


転炉におけるスラグの発泡
基本的な酸素炉でのスラグの泡立ち
転炉(BOF)製鋼では、超音速酸素(O2)ストリームが溶銑浴の表面に注入されます。炭素(C)、シリコン(Si)、マンガン(Mn)、リン(P)などの浴中の不純物元素は酸化され、CO(一酸化炭素)、CO2(炭素)の形で浴から除去されます。注入されたO2による、二酸化炭素)、SiO2(シリカ)、MnO(マンガン酸化物)、P2O5(五酸化リン)、および酸化鉄。 90%のCOと10%のCO2を含むガス状酸化物は、少量の酸化鉄(FeO)と石灰(CaO)の粉塵とともに、炉の上部から逃げ出します。他の液体酸化物は、追加されたフラックスで溶解し、液体スラグを形成します。これにより、浴の精製がさらに容易になります。
発泡は、気体が粘性のある液体に吹き込まれるときに一般的に発生する重要な現象です。さまざまな方法で精製プロセスを支援するため、BOF製鋼に役立ちます。それは精製反応のための増加した表面積を提供し、大気の直接接触から液体金属浴を保護します。これにより、反応の動力学、熱伝達、およびプロセスのエネルギー効率が向上します。それは、燃焼後および熱伝達のための媒体を形成します。耐火物にシールドを提供することにより、耐火物のライニングを極端な燃焼効果から保護し、耐火物のライニングの寿命を延ばします。これは、液浴から酸化されたMn、Si、Pなどの不純物の酸化物のシンクとして機能します。さらに、スラグ発泡は液浴の酸化を防ぎ、その組成の制御を可能にします。また、温浴と周囲の間の断熱材として機能し、大きなエネルギー損失を防ぎます。しかし、BOF製鋼におけるスラグの発泡は、利益を得るために限られた量に制御する必要がある現象であると考えられています。
スラグの発泡には基本的に2つの要件があります。これらは、(i)小さな気泡を生成する反応またはプロセス、および(ii)気泡を安定した泡として維持するための適切なスラグ特性です。通常、化学反応によって生じるガスはスラグを小さな泡で発泡させる傾向がありますが、O2やAr(アルゴン)などの気相を注入すると、泡が大きくなり、泡の安定性が低下します。
泡は、スラグ層にガスを閉じ込めることによって生成されるBOFでよく発生します。打撃の進行に伴い、発生するガスだけでなくスラグの量も増加し、その結果、スラグの発泡も増加します。スラグの泡立ちは、大量に形成されると不利で危険になり、転炉の口から溢れ出る可能性があります。これは、浴のスロッピングと呼ばれます。したがって、スラグの発泡は、継続的かつ効率的な生産プロセスのために適切に制御する必要があります。したがって、スラグの発泡を最小限に抑えてプロセスを最適化するには、フォームと発泡プロセスを完全に理解する必要があります。
スラグは、製鋼プロセス中に酸化反応(SiO2、MnO、P2O5、およびFeO)と溶解フラックス(石灰および焼成ドロマイト)の生成物から生成される非金属材料です。スラグには、酸化物化合物、溶解ガス、溶解した耐火物のライニング、および溶解していないフラックスの固体粒子、または沈殿した酸化物/酸化物化合物も含まれる場合があります。
スラグは密度が低いため、液体金属に浮きます。 BOF製鋼におけるスラグの主な要件は、酸化および除去された不純物の酸化物を収集するためのプールとして機能することです。さらに、このスラグプールの組成と温度は、転炉での精製反応の進行を助けます。作動中のコンバーターにスラグ層を設けることのその他の利点は、金属浴を周囲の空気から遮蔽し、コンバーターの耐火物ライニングの溶解を遅らせ、浴の温度を制御することです。
スラグの組成(通常はCaO–MgO–SiO2–FeO–Al2O3のシステム)は、その粘度、熱伝導率、密度、およびその他の特性に直接影響し、液体浴から不純物を除去するスラグの能力に影響を与えます。スラグは一般に粘度が高く密度が低いため、バルク金属浴にスラグが浮きます。その物理的特性の結果として、スラグは化学反応と注入されたO2によって生成された気泡をトラップし、スラグフォームを生成する機能を備えています。
スラグフォーム(図1)は、COガスが生成され、スラグに閉じ込められるときに生成されます。鋼の脱炭は、泡を生成するための源です。 O2ジェットがバスの表面に当たると、運動量が大きいために金属液滴が引き裂かれ、最終的に泡になり、スラグ、ガス、および金属液滴のエマルジョンが生成されます。エマルジョンでは、スラグは反応する金属液滴表面を多く持っており、反応の動力学を高めます。エマルジョンがない場合、このプロセスはかなり長くなると予想されます。エマルジョンはプロセスにとって非常に重要であり、発泡を制御下に保つために適切なスラグ組成を持ち、発泡レベルが高すぎたり低すぎたりしないことが重要です。滞留時間は、エマルジョン相でのスラグと移動する液滴の間の可能な反応時間を決定します。
ガス発生率は、泡の形成と成長に重要な役割を果たします。ガスは脱炭プロセスの生成物です。それは、(i)式[C] + 1 / 2O2(g)=CO(g)に従って、ホットスポットの金属表面で直接酸化することによって、(ii)フォーム内で、金属と反応する酸化鉄によって間接的に進行します。式[C]+(FeO)=CO(g)+ {Fe}による液滴ここで、(FeO)は、式{Fe} + 1/2 O2による純粋なO2による鉄(Fe)の酸化の生成物です。 (g)=(FeO)、および(iii)溶解したO2とCの間の反応により、式[C] + [O] =CO(g)..
(i)の反応による脱炭、および(ii)の2番目の反応によるFeの酸化は、すぐに始まり、ブロー全体にわたって継続しますが、最初のケースでは、金属表面のC含有量。 Feの酸化速度はより一定ですが、スラグの結果として生じるFeO含有量は、(ii)の最初の反応のように消費量が増加するため、最終的には減少します。ブロー期間の終わりに、溶融物のC含有量が低いために脱炭プロセスへのFeOの関与が減少するため、スラグ中のFeO含有量は再び増加し始めます。ブローの最後に、制御する脱炭反応は、(iii)の反応に従って、Cと溶存O2の間の溶融物の反応です。したがって、ブロー終了時の脱炭速度は、溶融物の下部から上部へのCの物質移動と、反対方向への溶存O2の物質移動に依存します。 BOFコンバーターでの溶融物の脱炭に関連する主な反応を図1に示します。
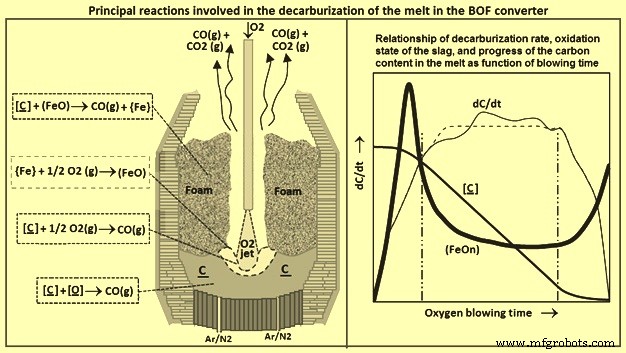
図1BOFコンバーターでの溶融物の脱炭に関連する主な反応
図1の右側に示すように、最大脱炭率、したがって最大ガス発生率は、ブローの25%から30%に達し、最初の反応と同様にフォーム内で大幅に進行します。 (ii)の下。速度は、FeOの利用可能性と、O2衝突ゾーンから放出される金属液滴の供給に応じたレベルでほぼ一定です。ブローの約80%で、溶融物中のC含有量が低いため、ガス発生率は急速に低下します。
スラグフォームは、形成される大きな表面積と、溶融物が大気と直接接触するのを防ぐという点で、製鋼プロセスに有益です。通常、スラグの物理的特性はブロー中の発泡を優先して進化し、化学反応による高いガス生成率と一致すると、スラグの発泡が制御不能になり、コンバーターをオーバーフローしてスロップ発生を引き起こす可能性があります。スロッピングは有害な発生であり、その結果には、歩留まりの低下、健康と安全のコスト、機器の損傷、環境汚染が含まれます。
BOFの発泡に影響を与えるプロセス変数は、スラグ組成、表面ガス速度、浴温、気泡サイズ、スラグ塩基度、スラグ密度、スラグ粘度、およびスラグ表面張力です。表面ガス速度は通常、メートル/秒(m / s)で測定され、実際のガス速度にガスの体積分率を掛けたものです。
スラグの組成は、その発泡に影響を与える最も重要なプロセス変数の1つであり、一般に、発泡を優先して、打撃全体で変化します。これは、密度、粘度、表面張力、塩基度などのスラグの物理化学的特性がスラグの組成によって異なるという事実によるものです。転炉製鋼で遭遇するような高い表面ガス速度(すなわち、1 m / sを超える)での発泡では、液体はガス流によって保持されます。この状況では、ボイド率(VF)は表面ガス速度に強く依存し、スラグと液体の物理的特性には弱く依存すると主張されています。さらに、このガスホールドアップの形成と存在は、ガスによって加えられる液体への重力と抗力によって支配されます。
スラグフォームは、精製反応によって注入および生成されたガスがプロセス中にスラグによってトラップされるときに形成されます。スラグフォームの場合、スラグに捕捉されるガスの量はVFまたはガス分率によって測定され、VFは一般に0.7から0.9の範囲で変化します。図2は、VFに応じて異なる泡層を持つ典型的な泡カラムを示しています。打撃中にスラグの物理的特性が変化することの複合効果は、泡の安定化に有利に働き、打撃の前半での高率の脱炭と同時に、スラグ泡の体積が急速に増加します。
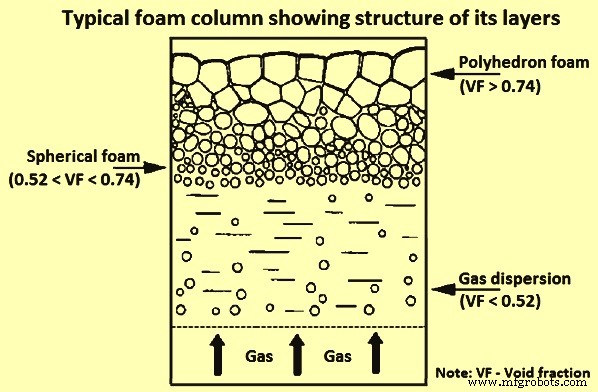
図2その層の構造を示す典型的なフォームカラム
泡立ち指数(FI)は泡立ちの程度を示し、泡の高さと表面ガス速度の比率です。したがって、FIの単位は、通常0.6秒(s)から1.3sの範囲の時間です。したがって、FIは、プロセスガスがフォームを垂直に通過するのにかかる時間の尺度として解釈できます。一定のO2供給速度では、ブローの主な脱炭期間中、ガス速度はかなり一定であると見なすことができます。つまり、発泡高さはFIに正比例します。
FIに関して非常に重要な特性は、エマルジョンの見かけの粘度です。見かけの粘度が高いほど、FIは高くなります。明らかな結果は、見かけの粘度が増加すると自動的に泡の高さが増加し、見かけの粘度が十分に高いと、泡が最終的にコンバーター上を流れ始めます。つまり、スロップが発生します。見かけの粘度に強く影響するパラメータの1つは、固体粒子の存在です。ある研究によると、固体粒子の割合がわずか10%増加すると、見かけの粘度が50%増加し、泡の高さが少なくとも同等に増加します。
発泡に対するスラグ組成の影響は、1,250℃から1,400℃の温度範囲でCaO-SiO2-FeOスラグを使用した実験的研究の主題でした。スラグはアルミナるつぼとアルゴン(Ar )スラグを発泡させるためにガスが注入された。スラグの発泡に対するさまざまなパラメータの影響について観察された結果は、水系に最初に使用されたFIを使用して表されました。 FIは、フォーム層を通過するガスの平均移動時間の意味を持ち、式FI=デルタh/デルタVg、およびVg =Qg/Aで表すことができます。ここで、デルタhはスラグの高さの変化、Vgは表面ガス速度、Qgはガス流量、Aはコンテナの断面積です。異なる組成の冶金スラグでは、FIが0.3秒から56秒の間で変化することが観察されました。上記の関係は、フォームのVFがフォームの高さに依存しない場合に有効であると見なされました。それ以来、スラグの発泡の程度は、FIを使用して頻繁に定義されています。
FIを計算する別の方法は、「泡の体積の変化率=ガスの生成または注入の速度-気泡の破裂による体積の変化の速度」として表すことができます。したがって、FIは式FI =1 / k.eの形式で表すこともできます。ここで、「k」は気泡崩壊の速度定数、「e」は平均VFです。ただし、これらのFIの定義は、ほぼ一定のガス流量と化学組成を持つ定常状態システムに対するものです。ただし、BOFスラグの泡立ちを説明するには、ガス発生の動的性質とスラグ組成を考慮した動的FIが必要であり、FI(d)=f(r).FIで表されます。ここでf (r)=(ガス発生率+スラグ量の変化率)/スラグ量の変化率。 FIはスラグの特性であり、打撃中は時間とともに変化し、最大値を通過します。
別の研究では、FIがスラグの物理的特性に関連していることが示されています。この関係は、FIがスラグの粘度の増加とともに増加し、密度とスラグの表面張力の増加とともに減少することを示しています。
スラグの発泡に対する表面ガス速度の影響
Arガスを注入して発泡体を生成したCaO-SiO2-FeOスラグの発泡に及ぼす表面ガス速度の影響を調べた。泡の高さは、表面ガス速度の増加とともに直線的に増加することが観察されています。
製錬還元プロセスでは、コンバーターは約0.3 m/sから3.0m/sの表面ガス速度で動作します。低い表面ガス速度で観察された泡は、高いガス速度で観察された泡とは異なります。高い表面ガス速度(すなわち、1 m / sより高い)の泡は膨張したスラグであり、乱流および撹拌法で液体の全体積が均一に膨張します。この膨張したスラグの混合高さとVFは、表面ガス速度の増加とともに増加し、ガスの流れが停止するとすぐに崩壊します。一方、低表面ガス速度(0.01m/sから0.1m/s)で生成される泡は石鹸泡のようであり、この泡はガスの流れが止まると徐々に崩壊します。これらの観察結果は、スラグの粘度を変化させる未溶解の酸化物がない場合に、製錬還元プロセスに典型的なより高い表面ガス速度に対して有効であることがわかります。
一方、ある研究では、BOF製鋼で遭遇するようなより高い表面ガス速度(すなわち、1 m / sより高い)での発泡では、液体がガス流によって保持されることが示唆されました。この状況では、VFは表面ガス速度に強く依存し、スラグと液体の物理的特性には弱く依存すると主張されています。さらに、このガスホールドアップの形成と存在は、ガスによって加えられる液体への重力と抗力によって支配されます。
スラグの発泡に対するスラグ組成の影響
スラグの組成は、その発泡に影響を与える最も重要な要因の1つであり、一般に、発泡に有利なように、打撃全体で変化します。これは、密度、粘度、表面張力、塩基度などのスラグの物理化学的特性がスラグの組成によって異なるという事実によるものです。
ある研究では、P2O5を追加するとFIがわずかに減少し、Sを追加するとFIがわずかに減少することがわかりました。 FIは、CaF2(フッ化カルシウム)を添加すると大幅に減少しますが、MgOを添加すると著しく増加します。これらの観察は、1,400℃でのCaO-SiO2-FeOスラグの研究で行われ、Arガス注入によって泡が生成されました。この研究では、粒子濃度の増加に伴ってFIが増加することも観察されています。
CaO-SiO2-FeO-MgOスラグのFIに対するFeOとMgOの添加の影響は、もう1つの研究の主題となっています。 FIは、スラグ中のFeO質量の約20%までFeO含有量が増加するにつれて減少し、その後、スラグ中の約32%FeOの質量濃度まで一定に保たれることが観察された。 MgO(酸化マグネシウム)の添加も、35%CaO-35%SiO2-30%FeOスラグを添加して発泡指数を下げることにより、FeOと同様の傾向を示しています。
スラグの組成によるFIの進展を分析する場合、FIに対するMnOとP2O5の添加の影響も考慮する価値があります。 CaO-SiO2-30FeO-MgO飽和スラグへのMnOとP2O5の添加の影響は、それぞれ1つの研究の対象となっています。 FIは、スラグ中のMnOの増加に伴ってわずかに減少しますが、P2O5を3%まで添加すると増加し、さらにP2O5を添加すると減少することが観察されています。
スラグの発泡に対する温度の影響
スラグの温度を上げると、1,400℃から1,550℃の温度範囲で実施された研究中に、35%CaO-35%SiO2-30%FeO-10%MgOスラグの発泡指数が低下することが観察されています。この観察表面張力の正の温度係数と粘度の負の温度係数に起因する可能性があります。スラグの発泡に対する表面張力および粘度の影響は、表面張力の増加が泡を不安定にし、粘度の増加が泡を安定させるようなものである。したがって、上記の2つの特性の複合効果により、温度の上昇に伴ってFIが低下します。
スラグの発泡に対する気泡サイズの影響
一般的な観察では、スラグの発泡は気泡のサイズに反比例します。言い換えれば、大きな泡からなる泡は、小さな泡からなる泡に比べて早く崩壊します。この観察結果は、マルチオリフィスノズルからバス製錬型スラグにArガスを注入する研究で検討されています。界面反応から発生する気泡による同じスラグの発泡が研究されてきた。シングルオリフィスノズルから生成される気泡の平均気泡直径は13.5mmでしたが、マルチオリフィスノズルから生成される気泡の平均気泡直径は約7.5mmでした。ガス注入がマルチオリフィスノズルを介して行われたときに測定された泡の高さは、ガス注入が単一のオリフィスノズルを介して行われたときに測定されたものよりも約70%高いことが観察された。単一のオリフィスノズルからArガスを注入することで生成される大きな気泡は、多面体の形状でした。一方、界面反応により発生したCOから気泡が発生した場合、気泡は微細な球状気泡であることが観察され、発生した泡は比較的安定していた。ただし、どちらの場合も、気泡のサイズはFIに反比例していました(図3)。
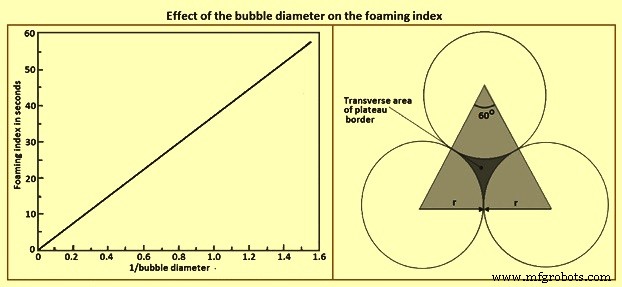
図3FIに対する気泡の直径の影響
この観察は、気泡サイズを大きくすると排水が増えるという事実によって説明されています。図3に示すように、プラトー境界の横断領域が排水速度に影響を与えることがわかります。言い換えれば、横方向の面積は、小さな気泡の場合と比較して、大きな気泡の場合に大きくなり、排水が増加します。 FIに対する気泡の直径のこの影響は、影響の程度が異なるにもかかわらず、気泡のサイズとFIの間に反比例を示します。ただし、BOF製鋼では、スラグフォームは主にスラグ層にCOガスを閉じ込めることによって生成されます。この場合、CO生成の速度と量、乱流流体の流れ、および表面張力が、泡。
スラグの発泡に対するスラグの塩基度の影響
発泡に影響を与える要因を調査するためにCaO-SiO2-FeOスラグで実施された研究では、スラグの塩基性がその発泡に及ぼす影響が研究されました。研究で行われた観察は、FIが塩基性の増加とともに最小を通過するということです。粘度の低下と表面張力の増加により、塩基性が増加するとFIが最初に減少します。これは、FIに悪影響を与えるためです。最小FIでのCaO組成は、液相線組成のCaO組成を指し、超過すると沈殿します。したがって、液相線組成後、CaOをさらに添加すると、固体の2CaO.SiO2粒子として沈殿し、粘度が上昇して泡が安定します。
スラグの発泡に対するスラグ密度の影響
密度は、スラグの発泡にかなりの影響を与えるもう1つの重要な物理的特性です。図4に示すように、スラグの密度は、FeO、MnO、MgOなどのスラグ成分の蓄積とともに増加し、SiO2と温度の増加とともに減少します。
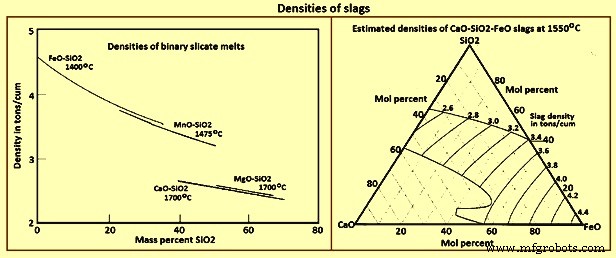
図4スラグの密度
したがって、FIはFeO、MnO、MgOの蓄積とともに減少し、スラグ中のSiO2含有量の増加とともに増加します。さらに、FeOは、スラグ中の含有量が増えるにつれて粘度を下げることができるとも考えられています。 FIとスラグ密度の間のこの反比例はいくつかの研究で示され、異なる研究で見られる影響の程度が異なるにもかかわらず、発泡指数がスラグ密度の増加とともに減少することは明らかです。
スラグの発泡に対するスラグの粘度の影響
スラグの粘度と打撃中のその変化も、スラグの発泡に重要な役割を果たします。スラグの粘度は主にSiO2のようなネットワーク形成剤によって支配され、FeO、MgO、MnO、CaOなどの金属酸化物の添加はネットワーク構造を破壊し、スラグの粘度を低下させます。
転炉製鋼プロセス中の打撃の最初の数分間にスロッピングが発生するのは一般的な観察です。これは、低温によるスラグ粘度の上昇と、プロセスの開始時に溶解していない石灰粒子が存在すると同時に、脱炭速度が速いためです。さらに、スラグ経路がスラグの液相線温度を下回ると、第2相粒子が沈殿する。泡の泡と比較してサイズが小さいこれらの第2相粒子は、泡を安定させる液体スラグの粘度を増加させる。しかしながら、泡の体積は、臨界粘度値までのみ粘度の増加とともに増加し、その後、ガスは発泡せずにスラグを通って流れ始める。いくつかの研究で、スラグの粘度が高くなるとFIが高くなることが示されています。
基本的に、粘度の影響は、フォーム内の気泡膜の排水と破裂にあります。粘度の増加は、気泡フィルムの厚さを増加させて気泡の合体を遅らせ、フィルムからプラトー境界を通る液体の下向きの流れ(すなわち、液体の排出)を減らすことによって、泡を安定させる。
スラグの発泡に対するスラグの表面張力の影響
液体の表面張力は、液体中の他の分子によって液体表面の分子に加えられる凝集力のために存在します。結果として、表面張力は、液滴の形成および液体分子が液体から逃げるのを遅らせることに関与している。 BOF製鋼の場合、スラグ/金属エマルジョンとフォームの形成は、スラグの表面張力の影響を受けます。さらに、スラグと金属の間の物質移動も、スラグの表面張力の影響をかなり受けます。純溶鉄の表面張力は1,550℃で約1.8N/mであり、水の約25倍です。それどころか、純粋な液体酸化物とスラグの表面張力は非常に低く、0.20 N/mから0.70N/mの範囲です。
スラグの表面張力は、スラグの温度と組成によって変化する傾向があります。 S、P、O2、N2(窒素)などの非金属は、溶鉄中でさまざまな強度で界面活性剤です。一方、SiO2、P2O5、MnOなどの酸化物はスラグの表面張力を低下させ、Al2O3(アルミナ)は表面張力をわずかに上昇させます。
金属とスラグの間の界面張力も、表面張力と同様に、BOF製鋼プロセスの重要な要素です。したがって、界面張力は、表面張力の挙動と同様に、金属/スラグエマルジョンの形成および金属とスラグ間の物質移動に影響を与えます。スラグ/金属界面での界面張力が低い場合、界面の物質移動とフォーム/エマルジョンの形成を支援することにより、精製プロセスが促進されます。これは有利です。ただし、低い界面張力は、液体金属によるスラグ液滴の捕捉、およびスラグと金属間の強い接着を促進する可能性もあり、タッピング段階での金属からのスラグの物理的分離をより困難にします。
>溶鉄に添加されるさまざまな元素は、液体金属とスラグの間の界面張力にさまざまなレベルの影響を及ぼします。一般に、添加された元素のほとんどすべてが溶鉄の界面張力を低下させます。 BOF製鋼では、O2とSが金属の中で最も強い界面活性元素であると考えられており、これにより界面張力が著しく低下します。さらに、FeOとMnOは、金属とスラグの間の界面張力を低下させるスラグの表面活性酸化物成分であると考えられています。
浴製錬スラグを発泡させるためには、P2O5、CaF2、Fe2O3(酸化鉄)、V2O5(五酸化バナジウム)、Na2O(酸化ナトリウム)などの表面活性成分の存在が不可欠です。界面活性化合物は、それ自体が粘度を下げる能力を持っており、最も重要なことに、スラグの表面張力を下げて、スラグがガスを閉じ込めて泡を生成できるようにします。
表面/界面張力の影響の1つの側面は、スラグ/金属界面で生成される気泡のサイズを決定する能力です。したがって、スラグの表面張力とスラグ/金属の界面張力を増加させると、気泡の直径が増加し、フォームが不安定になります。一方、発泡体は、金属の表面張力が増加したときに生成される小さな気泡によって安定化されます。さらに、すでに生成されたフォームの気泡は、表面張力の増加に伴ってフィルムの排水を増加させます。これは、表面張力の増加に伴って気泡膜の曲率が増加するため、プラトー境界に向かって膜内の液体の吸引が増加するためです。
製造プロセス