


電気アーク炉におけるスラグの発泡
電気アーク炉でのスラグの発泡
優れた発泡スラグはプロセスにかなりの効率と他の利点をもたらすため、スラグの発泡は現代の電気アーク炉(EAF)にとって重要かつ重要な慣行になっています。スラグ発泡の品質は、液体浴からの熱がEAF壁を通して失われないことを保証するため、EAF製鋼プロセスの重要な要素です。スラグフォームは、形成される大きな表面積と、溶融物が大気に直接接触しないように保護されるという点で、EAF製鋼プロセスに有益です。
スラグ発泡は、有用であると同時に経済的でもある技術です。これは、エネルギーを節約できるだけでなく、(i)アークからの熱がスラグによって捕捉されるため、エネルギー効率が向上する、(ii)保護など、いくつかの利点があるため、広く使用されている手法です。放射線による水パネルと屋根の影響、(iii)振動と騒音公害の減少、(iv)風呂による窒素の取り込みの減少。
泡沫状のスラグの形成は3つのステップに分けることができます。これらは、(i)溶鋼相への酸素注入であるステップ1、(ii)スラグへの炭素注入であるステップ2、および(iii)スラグへの酸素注入であるステップ3です。最初に、酸素が溶融金属に注入されます(ステップ1)。この酸素は、既存の炭素と反応してCO(一酸化炭素)の泡を形成します。酸素はまた、浴中に存在する鉄と反応します。鉄が酸化鉄の形で失われると、炭素がスラグに注入され(ステップ2)、酸化鉄還元反応が実行されます。このステップでCOガスが発生し、鉄が浴に戻り、炉の性能が向上します。ステップ3では、酸素がスラグに注入され、スラグに存在する炭素が酸化されます。このステップでは、炭素と酸素を同時に注入することもできるため、COの生成と発泡が向上します。
通常、フォームの下にはスラグの密な層があります。ただし、泡を生成するために存在するすべてのスラグが必要であり、緻密な層が存在しない可能性があります。このような場合、存在するスラグの量は、スラグとガスが形成できるすべての泡を生成するには不十分です。
スラグ発泡プロセスは、エネルギーと耐火物の消費量をそれぞれ3%から10%と25%から63%節約できることも報告されています。発泡には基本的に2つの要件があります。すなわち、(i)小さな気泡を生成する反応またはプロセス、および(ii)気泡を安定した泡として維持するための適切なスラグ特性です。通常、化学反応から生じるガスはスラグを小さな泡で発泡させる傾向がありますが、気相(酸素、アルゴンなど)を注入すると、泡が大きくなり、泡の安定性が低下します。
いくつかの理由から、EAFプロセスに使用されるスラグの特定の発泡性が望まれます。プロセス中、発泡スラグはグラファイト電極を摩耗から保護し、アークを覆います。これにより、電極と溶融金属間の熱伝達が増加するため、炉内の生産性が向上します。また、スラグが光線を分離するため、放射損失が減少します。これにより、耐火物が摩耗から保護され、メンテナンス作業のダウンタイムが短縮されます。発泡スラグはアークの安定化にも貢献し、より高い効率を保証します。これに加えて、フォームはEAFからのノイズを低減するのに役立ち、より良い作業環境を提供します。発泡スラグのもう1つの利点は、電力と電圧の変動が少ないことです。
EAFでの良好な発泡スラグとその適切な制御の結果には、(i)スラグへの電極浸漬による高調波の減少により、同じ変圧器設定で電力が6%から9%増加する可能性があります。電極先端の周りのアークプラズマが高温であるため、電極先端がスラグの深さ300 mm〜600 mmの場合、電力は15%増加します。また、(iii)良好な発泡スラグにより、酸素燃料バーナー(使用時)がスラグ、バーナーのエネルギー効率を40%から70%に増加させます。ただし、発泡スラグを最大限に活用するには、スラグを熱の早い段階で構築し、スラグのフラッシングを制限し、最初の装入物の底に石灰またはミルスケールを配置することによって、スラグの化学的性質を厳密に制御する必要があります。バケツ。良好な発泡スラグの熱的利点は、熱伝達経路が浴にシフトし、側壁から離れることによるものです。研究によると、発泡スラグの品質の変動は、電気エネルギーの需要の+ /-0 kWh/tを説明することができます
スラグの発泡が何を意味するのかを知ることは有用です。発泡スラグの実施を成功させるためには、ガスの発生が不可欠です。ガスは主に、炭素を形成するCOガスによる酸化鉄(FeO)の還元によって生成されます。ガスは、スラグの密な層の上に泡の泡を形成させます。泡は、ビールの泡のような比較的小さな泡の泡、または水の上のシャボン玉の泡のような大きな泡である可能性があります。小さな泡は化学反応から生じ、結果として生じる泡はかなり安定しています。ただし、ガス注入により、気泡が大きくなり、泡の安定性が低下します。真の泡立ちは、液体中の気泡の単純なガスホールドアップと混同しないでください。ガスホールドアップの場合、気泡は液体全体に分布し、スラグの膨張は液体中の気泡によるものです。ガスホールドアップの場合、ガスが停止した後、膨張は急速に減衰します。真の泡はかなり安定していて、ガスの発生が止まった後も数分間安定している可能性があります。
気泡発生反応、添加炭素および金属に溶解した炭素によるスラグ中のFeOの還元。スラグ発泡プロセスでは、炭素がスラグに注入され、スラグ内の酸化鉄と反応してCOガスを生成し、これがスラグを発泡させます。反応はC(注入)+(FeO)=Fe + COによって与えられます。発泡用のCOガスは、反応C(金属中)+ 1/2 O2=COによって与えられる金属の脱炭によっても生成されます。FeOは酸素ブローの主要な酸化生成物としてその場で生成されるため、スラグの主成分です(20%以上)。スラグのコンシステンシーが泡を維持するのに適している場合、スラグに炭素を注入するだけでスラグが泡立ちます。比較的高い還元率により、FeOはフォーム内に大量のガスを発生させる可能性があります。炭素によるFeOの還元速度はかなり速いです。さらに、還元反応は熱も消費するため、スラグの粘度が局所的に上昇します。
発泡に影響を与えるプロセス変数は、スラグ組成、表面ガス速度、浴温、気泡サイズ、スラグ塩基度、スラグ密度、スラグ粘度、およびスラグ表面張力です。表面ガス速度は通常、メートル/秒(m / s)で測定され、実際のガス速度にガスの体積分率を掛けたものです。
発泡指数(FI)は、スラグ発泡の重要なパラメーターです。ガスがスラグを通過する時間と見なすことができます。これは、泡立ちの程度を示し、泡の高さと表面ガス速度の比率です。したがって、FIの単位は時間であり、通常は秒単位です。したがって、FIは、プロセスガスがフォームを垂直に通過するのにかかる時間の尺度として解釈できます。 FIは、粘度などのスラグ特性に関連しています。粘度が高いほど、FIは高くなります。明らかな結果は、粘度が高くなると自動的に泡の高さが高くなることです。
バブルサイズが大きくなると、FIは減少します。一般に、上記の最初の反応によって小さな気泡が形成され、比較的安定した泡が生じることが見られます。 EAF製鋼では、プロセスの終わりに向かって、泡の安定性が低下し、泡の高さが減少することがわかっています。これは、最初にFeO含有量が増加すると、最初の反応とCO生成の速度が増加し、したがって発泡が増加するために発生します。しかし、FeO含有量が増加すると、スラグの粘度が低下し、密度が増加して、泡の泡がより急速に排出され、減少し、泡が崩壊します。したがって、臨界FeO含有量があり、それを下回ると発泡がFeO含有量とともに増加し、それを超えると発泡体の安定性が低下します。これは、他の条件にもよりますが、約20%から40%のFeOで発生します。
導入時のスラグ発泡は、キャリアガスとして空気を使用する適切な注入装置を使用して、電極(-200メッシュサイズの80%)から作られたグラファイト粉末を金属-スラグ界面に注入することによって支援されました。以前の計算と試行錯誤の手順により、25 kg/minに等しいグラファイトの質量流量が安定した泡を生成するのに十分であることがわかりました。これよりも高い値は、熱の開始時に、作業床での操作に影響を与える重いスラグの傾斜を促進し、不安定な電気アークを発生させて、高電圧および低電流の長いアークでの操作を妨げます。
EAF製鋼プロセスでは、発泡スラグの実施と併せてロングアーク操作が行われます。炭素注入によってスラグを発泡させることにより、スラグ層の高さを、アークを完全に覆うまで上げることができ、アーク放射とフレアを遮断し、熱を浴に伝達し、側壁への熱負荷を減らします。ただし、良好な発泡スラグを維持できない場合は、炉構造への損傷のリスクを回避するために、二次電圧を下げてアーク長を下げることが望ましいです。
スラグの発泡現象は、スラグ内での反応により、スラグの特性とガス発生速度に依存します。したがって、スラグ中の泡を得るためには、ガス流が必要です。ガスフローは、炭素(C)とガス状酸素(O2)がそれぞれスラグと金属浴に追加されたときに生成されます。安定した動作を維持するには、発泡高さの制御が必要です。
スラグの物理的特性(組成と温度の影響を受けます)に応じて、発泡はさまざまな程度で起こります。 EAF製鋼では、炭素(コークスまたは石炭の形で)がスラグ層に追加されるのが非常に一般的です。炭素の消費はBoudouard反応によって行われるため、反応が定常状態に達すると、COの生成速度はEAFスラグへの炭素の添加速度に比例します。
スラグの発泡は、炉へのガスの流れによって大きく影響されますが、スラグの特性によっても影響を受けます。スラグの特性は、粘度、密度、および表面張力によって制御されます。これらの物理的特性は、システムの温度とスラグの組成に依存します。
EAFプロセスの場合、スラグの組成は、使用する鋼種と精製方法によって異なります。スラグの組成を選択するときは、いくつかのことを考慮する必要があります。スラグはさまざまな酸化物で構成されており、(i)塩基性酸化物(CaO、MgO、FeOなど)、酸性酸化物(SiO2など)、両性酸化物(Al2O3など)の3つのカテゴリに分類できます。基本的なスラグの場合、FeOの含有量は一般的に15%から25%の範囲の最適レベルであると考えられています。スラグに泡を作るためには、気泡の上昇を妨げるのに十分な粘度が必要です。適切な粘度を得るためには、スラグの適切な塩基性を持たせることが重要です。塩基性度は、一般に、スラグ中の塩基性成分と酸成分の比率と呼ばれます。塩基性成分は溶融物にO2イオンを提供し、酸成分はそれらを結合します。粘度は、組成の変化によって変化する可能性があり、CaO / SiO2の比率が変化するため、スラグの塩基度が低下または上昇します。
粘度の変化は、FeOの含有量を変えることによっても達成できます。 FeOの量を増やすと、粘度が低下します。スラグの粘度を変更する別の方法は、石灰の添加などによって、スラグ中の固体粒子の量を増やすことです。スラグの粘度は塩基度の増加とともに減少することが観察されていますが、臨界値を超えて固相が沈殿すると、再び増加します。したがって、固体粒子の存在は、見かけの粘度の増加に寄与する。固体粒子は、気泡の核形成サイトとしても機能します。ただし、固体粒子の量が多すぎると、気泡がスラグを通って上昇するのを防ぎます。
液体のシステムでは、表面張力または界面張力の勾配が運動を誘発する可能性があります。これはマランゴニ効果と呼ばれます。スラグと液体金属の間の界面では、一般に、界面張力に大きな勾配があります。 FeOの濃度は、COを形成する反応が発生するスラグと金属の界面で、残りのスラグよりも低いと考えられます。これにより気泡が形成されます。これは、FeOの含有量が少ないと表面張力が低くなり、マランゴニ効果が発生するためです。したがって、表面張力が低い場合、スラグに気泡が形成されるときに発生する新しい表面を作成する機能が容易になります。
表面張力は、泡の安定性を参照して、泡の劣化にも影響を与えます。さまざまな研究により、界面活性成分を添加することで安定性を改善できることが示されています。製鋼プロセスでは、界面活性成分の存在が発泡を促進することも観察されています。ただし、界面活性剤がなくても、界面からのCO気泡の除去に役立つマランゴニ流を生成できます。スラグの密度は泡の高さに影響します。密度が低いということは、支持する重量が少ないことを意味します。これにより、密度の高いスラグと比較して、フォームの高さが高くなります。荷重に耐えるためには、表面に弾性特性が必要です。これは、表面張力を変化させる表面活性元素を追加することで実現できます。
製鋼作業における発泡スラグは、還元反応によるCO気泡の生成に起因します。(i)CO2 + C(s)=2CO(Boudouard反応)、(ii)CO + Fe2O3 =CO2 + 2FeO、(iii)CO + FeO =CO2 + Fe、および(iv)C(s)+ FeO =CO+Fe。 Boudouard反応と固体炭素によるFeOの還元は非常に吸熱反応ですが、COによるFe2O3の還元はエネルギー中性であり、COによるFeOの還元はわずかに発熱します。酸化鉄は、ガス状酸素ではなく、炭素の燃焼に必要な酸素成分の供給源であるため、スラグの発泡には鋼浴の酸化が必要であることに注意することが重要です。
スラグ発泡の推進力は、EAFでの溶融精製プロセス中にCO生成によって提供される空気圧エネルギーです。スラグ発泡プロセスでは、炭素がスラグに注入され、スラグ内の酸化鉄(FeO)と反応して一酸化炭素(CO)を生成し、スラグを発泡させます。反応はC(注入)+(FeO)=Fe + COによって与えられます。発泡用のCOは、反応C(金属中)+ 1/2 O2=COによって与えられる金属の脱炭によっても生成されます。これらの反応が原因です。 CO形成のため。 2番目の反応は、浴中のガス状酸素と炭素の間の直接反応を表しますが、最初の反応は、スラグ中の炭素による直接酸化鉄還元反応です。これらの反応はすべてCO形成剤であり、金属スラグ、炭素、気相間の物質移動に攪拌エネルギーを与え、スラグの発泡に必要な条件と見なすことができます。一部の反応は、(i)CO + Fe2O3 =CO2 + 2FeO、(ii)CO + FeO =CO2 + FeなどのCOの消費者であり、Boudouard反応CO2 + C(s)=2COによって制御できます。
これらの反応の場所は、(i)スラグ-金属界面、(ii)ガス-金属界面、(iii)炭素スラグ界面、および(iv)スラグ-ガスおよび炭素-ガス界面に位置することができます。 。図1にEAFにおけるスラグ発泡の化学反応の概略図を示します。この図は、EAFでの鋼の溶解-精製プロセス中に炭素を注入する際の反応サイトを示しています。図から、CO形成は、炭素質材料のサイズ、タイプ、質量流量、キャリアガスの流量、浴中の炭素含有量、スラグ化学、およびスラグ金属からなるいくつかのプロセス変数の非常に複雑な関数であることがわかります。界面領域など
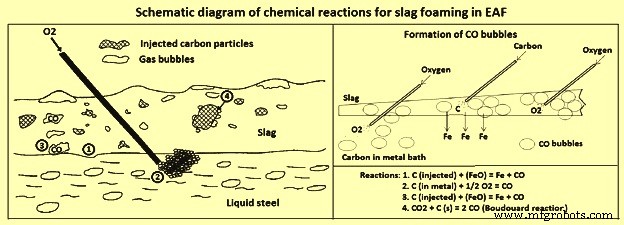
図1EAFでのスラグ発泡の化学反応の概略図
一方、スラグの発泡には別の条件を満たす必要があります。この条件は、精製温度での製鋼スラグの輸送特性(泡の安定性に影響を与える)に直接関係しています。スラグのFIがこれらの特性を決定します。 FIは時間単位、つまり秒単位で測定され、スラグの化学的性質の関数です。スラグのFIの安定性曲線を図2に示します。曲線からの推測を以下に示します。
- 酸スラグは、均質発泡と呼ぶことができる最高の発泡指数形成能力を備えています。
- 酸化鉄の含有量が少ない(10%未満)スラグは、高度に酸化されたスラグ(任意の塩基度で40%以上のFeO)よりも安定した泡を形成するため、非発泡スラグと呼ぶことができます。
- 低鉄酸化物含有量では、スラグの塩基度が発泡安定性に強く影響します。より高い塩基度では、与えられた酸化鉄含有量の下で、FIは減少します。酸化鉄含有量が高い場合、スラグの塩基度は何の役割も果たしません。
- 中間の酸化鉄含有量と石灰飽和ゾーンの近くの高塩基度のスラグも中間のFIを持ち、石灰溶液の固体粒子の存在は泡の形成を安定させるのに役立ちます。このため、このゾーンは不均一発泡と呼ぶことができます。
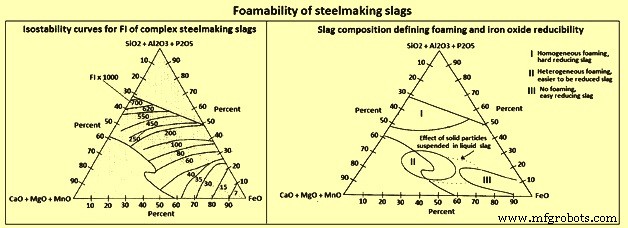
図2製鋼スラグの発泡性
図2は、スラグの組成と発泡も示しています。液体スラグに懸濁している固体粒子は、その粘度に影響を与えます。液体スラグ中の固体粒子の体積分率がわずか20%の場合、スラグの粘度が2倍に増加し、示されているように、不均一発泡のゾーンを大幅に拡大して、非発泡ゾーンを部分的に包含することが通常見られます。図2の点線で。
炭素注入中のスラグの発泡をより完全に把握するために、複雑なスラグの酸化鉄活性がいくつかの研究の対象となっています。これらの研究は次のことを示しています。
- 酸化鉄活性が低い(10%未満)均質な発泡ゾーンは、酸化鉄活性が低いだけでなく、主にスラグ中のシリカの表面活性の性質により、炭素による鉄の還元に対して強い耐性を示します。このゾーンでの鉄の還元は、物質移動と化学反応メカニズムによって混合制御されます。
- 酸化鉄の活性は十分に高いため、高度に酸化されたスラグは炭素によって容易に還元されますが、安定した泡を形成しません。
- 製鋼スラグの通常の組成は、中間的な挙動を観察します。ただし、最終的なスラグは非常に酸化される傾向があります。
発泡スラグを維持するために重要なのは、その状態を監視することです。スラグ発泡が最初に導入されたとき、それは手動で監視され、炉のオペレーターは彼らの経験と相まって、スラグが正しいかどうか、そしてそれを修正するために必要な手順を判断するために目と耳を使用しました。 1980年代半ばから、スラグ発泡の電子監視とコンピューター制御が導入され、アーク歪み、アークノイズ、発光など、いくつかの可能な信号が研究されました。現在、アーク歪みは、泡の状態を監視するためのAC炉操作で最も広く利用されている信号であるように見えます。これは、必要なセンサーとプログラムが高度な電極レギュレーターと統合されていることが多いためです。多くのEAFは、アークによって電力供給で生成された高調波を発泡スラグモニターとして利用します。これは、発泡スラグが優れていると、アークがより安定し、高調波が少なくなるためです。泡の監視方法として、EAFからの音と光の放出による監視も試みられています。
ただし、EAFでの発泡は、特に熱の精製段階で、製鋼プロセスに不可欠になっています。現在のロングアークプロセスは、電極とアークを取り巻くスクラップへのエネルギー伝達を最大化します。したがって、スクラップはアーク放射の大部分を遮断し、側壁にはほとんど通過しません。
ただし、スクラップが溶けると、すべてのアーク放射が側壁に衝突する可能性があります。露出したアークをできるだけ多く覆うことにより、発泡スラグはこのエネルギーを遮断し、壁に到達するのを防ぎ、代わりにスチールバスに渡します。スクラップが溶けて炉の側壁と屋根がアークから放射される熱に徐々にさらされ、熱の精製段階で最大の高さに達すると、発泡スラグがゆっくりと蓄積する可能性があります。注入された炭素とCOは、スラグ中の酸化鉄を金属鉄に還元するのにも役立ちます。
製造プロセス