶は、1400℃の温度まで安定性を維持します。この温度を超えると、デルタ結晶として知られるbcc格子が再び獲得されます。デルタ結晶は、存在する温度領域のみがアルファ結晶と異なります。 Feには2つの格子定数があります。つまり、(i)bcc格子(alpha-Fe、delta-Fe)の場合は0.286 nm、(ii)fcc格子(gamma-Fe)の場合は0.364nmです。低温では、alpha-Feは強い強磁性特性を示します。これは、格子がその強磁性スピン秩序を失うため、約770℃に加熱されると消えます。 770℃を超えるFeの状態はベータFeと呼ばれます。常磁性ベータ結晶の格子は、アルファ結晶の格子と同じです。
ある形態から別の形態へと移行する間、Feは過冷却する可能性があります。これにより、加熱と冷却の変換ポイントの位置に違いが生じます。この違いは冷却速度に依存し、ヒステリシスと呼ばれます。文字「c」と「r」は、変換が加熱によるものか冷却によるものかを示します。さらに、アルファ鉄がガンマ鉄に変化する際の密度の変化は、材料の体積の急激な変化をもたらします。場合によっては、弾性限界を超える応力が発生し、破損につながることがあります。ガンマFeの密度はアルファFeの密度よりも約4%高くなっています。
鉄-炭素平衡状態図
Fe-C合金である鋼の構造には、純粋なC(グラファイト)またはCが豊富な成分としてセメンタイト(Fe3C)として知られる化合物のいずれかを含めることができます。セメンタイトは、比較的ゆっくりと冷却される鋼にも存在します(Fe3CをFeとCに分解するには、通常、高温での長時間の保持が必要です)。このため、Fe-C平衡状態図はFe-Fe3C平衡状態図として扱われることがよくあります。 Fe-Cダイアグラムは安定していますが、Fe-Fe3Cダイアグラムは準安定です。 Fe-C安定状態図とFe-Fe3C準安定状態図の両方を組み込んだFe-C平衡状態図を図1に示します。破線は安定Fe-C状態図を表し、実線は準安定Fe-Fe3C状態図を示します。
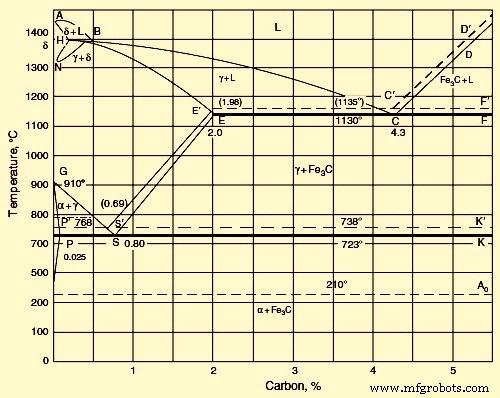
図1鉄炭素図
準安定Fe–Fe3Cダイアグラムでは、Feの同素体(デルタ、ガンマ、およびアルファ)の格子が、Fe中のCのデルタ、ガンマ、および固溶体の形成サイトとして機能します。 Cが枯渇した鋼が結晶化すると、デルタ固体溶液の結晶が液相線ABと固相線AHに析出します。デルタ固溶体にはbcc格子があります。 1490℃の最高温度では、デルタ溶液には0.1%Cが含まれています(ポイントH)。 1490℃では、飽和デルタ溶液と0.5%Cを含む液体との間で包晶反応が起こります(ポイントB)。その結果、ガンマFe中のCのガンマ固溶体が形成されます。 0.18%のC(ポイントI)が含まれています。
C含有量が0.5%を超える場合、ガンマ固溶体は液体から直接結晶化します(液相線BCおよび固相線IEで)。 1130℃では、ガンマ鉄へのCの限界溶解度は2.0%に近い(ポイントE)。温度を1130℃から下げると、ラインESでのガンマFeへのCの溶解度が低下します。 723℃でのCの溶解度は0.8%です(ポイントS)。線ESは、ガンマ溶液からのFe3Cの沈殿に対応します。
C含有量が増加するにつれて、ガンマ格子がアルファ格子に変換する温度が低下し、変換は、曲線GSおよびGPに対応する温度間隔にわたって行われる。アルファ相析出曲線GSはFe3C析出曲線ESと交差します。点Sは、座標が723℃および0.80%Cの共晶点です。この時点で、飽和アルファ溶液とFe3C沈殿物が同時に共晶濃度ガンマ溶液を形成します。アルファ固溶体の格子は、デルタ固溶体の格子と同じです。共析温度723℃では、アルファ固溶体には0.02%Cが含まれています(ポイントP)。
さらに冷却すると、アルファ-FeへのCの溶解度が低下し、室温ではわずかな割合になります(ポイントD)。 C含有量が2%– 4.3%の場合、結晶化はBC線でのガンマ溶液の沈殿から始まります。 C含有量が4.3%を超えると、ラインCDにFe3Cが沈殿します。 2.0%以上のCを含むすべての鉄合金の余剰一次相の沈殿に続いて、C点でのガンマ溶液とFe3Cの共晶結晶化が続きます。C点の座標は1130℃と4.3%Cです。線Aoは磁性体に関連しています。強磁性状態から常磁性状態への遷移である変換。
安定したFe-C平衡状態図の場合、冷却速度が非常に遅いため、C(グラファイト)は液体から直接結晶化する可能性があります。この場合、オーステナイトとセメンタイトの共晶の代わりに、オーステナイトとグラファイトの共晶混合物が形成されます。図1の破線は、Fe-グラファイト系を表しています。これらのラインは、Fe-Fe3Cシステムのラインよりも高温になっています。これは、Fe-グラファイトシステムのより大きな安定性と完全な平衡への近さを確認します。これは、大量のFe3Cを含む高C鋼を加熱すると、Fe3C =3Fe+Cの式で示される分解につながるという事実によっても裏付けられています。
中間の冷却速度では、鋼の一部はグラファイトシステムに従って結晶化し、他の部分はセメンタイトシステムに従って結晶化する可能性があります。両方のシステムの図の相平衡線は、特定の冷却速度に応じて変位する可能性があります。ガンマ-Fe(オーステナイト)中のC固溶体の析出線に顕著な変位が見られます。このため、この図は、比較的遅い冷却速度にさらされる鋼に関してのみ完全に当てはまります。
炭素の影響
アルファ-FeへのCの最大溶解度は721℃で見られ、0.018%Cに等しい。急冷すると、Cはアルファ固溶体にとどまることができるが、エージングメカニズムによりすぐに相の沈殿が始まる。固溶体では、Cは(i)均一な溶液、まれなケースである静的に均一な格子間分布、または(ii)不均一な溶液のいずれかを形成できます。結晶格子構造が乱れる場所(粒界、転位)にクラスターが形成されます。後者は固溶体の最も可能性の高い状態です。このように形成されたクラスターは、塑性変形中の転位の移動に対する障害を表し、塑性流動の開始時の変形の不均一な発達の原因となります。
Fe-C合金に対するC含有量の影響を分析するには、すべての構造成分を考慮する必要があります。徐冷鋼は、フェライトとセメンタイト、またはフェライトとグラファイトで構成されています。
フェライトはプラスチックです。焼きなまし状態では、フェライトは伸びが大きく(約40%)、柔らかく(ブリネル硬度は結晶寸法に応じて65〜130)、770℃まで強く強磁性です。723℃では0.22%Cが溶解します。フェライト中ですが、室温では、Cの1000分の1パーセントしか溶液に残っていません。
セメンタイトはもろく、硬度が高くなります(ブリネル硬度は約800)。それは210℃まで弱く磁性があり、電気と熱の伝導が不十分です。複雑な菱形の格子があります。通常、(i)ラインCDで液体から結晶化する一次Fe3C、(ii)ラインESでガンマ溶液から沈殿する二次Fe3C、および(iii)から沈殿する三次Fe3Cが区別されます。ラインPQでのソリューション。
グラファイトは柔らかいです。それは電気の貧弱な伝導体ですが、熱をうまく伝達します。グラファイトは3000℃から3500℃の温度でも溶けません。軸関係c/aが2より大きい六角形の格子を持っています。
オーステナイトは柔らかく(フェライトよりも硬い)、延性があります。オーステナイトの伸びは40%から50%の範囲です。フェライトよりも熱や電気の伝導率が低く、常磁性です。オーステナイトはfcc格子を持っています。
0%– 0.02%Cを含む鋼の構造は、フェライトと三級Fe3Cで構成されています。 C含有量をさらに増やすと、フェライトとFe3C(パーライト)の共析である新しい構造成分が出現します。パーライトは、最初はフェライト粒子間の別個の介在物として現れ、次に0.8%Cで全体積を占めます。パーライトは、一般にラメラ構造を持つ2相混合物の特徴です。鋼のC含有量が0.8%を超える値まで増加すると、二次Fe3Cがパーライトとともに形成されます。二次Fe3Cは針の形をしています。 Fe3Cの量は、C含有量が増加するにつれて増加します。 2%Cでは、顕微鏡の視野の18%を占めます。 C含有量が2%を超えると、共晶混合物が現れます。急速に冷却される鋼では、共析が形成される前に、すべての余剰相(フェライトまたはFe3C)が析出する時間があるわけではありません。
3.6%Cの合金には、レーデブライト(ガンマ-FeとFe3CのC固溶体の共晶混合物)が含まれています。合金は、亜共晶の白い鋳鉄でより適切に分類されます。
重要な(変換)温度
炭素は、固体状態でのFeの変換に顕著な影響を及ぼします。 Fe-C平衡状態図の線GSとNLの位置sは、C含有量の増加が、図1に示す対応物に対して、点A3の低下と点A4の上昇につながることを示しています。デルタ相の温度範囲。
共析(パーライト)が形成されると、加熱と冷却の曲線が停止します。これは、ポイントA1(加熱の場合はAc1、冷却の場合はAr1)としてラベル付けされます。この現象は、0.9%C(Fe– C図の点S)で発生します。低共析鋼(GOS線を横切るとき)でのフェライトの析出は、点A3で示される変曲点として加熱および冷却曲線に現れます。この点は、純鉄のガンマからアルファへの変換に対応します。共析沈殿に先行するFe3Cの沈殿(線ESの交差)は、冷却曲線で点Acm(加熱時のAc、cm、冷却時のAr、cm)として指定された弱い屈曲として見られます。 Cの添加は磁気変態温度(点A2)にほとんど影響を与えません。したがって、線MOは、C含有量の少ない鋼の磁気変態に対応します。大量のCを含む合金では、この変態はラインGOSで発生します。これは、フェライト析出の開始に対応します。 C含有量が点Sに対応する含有量よりも高い場合、磁気変換は温度A1と一致します。
セメンタイトは磁気変換を受けます。 C含有量に関係なく、変換は210℃〜220℃の温度で行われます。A2点での純粋なFeの磁気変換と同様に、顕著なヒステリシスなしで発生します。
鋼の構造変化
鋼を硬化させる場合、全体の構造を高温で安定なFeとCの単相構造であるオーステナイト相に変換するために、鋼を高温に加熱します。この加熱された鋼がゆっくりと冷却されると、オーステナイトはパーライトに変化します。これは、室温での平衡相です。真珠光沢構造は焼きなまし構造であり、比較的柔らかく、物性が低い。加熱された鋼が非常に速く冷却されると、マルテンサイトと呼ばれる硬くて強い構造が形成されます。これは、鉄に溶解したCの準安定相です。この相は、より脆くないより低い硬度の構造を生成するために焼き戻しすることができます。中間冷却速度はベイナイトなどの他の構造を生成しますが、このタイプの構造は合金鋼でのみ大量に生成されます。共析C鋼は、冷却速度に応じて、主にマルテンサイトまたはパーライトを生成します。
オーステナイトパーライト変態
オーステナイトに溶解したCが存在するため、オーステナイトのfcc格子からフェライトのbcc格子への変態が妨げられます。オーステナイト格子には、セルの中心にあるC原子を収容するのに十分なスペースがあります。フェライトのbcc格子にはこの空間がありません。そのため、オーステナイトからフェライトへの遷移時にCの溶解度が大幅に低下します。ベータからアルファへの変態中に、Cのほぼ全体がオーステナイト格子から析出します。準安定Fe–Fe3Cダイアグラムに従って、セメンタイトとして沈殿します。この変換は、3つの相互接続されたルート、つまり(i)ガンマ-Fe格子からアルファ-Fe格子への変換、(ii)Fe3CとしてのCの沈殿、および(iii)炭化物の凝固によって定義できます。
点A1の温度では、ルート(i)と(ii)による変態がほぼ同時に進行し、フェライトとセメンタイトの層状混合物が形成されます。溶解したCの原子は、格子内にランダムに分布しています。そのため、Fe3CはCが豊富な領域で核生成し、フェライトは炭素がほとんどない領域で核生成します。このようなCの再分布は拡散によって起こり、温度と時間に依存します。
0.8%未満のCを含む亜共析鋼を徐冷すると、粒界にフェライトが形成されて変態が始まります。この粒界はフェライト結晶化中心として機能します。炭素は微結晶の内部に押し込まれます。フェライトが沈殿すると、フェライト形成に必要な濃度が中央の体積で達成されます。超共析鋼(Cが0.8%以上)を徐冷すると、ES線を越えると粒界にFe3Cが析出し始めます。ここでは、粒界が結晶化サイトとしても機能します。
ガンマ-Feとアルファ-Feの格子内のC拡散速度は、拡散係数が温度に依存するため、温度が下がるにつれて急速に減少します。適切な冷却速度を提示することで、パーライトの形成を不可能にする程度まで過冷却を強化することができます。
低温の範囲では、変態メカニズムと形成された構造の特徴は、変態が起こる温度にのみ依存します。過冷却の程度を考慮して、3つの変態温度範囲、すなわち(i)パーライト範囲、(ii)中間範囲、および(iii)マルテンサイト範囲が区別されます。ある変換メカニズムから別の変換メカニズムへの連続的な移行は、これらの温度範囲で発生する可能性があります。変態のプロセスは、鋼中のCおよびその他の元素の含有量に強く依存します。それらは、より速いメカニズムで開始し、より遅いメカニズムで終了することができます。
パーライトの範囲では、変態はフェライトと炭化物の混合物の同時形成によって特徴付けられます。遊離フェライトまたは炭化物は、オーステナイト粒界に析出する可能性があります。ここでは、両方の相の形成と成長が拡散プロセスによって制御されています。 Feやその他の元素の拡散が重要な役割を果たします。フェライトや炭化物の拡散結晶化に時間がかかるまで、温度を下げると構造の細かさが増します。
パーライトは、フェライトとカーバイドプレートの機械的混合物であり、パーライト範囲での変態時に形成されます。パーライト結晶化の核が形成される速度は、温度が下がるにつれて増加する炭化物によるオーステナイトの過飽和に依存します。速度は拡散速度にも依存し、拡散速度は温度とともに減少します。パーライト島の成長は、主にC原子とFe原子の拡散速度に依存します。他の要因は、(i)過飽和の程度、および(ii)フェライト形成中の自由エネルギーの利点です。パーライト島は、新しいプレートの形成だけでなく、すべての方向への古いプレートのさらなる成長によっても成長します。カーバイドプレートはフェライトプレートよりも速く成長します。
パーライト形成のプロセスは、フェライト核の形成から始まります。フェライトとセメンタイトのプレートの核形成と両方の相のプレートの分岐を複数回交互に繰り返すと、平面に平行で扇形のパーライトプレートが形成されます。パーライト核は主に、粒界、不溶性炭化物、非金属介在物などの結晶構造欠陥のある格子領域に現れます。パーライトの非常に重要な特徴は、プレート間の間隔です。間隔を狭くすると、鋼の強度特性が向上します。
パーライト範囲のFe3Cとフェライト結晶化中心の形成速度は、温度が下がるにつれて加速します。構造の細かさが増すと、プレート間の間隔が狭くなります。
鋼の特性に影響を与える重要な特徴は、パーライトコロニーの寸法です。コロニーの寸法が減少すると、衝撃強度が増加し、脆性が減少します。臨界脆性温度はパーライトの形態に依存します。したがって、フェライトとセメンタイトのプレートが破壊された場合、比較的高強度のパーライトが形成され、フェライト内部に高密度の転位が形成されます。
パーライトのより良い破壊強度は、Fe3C粒子の球状化によって達成されます。球状化は、パーライトの変形、その後の加熱、およびAc1に近い温度での保持によって促進されます。パーライトの比較的高い強度と延性を提供する別の方法は、パーライト変態中の変形にあります。これにより、多角形構造が形成され、セメンタイトが球状化されます。フェライトとパーライトの混合物の降伏応力(YS)は、フェライトとパーライトの特性に相加的に依存します。
オーステナイトの変態
低共析鋼および過共析鋼におけるオーステナイトの変態中に、パーライト変態の前に、過剰相、すなわちフェライトおよび二次セメンタイトの析出が起こる。構造的に自由な過剰相の相対量は、オーステナイトの過冷却の程度に依存します。過剰なフェライトまたはFe3Cの量は、冷却速度の増加とともに減少します。十分な過冷却があれば、独立した構造成分としての過剰相の形成を回避できます。
少量の共析オーステナイトを含む亜共析鋼を徐冷すると、過剰なフェライトの結晶粒上に共析フェライトが成長し、結晶粒界に構造的に自由な層間に共析Fe3Cが残ります。超共析鋼では、共析も構造変性の影響を受ける可能性があります。点A1(700℃以上)以下の非常に低い冷却下での共析沈殿のために形成されるセメンタイトは、二次セメンタイト上に堆積します。構造的に自由なフェライトの領域が並んで注目されます。相の分離を伴うこの共析変換は、異常と見なされます。通常の共析変態では、フェライトとFe3Cは、2つの相が規則的に交互に現れるコロニーの形で一緒に成長します。異常な変態の場合、フェライトとFe3Cの粗い混合物は特徴的な共析構造を持ちません。共析変換中に、メカニズムが異常から正常に変化する可能性があります。したがって、オーステナイトの急速冷却とそれに対応する顕著な過冷却により、異常な変態を完全に抑制することができます。
低共析鋼に過剰なフェライトがある場合、フェライトは2つの形態、すなわち(i)コンパクトな等軸結晶粒と(ii)配向したウィドマンシュテッテンプレートに見られます。低共析フェライトの緻密な析出物は主にオーステナイト粒界に現れますが、ウィドマンシュテッテン板は粒内に形成されます。ウィドマンシュテッテンフェライトは、Cが0.4%未満で、オーステナイトの結晶粒がかなり粗い鋼でのみ観察されます。オーステナイト結晶粒の寸法が減少するにつれて、等軸結晶粒の形のフェライトの割合が増加します。ウィドマンシュテッテンフェライトは、A3(50℃)から600℃、550℃までの温度間隔で形成されます。鋼のC含有量が増えると、構造内のウィドマンシュテッテンフェライトの割合が低下します。
ウィドマンシュテッテンフェライトは、原子の秩序だった相互に関連した動きを伴う、格子のせん断ガンマ-アルファ転位のために形成されると考えられています。フェライトの等軸粒子は、ガンマ/アルファ境界を越えた原子の無秩序な遷移を伴う格子の通常の拡散転位によって成長します。
鋼を強化するために使用される方法の1つは、分散した炭化物析出物を含む亜共析フェライトを含む構造を提供することです。このような構造を作るには、特殊炭化物がオーステナイトに溶解するまで鋼を加熱し、次に急速に冷却して、亜共析フェライトが形成され始める前にオーステナイトから直接炭化物が通常沈殿するのを防ぎます。
マルテンサイトの変態
マルテンサイトの変態は、高温相の焼入れ(急冷)によるものです。 C鋼のマルテンサイト変態の主な特徴を以下に示します。
- マルテンサイト変態は、水中でA1を超える温度から鋼が急速に冷却されるために発生します。急速冷却により、フェライトと炭化物の二相混合物へのオーステナイトの拡散析出が抑制されます。マルテンサイト中のC濃度は、オーステナイト中のC濃度と一致します。マルテンサイトの変態は拡散することなく起こります。
- オーステナイトからマルテンサイトへの変態は、マルテンサイト開始温度(Ms)から始まります。 Msは通常、冷却速度に依存しません。マルテンサイトは特定の温度間隔で形成されます。特定の温度は、鋼のC含有量によって決まります。
- 温度間隔Ms-Mf(マルテンサイト仕上げ)での冷却の終了は、マルテンサイトの形成を一時停止します。この特徴は、マルテンサイト変態とパーライト変態を区別します。パーライト変態では、A1点以下の一定温度で変態が終了し、十分な等温保持時間が与えられると、最終的にオーステナイトが完全に消失します。マルテンサイト変態により、一定量の残留オーステナイトが残ります。
- マルテンサイト変態には潜伏期間がありません。一定量のマルテンサイトが温度Ms未満で瞬時に形成されます。
- Ms未満に冷却すると、新しいプレートが急速に形成されるため、マルテンサイトの量が急速に増加します。最初に形成されたプレートは時間とともに成長しません。
- マルテンサイト格子は、オーステナイト格子に対して規則的に配向しています。格子間には特定の配向関係が存在します。
Ms温度は、特定の前処理が施された特定の組成の鋼を特徴づけます。与えられた鋼では、マルテンサイト変態は、冷却速度に関係なく同じ温度で始まります。この温度は鋼の組成に依存し、鋼のC含有量が増加するにつれて大幅に低下します。 Cの一部は、オーステナイトと共存する炭化物に入ります。焼入れ温度を上げると、炭化物はオーステナイトに溶解します。したがって、オーステナイトのC濃度が上昇し、Msポイントが低下します。
マルテンサイトの形成は、オーステナイト格子再配列のせん断メカニズムと見なされています。相変態のマルテンサイト(せん断)メカニズムは、原子間の間隔よりも短い距離への原子の秩序だった相互に関連した動きによってよく知られており、原子は場所を交換しません。初期相の原子は、マルテンサイト相の隣接原子を保持します。これは、格子のせん断再配列に固有の主な機能です。
格子再配列のこの性質は、古いフェーズと新しいフェーズの間の境界の一貫性を提供します。マルテンサイトと初期相の境界での格子のコヒーレンス(弾性共役)により、低温でもマトリックスに向かって境界が非常に速く移動します。原子は原子間間隔よりも短い距離まで協調的に移動し、マルテンサイト結晶が成長します。
マルテンサイト結晶の成長に伴い、弾性ひずみがコヒーレンス境界に蓄積します。 YSに到達すると、コヒーレンスが乱されます。原子は、マルテンサイト結晶と開始マトリックスの境界で無秩序になります。境界の滑り移動は不可能になります。したがって、マルテンサイトメカニズムによる結晶の成長は終了し、その後、結晶は拡散によってのみ成長することができます。しかし、マルテンサイト変態は、拡散速度が非常に小さい低温で起こります。したがって、コヒーレンスが破壊された後、マルテンサイト結晶の成長はほとんど観察されません。
マルテンサイトメカニズムによる固溶体の多形変換は、成分の拡散再分布がないことを特徴としています。ここでは、高温相が低温相に変化するマルテンサイトメカニズムに必要な条件について説明します。小さな過冷却ではマルテンサイト変態は不可能です。これは、格子の無秩序な再配列の場合、弾性変形は体積の変化のみによって決定されるのに対し、マルテンサイト変換では、初期結晶とマルテンサイト結晶の格子のコヒーレンスにさらに依存するという事実によるものです。過冷却度が高くなると、格子の無秩序な再配列率が高くなり、最大に達してから低下します。鉄の多形変態のマルテンサイトメカニズムを得るには、鋼をガンマ範囲で強く過熱し、次に非常に急速に冷却して、通常の変態の発生を抑制します。
マルテンサイトの形成中に、オーステナイトのfcc格子がマルテンサイトのbcc正方晶格子に再配列します。これは、alpha-Feのbcc格子に似ています。オーステナイト格子は、c軸に沿ったオーステナイトの正方晶セルの圧縮とa軸に沿った寸法の同時増加からなるベイン変形によってマルテンサイト格子に変化します。マルテンサイト格子の正方晶歪みの程度c/aは、マルテンサイトのC濃度として直接大きくなります。マルテンサイト格子は、室温で正方晶性を保持します。初期相とマルテンサイト相の配向関係が確立されています。
マルテンサイト核形成の性質については多くの仮説があります。それらの多くは、開始マトリックスの特別な欠陥サイトでの不均一な核形成を提唱しています。
マルテンサイトは形態に関して2つの基本的なタイプに分けられます。これらはプレートマルテンサイトと巨大マルテンサイトです。それらは、形状、結晶の相互配置、下部構造、および習慣面が異なります。プレート(針)マルテンサイトは、高C鋼でより頻繁に見られます。マルテンサイト結晶は薄いレンズ板の形をしています。最初に現れるプレートは、ユニット全体を通過し、別々の部分に分割します。しかし、それらはマトリックスの粒界を越えることはできません。したがって、プレートの寸法はオーステナイト粒子の寸法によって制限されます。新しいマルテンサイトプレートがオーステナイトセクションに形成されます。ここでは、プレートの寸法はセクションの寸法に制限されています。オーステナイト粒が小さい場合、マルテンサイト板は非常に微細であるため、マイクロセクションの試料ではマルテンサイトの針状構造を見ることができません。このようなマルテンサイトは構造レスマルテンサイトと呼ばれ、最も望ましいものです。
巨大な(ラス)マルテンサイトは、低C鋼と中C鋼で観察できます。このタイプのマルテンサイトの結晶は、ほぼ同じ配向を持つ相互接続されたプレートとして形作られています。巨大なマルテンサイトのプレートは、低角度の境界で分離されています。
ベイナイトの変態
ベイナイトの変態は、パーライトとマルテンサイトの変態の中間です。ベイナイトの変態の動力学と形成された構造は、拡散パーライト変態と拡散の少ないマルテンサイト変態の両方の特徴を示しています。この変態の結果、フェライトと炭化物の混合物が形成されます。この混合物はベイナイトと呼ばれます。ベイナイト変態メカニズムには、格子のガンマからアルファへの再配列、Cの再分布、および炭化物の析出が含まれます。
ここでは、ベイナイトのパーライトおよびマルテンサイトの対応物への変換の近さについて説明します。基本成分であるFeの原子の拡散運動は、ベイナイト変態範囲にわたってほぼ完全に抑制されます。その場合、パーライトの析出が抑制されるため、フェライトのガンマからアルファへの形成は困難です。ただし、Cの拡散はかなり活発で、炭化物の析出を引き起こします。中間範囲では、マルテンサイト板のようにコヒーレント成長によりガンマ相結晶が形成されます。しかし、アルファ相プレートは瞬間的ではなくゆっくりと形成されます。
This is due to the fact that over the intermediate temperature range the alpha phase can precipitate only from the C depleted gamma phase. Thus the growth rate of the alpha phase crystals depends on the C diffusive removal rate. In this case, the martensite start point Ms in austenite rises and the martensite gamma to alpha transformation takes place at temperatures above the temperature Ms typical of the steel with a given composition.
At the instant of martensite transformation, the C concentration remains unchanged. Only the crystal lattice is altered and a supersaturated a solution is formed. Carbide precipitates after gamma to alpha transformation.
There is a difference between upper and lower bainite, which are formed in the upper and lower parts of the intermediate temperature range. The conventional boundary between the bainite is close to 350 deg C. Upper bainite has a feathery structure, whereas lower bainite shows an acicular morphology, which is close to that of martensite. The difference in the structures of upper and lower bainite is due to the difference in the mobility of C in the upper and lower parts of the bainite temperature range.
The alpha phase substructure of upper bainite resembles the substructure of massive martensite in low C steel, while the alpha phase structure of lower bainite approaches the structure of martensite in high C steels. In upper bainite, carbide particles can precipitate both at lath boundaries and inside laths. This fact suggests that here carbides precipitate directly from austenite. In lower bainite, carbide is found inside the alpha phase. This is since carbide is formed during precipitation of a supersaturated solid solution of C in the alpha phase. Both upper and lower bainite shows a high density of dislocations inside the alpha phase. Fe3C is the carbide phase in upper bainite and epsilon carbide (Fe2C) in lower bainite. As the holding time is increased, Fe2C turns into cementite. The dimensions of austenite grain have no effect on the kinetics of martensite transformation.
Tempering
The processes which take place during tempering are precipitation and recrystallization of martensite. Quenched steel has a metastable structure. If subjected to heating, the structure becomes closer to equilibrium. The nature of the processes which occur during tempering is determined by three major characteristics of quenched steel namely (i) strong super saturation of the martensite solid solution, (ii) high density of crystal lattice defects (dislocations, low angle and large angle boundaries, and twin interlayers etc.), and (iii) presence of retained austenite.
The main process taking place during tempering of steel is the precipitation of martensite accompanied by formation of carbides. Depending on the temperature and duration of tempering, the martensite precipitation can involve three stages namely (i) pre-precipitation, (ii) precipitation of intermediate metastable carbides, and (iii) precipitation and coagulation of cementite. Retained austenite can precipitate simultaneously. Since there is a high density of dislocations in martensite, hence its substructure is similar to the substructure of steel which is work hardened. Hence, polygonization and recrystallization can develop during tempering.
When C steel is tempered, super-saturation of the gamma solution in austenite increases with an increase in the C content of steel. This leads to lowering of the Ms-temperature and transition from massive martensite to plate martensite. The amount of retained austenite also increases.
The segregation of C represents the first structural changes which take place during tempering of C steel. The segregated C can nucleate heterogeneously at lattice defects or homogeneously in the matrix. The heterogeneous nucleation of the segregated C takes place either during quenching or immediately after it.
Flat homogeneous clusters of C atoms not connected with lattice defects are formed at tempering temperatures of less than 100 deg C. This is due to the considerable displacements of Fe atoms and the appearance of elastic distortions. As the tempering temperature is increased, the clusters become larger and their composition is close to Fe4C. This process is dependent on the C diffusion. Metastable Fe2C is formed above 100 deg C. It has a hexagonal lattice and appears directly from C clusters when the C concentration is increased. Metastable Fe2C can also precipitate directly from the alpha solution. Fe2C precipitates as very fine (10 nm to 100 nm) plates or rods at low temperatures. With an increase in tempering temperature or time, Fe2C particles become coarser and precipitate in steels containing a minimum of 0.2 % C. In steels with a high Ms-temperature, partial precipitation of martensite is associated by the deposition of excess carbide and is obtained during quench cooling in the martensite range. Hence self-tempering of these steels occurs during their quenching.
Cementite is formed at a temperature higher than 250 deg C. Two known mechanisms of Fe3C nucleation are (i) precipitation directly from a supersaturated alpha solid solution and growth of Fe3C particles at the expense of the dissolution of less stable carbides, and (ii) appearance of Fe3C as a result of transformation of the intermediate carbide lattice to the Fe3C lattice.
In the final stage of the carbide formation during tempering, coagulation and spheroidization of carbide take place. These happen intensively starting from 350 deg C to 400 deg C. At temperatures higher than 600 deg C, all Fe3C particles have a spherical shape and undergo coagulation only.
A substantial part of the tempering process is devoted to the precipitation of retained austenite accompanied by deposition of carbides. Precipitation occurs over the temperature range of 200 deg C to 300 deg C. During tempering, retained austenite transforms into lower bainite.
A decrease in the C concentration of the alpha phase during carbide formation results into changes in the phase structure. Martensite precipitation is conventionally divided into two stages. The first stage of precipitation is achieved below 150 deg C when the mobility of C atoms is sufficient for the formation of carbide plates. But, it is insufficient for the carbide plates to grow by diffusion of C from the areas of non-precipitated martensite with a high C concentration. This results in a non-uniform content of C in different areas of the martensite and hence inhomogeneity of martensite results with respect to its tetragonality. In areas with precipitated carbide, tetragonality is lower than in non-precipitated areas. Two solid solutions with different C concentrations coexist. For this reason the precipitation is referred to as a two -phase precipitation. The two phase precipitation of martensite results from the deposition of new carbide particles in areas containing martensite with the initial C concentration. Carbide particles do not grow at this stage.
At the second stage of martensite precipitation (150 deg C to300 deg C the alpha solution is depleted of C owing to diffusive growth of carbide particles, but the process proceeds very slowly. Hence, the precipitation kinetics is due to the rapid depletion of the alpha solution in carbon. Subsequently, depletion of the solid solution in C stops. At 300 deg C around 0.1 % C is left in the alpha solution. Above this temperature, no difference between the lattice of the alpha solution and that of the alpha-Fe is detected. Below 300 deg C the degree of tetragonality is still measurable. Above 400 deg C the alpha solution becomes completely free of excess C and transformation of martensite to ferrite is finished.
Plates (needles) of quench martensite have a high density of dislocations which is comparable to the density of the deformed steel. However, recrystallization centres and their progress to recrystallized grains are not observed. This is since carbide particles pin dislocations and large angle boundaries. It is only above 600 deg C, when the density of the particles decreases owing to the coagulation, that the recrystallization growth of grains takes place at the expense of migration of large angle boundaries. With this the morphological structures of lath martensite disappear. These processes are hampered in high C steels as compared to low C steels, since the density of carbides is greater in high C steels. The acicular structure is retained up to the tempering temperature of around 650 deg C.
The structural changes which occur during tempering cause alteration of steel properties. These changes depend on the tempering temperature and time. Hardness decreases as the tempering temperature is increased.
Kinetics of transformation of austenite
The kinetics of transformation of austenite is described below.
Isothermal transformation diagrams
It is important to follow the process at a constant temperature for the understanding of the kinetics of the transformation to austenite. For this purpose, isothermal transformation (IT) diagram is usually made which illustrates the isothermal process of austenite precipitation. In IT diagram (Fig 2), the transformation time is in the X-axis shown on the logarithmic scale and the temperature is plotted on the Y-axis. From this diagram, the incubation period (left hand curve) can be determined and also the time required for completion of the process (right hand curve). The instant, steel passes the points A3 and A1 during quenching, is usually taken as the zero time reference.
The time required to achieve the temperature of the quenching medium is frequently neglected. The start and finish of the transformation are difficult to determine from the transformation curve behaviour at the initial and final sections of the curve. Hence, the lines of the IT diagram generally correspond to a certain final volume which has undergone transformation, e.g., 2 % and 98 % for the transformation start and finish, respectively. The volume value is usually not shown in the IT diagram.
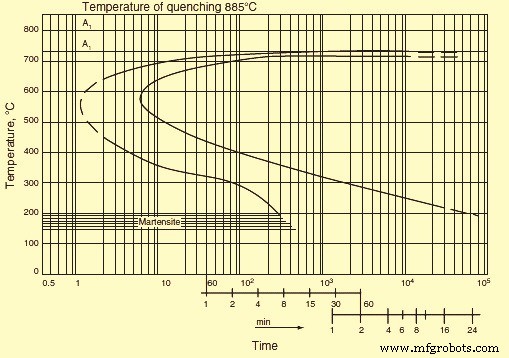
Fig 2 Isothermal transformation diagram
In addition to the curves stated above, IT diagram frequently contains intermediate curves corresponding to certain values of the transformed volume, say 20 %, 50 %, or 80 %. A decrease in the transformation rate causes displacement of the transformation start and finish curves to the right, i.e., toward greater duration. This phenomenon can be seen if the quenching heating temperature increases as a result of a decrease in the number of inclusions and growth of austenite grains. An increase in the transformation rate leads to displacement of the curves to the left. This phenomenon can be accounted for (i) by a decrease in the quenching heating temperature, (ii) the presence of carbides or inclusions, and (iii) refinement of the austenite grain. For a specified sample of steel the temperature which corresponds to a maxi mum transformation rate (the nose of the sigmoid curve) does not, as a rule, change significantly.
Continuous cooling transformation diagrams
Continuous cooling transformation (CCT) diagrams consider the transformation kinetics of eutectoid steel. The major transformation which takes place during annealing cooling of steel is a eutectoid precipitation of austenite into a mixture of ferrite and carbide. The eutectoid transformation kinetics is given by IT diagrams of austenite at a temperature of 727 deg C. The structure attained after tempering below 300 deg C is called tempered martensite. An acicular structure is seen after tempering at 300 deg C to 450 deg C. Tempering over the temperature interval of 450 deg C to 600 deg C shows a distinct dot structure. Austenite is in a thermodynamically stable equilibrium with the ferrite-Fe3C mixture. Stability of undercooled austenite is defined by a period of time during which the appearance of precipitation products in the diagram cannot be registered by conventional methods. The degree of austenite undercooling is the main factor which determines the steel microstructure. The necessary degree of undercooling is provided by either continuous cooling or isothermal treatment.
As seen earlier, in hypo-eutectoid steels the formation of pearlite is preceded by precipitation of hypo-eutectoid ferrite. With a decrease in the transformation temperature and an increase in the degree of undercooling, precipitation of hypo-eutectoid ferrite is suppressed. The amount of pearlite increases and the C content becomes less than that in pearlite of the eutectoid steel. In the region of the maximum transformation rate, the two curves merge. Thus, a purely pearlitic structure is formed in steel with 0.4 % C. In steels containing higher amounts of C, the precipitation of ferrite cannot be suppressed even if the C content decreases. Ferrite precipitation precedes the formation of pearlite even at a maximum transformation rate, but the amount of ferrite is less than that is formed at smaller undercooling.
These propositions are valid for the precipitation of cementite in hyper-eutectoid steels, but it can be suppressed even at relatively small undercooling. In this case, the C content of pearlite becomes higher than that in the eutectoid steel. As a result of suppression of the hypo-eutectoid ferrite precipitation under continuous cooling from the region of the gamma solid solution, the point Ar3 lowers much faster than the point Ar1 as the cooling rate is increased. With a certain cooling rate, both points merge into one point, which corresponds to the formation of a fine plate structure of the pearlite type free of ferrite.
Under continuous cooling the transformation process can also be visualized as diagram in temperature-time coordinates. Therefore the behaviour of cooling curves is to be analyzed to find characteristics of the transformation processes. In this diagram, the ferrite and pearlite start lines are shifted toward longer periods of time compared to the IT diagram. This is due to an increase in the temperature interval necessary for preparing the transformation processes in the austenite lattice. As a result, only part of the incubation period, which is needed for the IT to start, is effective. In this case, the incubation period is the mean of the effective lengths of time corresponding to different periods of time in the given range. This proposition can be used to calculate the behaviour of the transformation start line in the pearlite range from the IT diagram. The reverse calculation is also possible.
Similar to the pearlite range, in the bainite temperature range, the precipitation of undercooled austenite starts after a certain incubation period. Resemblance of the bainite and pearlite transformation kinetics consists not only in the presence of an incubation period but also in the character of the volume increase during isothermal soaking which is the fraction of the transformed volume of austenite increases first with acceleration and then with deceleration. At the same time, as in the case of the martensite transformation, retained austenite does not disappear completely during the bainite transformation. Every point in the bainite finish curve corresponds to certain amount of retained austenite. Similar to the pearlite transformation, the bainite transformation can take place both during isothermal soaking and under continuous cooling. Austenite which has not been transformed over the bainite range turns partially into martensite when the steel is cooled to room temperature. Since the austenite is inhomogeneous with respect to the C content after the bainite transformation, martensite is formed predominantly in C enriched regions.
For the high alloy steel, IT curves can be separated by a temperature interval in which undercooled austenite is highly stable. In this interval, pearlite precipitation does not take place for many hours, while undercooling is inadequate for the bainite transformation. In C steel, the bainite transformation proceeds concurrently with the pearlite transformation. Products of the pearlite transformation dominate at higher temperatures, and those of the bainite transformation at lower temperatures.
During the transformations of austenite on cooling in the martensite range, martensite component in the steel structure appears when the cooling rate achieves a certain value. The minimum cooling rate at which the martensite component is formed is called the lower critical rate of cooling. The rate at which transformations by the pearlite and bainite mechanisms are suppressed completely is referred to as the upper critical rate of cooling (quenching). If the conditions of austenite formation (austenitization temperature and the holding time at this temperature) and the cooling conditions (cooling rate exceeds the upper critical rate) are constant, the location of the martensite start point Ms depends only on the contents of C and alloying elements in the steel.
If the cooling rate is high, the formation rate of separate needles of martensite is also high, and transformation of austenite to martensite begins on reaching Ms-temperature. It continues on subsequent cooling to lower temperatures. As the temperature of the quenching medium is lowered, the amount of formed martensite increases first quickly and then slowly. With an increase in the quenching heating temperature (austenitization temperature), the transformation also shifts toward lower temperatures as more of the alloying elements are taken into solution. A certain amount of martensite can be formed during isothermal holding, but it is not high in C steels. Retained austenite is stabilized during isothermal holding. As a result, more martensite is formed during subsequent cooling. Formation of martensite stops at the point Mf. There is a relationship between some factors which influence the stabilization of martensite. The effect of stabilization increases with the amount of martensite in the structure or, the amount of martensite being equal, with temperature.
There is a close link between the CCT and IT diagrams. When resolving practical issues involved in heat treatment of steel, it is sometimes necessary to know how the continuous cooling rate affects the structure formed as a result of austenite transformation. For this, there have been efforts to establish the relationship between the transformation kinetics of austenite under isothermal conditions and under continuous cooling conditions. The efforts have started from the concept of additivity of the transformation processes at different temperatures. It has been presumed that holding of undercooled austenite at a preset temperature is part of the incubation period. However, it has been found, that calculated and experimental data coincide satisfactorily only if the pearlite transformation is continuous.
If the pearlite transformation is preceded by precipitation of eutectoid pearlite or the pearlite and bainite transformations occur concurrently, calculated data are at a discrepancy with the experimental data. It has been found that the discrepancy is due to the factors namely (i) holding of austenite during the time accounting for fractions of the incubation period causes acceleration of the subsequent intermediate transformation at the expense of preparatory processes, (ii) precipitation of hypo-eutectoid ferrite alters the austenite composition which delays the subsequent intermediate transformation, (iii) partial transformation of austenite over the intermediate range reduces the rate of the said trans formation at lower temperatures and facilitates an increase in retained austenite which is due to a redistribution of C and enrichment of the non-transformed part of austenite in carbon, and (iv) a change in the cooling rate over the martensite range affects stabilization of austenite in different ways.
For the above reason, special methods of constructing thermo-kinetic transformation diagrams of austenite subject to continuous cooling have been elaborated for non-eutectoid steels. From these diagrams it is possible to determine the critical rate of quenching cooling or continuous cooling which is necessary to complete a particular stage of austenite precipitation.
It has been seen that the CCT diagram is a function of the bar diameter. When steel is subjected to martensitic hardening, it is required to be cooled from the quenching temperature so that on undercooling to a temperature below the Ms point austenite has no time to precipitate and form a ferrite-carbide mixture. For achieving this, the cooling rate is to be less than the critical value. The critical cooling rate is the minimum rate at which austenite does not precipitate to a ferrite-carbide mixture. Of course, the cooling rate of steel products is non-uniform over their cross section. It can be higher than the critical rate on the surface and lower than the critical rate at the centre.
The critical cooling rate at different points of a product can be directly determined from an IT diagram. In the first approximation, it is given by the slope of the tangent to the C curve which denotes the austenite precipitation onset. This method gives a value which is around 1.5 times the true critical rate. The cooling rate can be determined more accurately if thermo-kinetic diagrams are used. Intercepts of the cooling curves with the lines of the thermo-kinetic diagrams show the start and finish temperatures of the corresponding transformation.
From the transformation diagram, it is possible to determine, for example, the rate which provides 40 % martensite in the structure or the rates at which the entire transformation occurs in the pearlite range, i.e., hardening is omitted altogether. Because the data on the critical hardening rate depend on cooling time and is to be associated with a specific temperature (at which direct measurements of the hardening rate are practically impossible), it is proper to specify the cooling time for a specific interval of temperature, for example, from the point A3 to 500 deg C. Point A3 in the diagram is the time reference. Then it is possible to directly determine the critical cooling time K (Km for fully martensitic hardening, Kf for initial appearance of ferrite, and Kp for full transformation in the pearlite range).
Since the cooling time and the progress of the subsequent cooling of the sample during end-face hardening are known, the outcome of hardening can be determined from the transformation diagram. It is to be remembered that a transformation diagram is valid only for particular conditions of melting and homogenization. Deviations in the composition or grain dimensions cause changes in the trend of thermodynamic curves. This is explained by the fact that an increase in the homogenization temperature and time and, consequently, enlargement of the grains enhance the stability of austenite. Conversely, refinement of grains lowers the critical cooling rate, since stability of austenite decreases with an increase in the extent of grain boundaries.
Hardenability
The depth of the hardened zone is termed hardenability. This is one of the most important characteristics of steel. Since the cooling rate is non-uniform along the cross section of a sample, austenite can pass into martensite in surface layers only, while at the centre of the sample austenite undergoes the pearlite transformation. In the first place, hardenability depends on the critical cooling rate. An examination of the temperature curves plotted for different areas of the sample shows that the cooling rate of the core of a large diameter product is lower than the critical value and hence the core is not martensitically hardened. Martensite is present in the surface layer only.
After hardening treatment, a bulky part with a large cross section can show the entire range of structures such as a smooth transition from martensite near the surface through troostite-martensite and troostite to pearlite at the centre. The geometry of samples can influence the character of the cooling curves. However, given the same surface-to-volume ratio, the curves coincide in general. The highest changes in the cooling rate are experienced by the diameter of samples.
Considering the above, for achieving a through hardening of bulky products or full martensitic hardening to the core of a product, it is essential to provide the critical hardening rate along the entire cross section of the product. IT and CCT diagrams can be used to determine this rate. The diagrams are usually plotted for different grades of steel, taking into account the progress of cooling in different sections and in different hardening media.
The hardenability of steels depends on the steel composition, specifically on the C content. In the steel hardenability diagrams, the hardenability of each grade of steel is normally presented as a hardenability band. These diagrams have been plotted for almost all existing grades of steel. They show how to achieve hardening of a product made of particular steel.
Hardenability of steel is also categorized by IT curves. The more the curve is shifted to the right along the X-axis, the greater is the hardenability of the steel. This is explained by the fact that the rightward shift of the IT curve is due to better stability of austenite.
An improvement in the stability of undercooled austenite and hence an increase in the critical hardening rate lead to a greater depth of hardening. Then hardenability depends on all the factors which improve the stability of undercooled austenite. As an example, the stability of austenite can be raised by alloying steel with chromium and tungsten. These elements lower the austenite precipitation rate and can make steel an air-hardening one. Steel with a normal content of impurities is hardened to strength ten times that of a pure Fe-C alloy.
Elevation of the hardening temperature favours an increase in the hardening depth due to the homogenization of austenite and enlargement of austenite grains. Refinement of grains impairs hardenability as grain boundaries affect the stability of austenite. The hardening depth also depends on the hardening medium used. The greater is the intensity of cooling, the greater is the depth of hardening. Besides, the hardening depth depends on the cross-sectional diameter of the products. The critical diameter is that of the greatest cross section which lends itself to through hardening in a given hardening medium. The critical diameter is different for different hardening media and characterizes the hardenability provided by a particular method only.
Hardenability has an effect on the mechanical properties of steel. In the case of through hardening, the properties do not differ along the cross section of a product. Otherwise they decrease from the surface to the centre. The analysis of the influence of hardenability on the properties of steels which have been tempered after hardening shows that a high temperature favours equalization of hardness along the cross section. However, the structure of weakly hardenable steels remains inhomogeneous. This is due to a grain structure appearing on the surface, where martensite is formed during quenching, while a lamellar structure remains at the centre. A grain structure is present along the entire cross section of through-hardening steel. This determines the character of changes in the properties of steels with different hardenability. The properties which are independent of the Fe3C form (YS, specific elongation, impact strength) differ.
The properties of tempered steels (fracture stress, YS, impact strength, reduction in area) are impaired if ferrite precipitates during quenching. The mechanical properties of a product depend on its cross-sectional area. To obtain the best mechanical properties in the tempered state, a grain structure is required to be provided along the entire cross section; i.e., through hardenability is to be ensured in the quenched state.
Grain size
It is necessary to know the material structure while analyzing any processes or properties associated with grain boundaries. Most of the steel materials have polycrystalline structure and they comprise a set of grains separated by boundaries. The grain boundary is one of the basic structural elements in polycrystalline steel materials. The grain boundary represents an interface between two differently oriented crystals. This is the region of crystal imperfection. It is capable of moving and adsorbing impurities. The boundary has a high diffusive permeability.
In polycrystalline steel materials, the boundaries determine the kinetics of many processes. For example, movement of grain boundaries controls the process of recrystallization. A high diffusive permeability of grain boundaries determines the kinetics of diffusion-dependent processes at moderate temperatures. Embrittlement of steel material is connected with enrichment of grain boundaries in impurities.
Grain boundaries are normally divided into two large groups namely (i) low angle boundaries, and (ii) large angle boundaries. Low angle boundaries are sub-grain boundaries with an angle of less than 10 degrees. They represent networks or walls of dislocations. The structure of large angle boundaries is much more complicated. The progress in understanding the structure of grain boundaries is connected with elaboration of the models describing the observed microscopic properties of the boundaries.
Grain size determination
The size of the grain that is formed under a given treatment is determined from micro-sections after their etching. For C and alloyed steels the reagent used is 1ml to 5 ml HNO3 +100 ml ethyl or methyl alcohol. Austenitic steel is etched in a copper sulphate-chloride solution containing 10 grams copper sulphate, 50 ml hydrochloric acid, and 50 ml water. When C and low alloy steels are etched, the reagents turn pearlite dark and make visible the ferrite grain boundaries, the martensite structure, and tempering products. The etching rate rises with the amount of nitric acid. The etching time is from several seconds to a minute. Etching of austenitic steel reveals the austenite structure and the austenite grain boundaries.
Carburization is also used to establish the austenite grain boundaries. In this case, samples are heated to 930 deg C in a carburizing medium (e.g., a mixture of 40 % BaCO3 and 60 % charcoal), cooled, and etched.
In addition, an oxidation method is used according to which micro-sections are heated in vacuum to a temperature 20 deg C to 30 deg C higher than the quenching temperature and are soaked for 3 hours. Subsequently air is fed to the furnace for 30seconds to 60 seconds, and the samples are cooled in water. Before quenching it is desired to heat samples in borax melt at 930 deg C to 950 deg C for 30 seconds to 40 seconds and then cool them in water. After these treatments micro-sections are polished and etched in a 15 % solution of hydrochloric acid in ethyl alcohol. Grain boundaries are seen as the oxide network.
Apart from this, use is made of the method of etching austenite grain boundaries, the method of the network of ferrite (for steels with a C content of up to 0.6 %) or Fe3C (for hypereutectoid steels), and the method of the pearlite network for steels which are closer in composition to eutectoid steels.
The grain size is determined by comparing the observed microstructure at a 100x magnification with standard scales (the scales are elaborated so that at a magnification of 100x the grain number N corresponds to the formula ‘n =8 X 2 to the power n’, with n the number of grains per sq mm of the micro-section area) or by counting the number of grains per unit area of the micro-section, or by calculating the mean nominal diameter of the grains or their number per cubic millimeter.
The austenite grain boundary structure which is produced on heating above the critical points is important since the austenite transformation products formed during cooling (martensite and pearlite etc.) appear inside austenite crystals. A coarse austenite grain determines a coarse plate structure of martensite during quenching or a coarse cellular network of ferrite (cementite) precipitates at the boundary of the initial austenite grains during annealing or normalization. The pearlite structure is also the coarser and the larger is the pearlite grain.
As is known, a coarse grain structure of steel (ferrite-pearlite, martensite, etc.) is characterized by lower mechanical properties. For this reason a fine-grain structure of steel is desirable in practice.
Grain size refinement
It is possible to refine a coarse-grained structure and this is widely used in the heat treatment of steel. The grain refinement, which takes place on heating steels above the Ac3 temperature, is related to a transition to the austenite state through nucleation of numerous centres of the austenite phase. Development of these centres leads to formation of a relatively fine grained structure. Above Ac3 temperature, the cross sectional size of the grain is 10 mm -30 mm. Initially the grain size is independent of the grain of the starting structure. It can be very fine irrespective of whether the starting structure of the steel is fine or coarse. A fine grain structure of the restored austenite provides a fine grain structure of cooled steel irrespective of the structural components (pearlite, bainite, or martensite) which are formed. This is due to the fact that all the transformation products nucleate within each separate grain of austenite.
Excess phases (ferrite in hypo-eutectoid steel and Fe3C in hyper-eutectoid steel) precipitate at boundaries of small austenite grains, and the pearlite transformation is accompanied by the appearance of smaller pearlite colonies. Fine austenite grains determine the formation of fine-needle martensite. This underlies the grain refinement effect which is associated with heating above Ac3 temperature. Heating the steel above Ac3 temperature during full annealing, normalization, or quenching is followed by recrystallization. With an initially coarse grain structure, recrystallization results in refinement of grains at a heating temperature corresponding to Ac3 temperature.
If the heating temperature is much higher than Ac3 temperature, then the grain is enlarged again, and the expected correction of the structure during the gamma to alpha transformation does not take place. Refinement of crystallites is especially pronounced when transformation to the austenite state starts in many centres inside the initial structure. The formed centres are to have a random orientation, which is not connected with the orientation of the alpha phase in the initial structure. Normally such centres are sufficiently large in number so that the grain size does not exceed 15 mm to 30 mm. During pearlite precipitation of austenite, breaking of an austenite grain into pearlite colonies, each of which can be considered an independent grain, also represents refinement of steel.
Strengthening mechanism in steel
There are four strengthening mechanisms in steel namely (i) solid solution strengthening, (ii) grain size refinement, (iii) dispersion strengthening, and (iv) work hardening.
Solid solution strengthening is a phenomenon which occurs when the number of impurity atoms in the lattice of the basic element is so small that they are incapable of forming both stable and metastable precipitation phases under any heat treatment conditions. However the impurity atoms favour improvement of the mechanical properties. The presence of impurity atoms in the matrix lattice leads to distortion of the lattice because of the difference in size between the atomic radii of the impurity and the basic component. This in turn leads to the appearance of elastic deformation fields, which retard movement of dislocations in slip planes under the action of applied stresses. In addition, the impurity atoms can obstruct movement of dislocations by forming impurity atmospheres around them. Both of the above factors play a leading role in solid solution strengthening.
Carbon which is statistically uniformly distributed in the lattice of the alpha iron has an influence on the structure and properties of alpha iron. Solubility of C in alpha iron is much lower than in the gamma iron. It forms interstitial solid solutions with both types of irons. However, whereas the gamma iron lattice has sufficiently large pores for implantation of C atoms, the cubic lattice of the alpha iron suffers. Upon introduction of C atoms, a tetragonal distortion takes place which is similar to the one of the martensite lattice except that in the former case the distortion is much smaller. In addition, inserting of C atoms causes the entire lattice of the alpha iron to somewhat expand. Hence, C affects the properties of the alpha phase. Actually, there is a dependence of the YS on the C concentration in the solid alpha solution. The influence which C exerts on plastic deformation resistance of the alpha phase is due to its strong interaction with dislocations as well as pinning of the dislocations and elastic deformations arising as a result of the tetragonal distortion of the alpha phase lattice after insertion of C atoms.
The presence of C in lattices of different structural components formed during thermal treatment of steel also leads to changes in their mechanical properties. As an example, the location of inserted C atoms primarily in one of the sub-lattices of interstitial sites during the martensite formation brings about additional tetragonal distortions of the martensite crystal lattice. This enhances plastic deformation resistance owing to the interaction between the stress fields around C atoms and those at dislocations. The influence of C dissolved in the alpha phase on the mechanical properties of steel is also witnessed in the case of the ferrite – pearlite transformation. The dissolution of part of the C in the alpha phase suggests that the solid solution strengthening of the phase is one of the factors providing the high strength properties of intermediate transformation products.
Grain size refinement of steel has a strengthening effect on steel. Impact strength is especially sensitive to the austenite grain size, and it decreases with grain enlargement. A decrease in the dimensions of pearlite colonies inside the initial austenite grain also favours a rise in impact strength.
Although the grain size has a considerable effect on impact strength, its influence is small if any on the individual mechanical properties such as hardness, fracture stress, YS, and specific elongation. Only the actual grain size affects steel properties, the inherited size has no effect. However, the technological process of heat treatment is determined by the inherited grain.
In the steels, precipitation of supersaturated solid solutions formed during quenching is followed by precipitation of disperse particles enriched in atoms of the alloying components. The strength (hardness) of the steels increases with the precipitation of these particles. The increment in the value of these characteristics increases as the dispersion and volume fraction of the particles increase. This phenomenon has been referred to as dispersion strengthening.
Precipitation of supersaturated solid solutions takes place during the heating (aging) of quenched steels. The strengthening is due to an increase in resistance to the movement of dislocations in a crystal when obstacles (barriers) of any type are formed. In aging steels, dislocations meet regions which retard their movement. The character of interaction between moving dislocations and precipitates of the second phase can be different depending on the phase morphology and structure. The total effect of aging on the strength properties of steels is determined by (i) the strength of the precipitates formed, (ii) the volume fraction of precipitates, (iii) the degree of precipitate dispersion, (iv) morphology, structure, and type of binding with the matrix, and (v) temperature.
When a solid solution of C in alpha Fe is cooled below A1 temperature, C precipitates as Fe3C with lowering of the C solubility and a decrease in temperature. This process takes place under sufficiently slow cooling, which is accompanied by diffusion processes, leading to the formation of cementite. In the case of abrupt cooling (water quenching) C has no time to precipitate. A super-saturated alpha solid solution appears. During subsequent storage at room temperature (natural aging) C tends to precipitate from the solid solution. Carbon enriched regions appear primarily in defective sections of the matrix. Precipitation of C from a supersaturated solid solution during natural aging results in an improvement of its strength properties and hardness. However, plastic properties such as reduction in area, specific elongation, and impact strength are deteriorated and the phenomenon of dispersion strengthening is seen.
As the heating temperature is increased (artificial aging), dispersion strengthening accelerates. This is due to the intensification of diffusion processes with an increase in temperature. The total process of C precipitation from the super-saturated solid solution in alpha Fe comprises several successive processes. Mechanical properties and hardness are not sensitive to structural changes which take place during the aging of the steels. Sharp changes in properties indicate alterations in the structural state of the steel.
A maximum change in mechanical properties during precipitation is achieved only if excess crystals in a highly disperse state precipitate. Subsequent coagulation of the crystals leads to degradation of the properties.
The influence of different solubilities of C in alpha Fe on the properties of the steel (dispersion strengthening) during low temperature aging is prominent in low C steels. In steels containing C higher than 0.4 %, the above effects are not noticed due to the influence of Fe3C particles formed during the pearlite transformation. Besides, nucleation of the precipitating phase can be inhibited owing to migration of C to the Fe3C-ferrite interfaces. As a result, the amount of C concentration at lattice defects decreases.
Cold plastic deformation greatly accelerates precipitation of a supersaturated solid solution. This is due to an increase in the density of dislocations, which are preferable sites of heterogeneous nucleation of precipitates as well as to an increase in the concentration of vacancies, which facilitates the diffusion of C to clusters. Mechanical properties change during aging after cold working in the same way as after quenching, that is, the YS, the fracture stress, and hardness are altered. With an increase in aging time, specific elongation and reduction in area decrease and the tendency to brittle fracture is enhanced. The rate of change is higher than in quenched steel. Also, the nature of the changes is different. Whereas in the case of aging after quenching, hardness reaches a maximum and then drops, after cold working hardness does not decrease with the aging time. As the aging temperature is raised, the maximum hardness of quenched steel lowers, while after cold working hardness is independent of the aging temperature. This is explained by the fact that a considerable amount of C is concentrated near dislocations. Few, if any, clusters nucleate in the matrix homogeneously. Consequently, clusters cannot grow at the expense of other clusters, i.e., they cannot coagulate.
An important method used to strengthen steels is deformation strengthening. Strengthening achieved with crystal deformation can be judged from the shape of stress-strain curves. The actual shape of these curves largely depends on the crystal lattice type of the metal, its purity, and thermal treatment.
In the case of cubic lattice steels, strengthening curves are parabolic, whereas for hexagonal lattice metals a nearly linear dependence is observed between the stress and the strain. This fact suggests that plastic deformation strengthening is determined mainly by the interaction of dislocations and is associated with the structural changes which retard the movement of dislocations. Metals with a hexagonal lattice are less prone to deformation strengthening than cubic lattice steels because the hexagonal lattice has fewer easy slip systems. In cubic lattice steels, the slip proceeds in several intersecting planes and directions.
There are three stages during the work hardening. The first stage is due to the easy slip. It depends on the orientation of the crystal relative to external forces and on the presence of impurities. This stage is characterized by a linear dependence of strain stresses on the strain at a small work hardening rate. Dislocations usually slip in primary systems.
In the second stage the work hardening rate is much higher than the first stage. Dislocations move in intersecting slip planes and, on colliding, form additional obstacles to their movement. This state is most extensive in the stress-strain curve. The ratio between the work hardening rate and the shear modulus (or any other elastic constant) is almost independent of the applied stress and temperature. It depends little on the crystal orientation and presence of impurities.
In the third stage changes are possible in the distribution of dislocations. They can either get around obstacles which retard their movement at the second stage or interact with dislocations. As a result, the work hardening rate is lower compared to which is observed during the second stage. At this stage, a partial relaxation of stresses can occur owing to the appearance of the secondary slip system. The reduction of distortion can have the result that deformation continues in the primary system, which gets rid of a certain number of dislocations passing to the system. A characteristic feature of deformation in the third stage is the development of a cross-slip representing the main mechanism by which dislocations bypass the obstacles formed in the second stage.
Heat treatment processes for steels
There are three basic processes for the heat treatment of steels. These are (i) annealing, (ii) quenching, and (iii) tempering.
Annealing
Annealing process of steels has different methods namely (i) diffusion annealing, (ii) softening, (iii) phase recrystallization annealing or full annealing (normalization, high temperature or coarse grain annealing, and pearlitization), and (iv) stress relief annealing and recrystallization annealing.
The objective of diffusion annealing is to eliminate, as far as possible, in-homogeneities in the chemical composition, in particular liquation in-homogeneities, which occur during crystallization of steels. This annealing is usually carried out in the range of the gamma solid solution at a temperature of 1100 deg C to 1300 deg C. Diffusion annealing can be used primarily to smoothen out a difference in the content of alloying elements, the difference being due to the inter-crystal liquation. This shows up as smearing of dendrites with an increase in temperature and heating time. Differences in micro-hardness are removed simultaneously. The overall hardness of the steel decreases since liquation regions possessing high hardness is removed. Some average hardness is attained. The success of diffusion annealing largely depends on the steel purity and liquation. This type of annealing is generally used to improve properties of medium purity steels.
Softening is used to produce the structure of globular pearlite. This structure is very soft and readily lends itself to deformation during drawing and cold rolling etc. Steels with a low C content become too soft after this annealing treatment. The globular pearlite structure is favourable in steels with a C concentration of more than 0.5 %. Another goal of softening is to produce a uniform fine structure with finely dispersed C after quenching. The simplest method of softening consists in holding for many hours at a temperature slightly above Ac1 temperature. In this case, martensite which is left from the previous treatment is removed and the work hardening caused by cold working is eliminated. Cooling after softening can be done in air starting from 600 deg C. Refinement of the structure subjected to softening is achieved only above the point A1 temperature.
Phase recrystallization annealing consists of a twofold gamma to alpha transformation, which takes place during this annealing. It leads to the appearance of a fine grained uniform structure differing completely from the initial structure. Refinement of the grain during normalization results in the disappearance of the Widmanstätten and coarse grained cast structures, which have poor mechanical properties. Inhomogeneity of the structure in the work hardened state is removed. The closer the annealing temperature is to Ac3 temperature and the shorter the holding time at this temperature, the finer is the grain. Refinement of the grain structure is also facilitated if the heating rate to the annealing temperature and the cooling rate from this temperature are increased.
In the case of normalization, cooling is done in air. Here it is important to allow for different rates of cooling along the cross section of large sized products. The arising thermal stresses are removed by stress relief annealing or high temperature tempering. To obtain a fine grained structure, rapid cooling is done only over the transformation temperature interval. The normalization heating temperature is not to be much higher than the transformation point, or else the grain may be too coarse (overheating). An excessively long holding time also have the same result. The optimal heating temperature is determined by the C content.
Stress relief annealing and recrystallization annealing removes macroscopic stresses which are present in cold worked steels due to the dislocation pile ups and crystal lattice distortions. Normally these stresses are very high. Changes in properties which occur during the cold working can be rectified during subsequent heating. The greater is the degree of cold working, the lower is the heating temperature. Depending on the temperature and time of annealing, various structural changes take place in a cold worked material. The changes are divided into recovery and recrystallization processes.
Recovery is a totality of any spontaneous process of variation in the density and distribution of defects before the onset of recrystallization. If recovery proceeds without the formation and migration of sub-grain boundaries inside the recrystallized grains, it is called restoring. If sub-grain boundaries are formed and migrate inside the crystallites, recovery is referred to as polygonization.
Restoring does not include an incubation period. Properties start changing right at the beginning of annealing. Restoring is accompanied by a redistribution of point defects whose concentration decreases subsequently from excess concentration to the equilibrium concentration. Simultaneously, dislocations are redistributed and unlike-sign dislocations are annihilated.
The structure of steel starts changing drastically from a certain annealing temperature. New rather equilibrium grains are seen along with extended cold worked grains. They differ from the grains of the deformed matrix by having a more perfect internal structure. As distinct from the polygonized structure, recrystallized grains are separated from the matrix with large angle boundaries.
The formation and growth of grains with a more perfect structure which are surrounded by large angle boundaries at the expense of initially cold worked grains of the same phase is called primary recrystallization. Recrystallization begins with an incubation period. The recrystallization rate increases initially from zero to a maximum and then decreases due to an ever rising number of new grains in contact with one another.
Inclusions of insoluble impurities (carbides, nitrides) lower the tendency to growth of recrystallized grains. This is especially important in the case of ferritic steels, which are prone to grain growth. Another phase can precipitate during recrystallization in alloy steels which are subjected to a strong cold working.
Sometimes the intensive growth of individual crystals can be seen after a strong deformation and long holding (for several days) at temperatures close to the melting point. This phenomenon is called secondary or collective recrystallization.
Quenching
Quenching is the strengthening treatment. It consists of cooling from the temperature range of the solid solution at such a rate that transformation in the primary and bainite ranges are suppressed and martensite is formed. In this state, steel has the property of the highest hardness. There is a distinction between (i) normal quenching, which is used mainly for treatment of medium C and high C steels, and (ii) quenching after a thermo-chemical treatment (carburization, high temperature cyaniding etc.), which is used for low C steels.
In case of normal quenching for providing a required cooling rate during quenching, different cooling media and methods are used. Water, oil, or air can serve as the cooling medium. Many alloy steels, which have a high stability of austenite, are subjected to step quenching. With this method of quenching, the temperature drop is less than in the case of direct cooling to room temperature and consequently quenching stresses are less.
Some quantity of austenite is retained during quenching even in steels with a relatively small C content. For this reason it is impossible to impart the maximum hardness to a product. Since austenite is stable at room temperature and passes to martensite at lower temperatures, steels are being given a subzero treatment. Under this treatment quenching is continued and steels with a high content of retained austenite are immersed in liquid nitrogen (N2) or quenching mixtures whose temperature is below 0 deg C.
For surface quenching (if it is necessary to harden only the surface layer to a preset depth), special quenching heating schedules are used. The surface of the steel is fully heated, while the core is cold and remains unquenched on subsequent fast cooling. The selection of steel for surface quenching is governed by the sensitivity of the steel to quick heating and cooling. For this reason the C concentration is limited to 0.7 % to prevent cracking of the steel.
Among the quenching defects, the main defects are excessive holding and overheating. They show up as enlargement of martensite needles and coarse grain fracture. This leads to a high brittleness of quenched steel and the formation of cracks. Cracks are frequently formed at the boundaries of initial austenite grains. A low quenching temperature or too short a holding time at the given temperature causes incomplete quenching. In this case, the quenched steel is insufficiently hard.
Carburization is the thermo-chemical treatment which is associated with surface saturation of steel with C and N2. These elements quickly dissolve in Fe by the interstitial method and are capable of rapid diffusion to a considerable depth. Low C steels are subject to carburization. Carburization is usually carried out at 900 deg C to 950 deg C. Gas carburization is used mostly, under which steel is heated in the atmosphere generated from a gas which contains predominantly methane (CH4) or from liquid hydrocarbons (kerosene and gasoline etc.). Carburization is aimed at enrichment of the surface layer with carbon. The required strengthening of the surface layer is achieved by quenching, which is done after the carburization. The specific volume of the quenched carburized layer is higher than the specific volume of the core, and hence considerable compression stresses arise in the layer. This improves the fatigue strength of the steels.
Cyaniding consists of the saturation of the surface of steels with C and N2 in a cyanide-containing salt bath. The C-N2 ratio in the diffusion layer is controlled by changing the medium’s composition and the processing temperature. Advantages of cyaniding over carburization consist in a shorter processing time and improvement in the wear and corrosion resistance (owing to the presence of N2 in the surface layer).
Tempering
The main purpose of tempering is to provide a disperse structure at a preset degree of cooling. In the case of low C steels, quenching serves as tempering even if the steel is not subjected to high temperature tempering it has a high viscosity and a relatively high strength.
When some of the steels are quenched in oil, a structure is formed even during transformation in the bainite range which is more disperse than the one formed after cooling in air. But the most disperse distribution of carbides and the most favorable properties are obtained after martensite tempering. The structure dispersion has the highest effect on the YS. An improvement of the fracture stress and YS and an increase in the fracture stress -YS ratio can be taken as a measure of the tempering efficiency. The tempering efficiency depends on the cross-sectional area and on the content of C and alloying elements in the steels.
Although to achieve a thorough quenching the critical quenching rate has to be exceeded over the entire cross section, full tempering does not require this procedure. As an example, in quenched steel which has martensite in the surface zone and pearlite in the core, the hardness of the core can sometimes be higher than that of the surface zone after tempering. This is particularly the case during a short tempering when precipitation of carbides from martensite proceeds faster than the coagulation of pearlite plates.
Tempering of hypo-eutectoid steels which do not contain free ferrite gives a uniform improved structure. In the presence of ferrite precipitates, the fracture stress-YS ratio decreases and the impact strength is lesser than in the surface zone. Hence, in selecting the content of C and alloying elements and particular conditions of austenitization and cooling, the size of the steel product to be tempered is required to be considered. For tempering to give adequate properties, it is often enough to suppress the formation of ferrite during continuous cooling. Only when a very high fracture stress is required an abrupt cooling is used for tempering. In this case, susceptibility to full tempering can be improved by raising the quenching temperature and thus enlarging the austenitic grain size.
製造プロセス