


ドリル VS リーマ VS ボーリング VS ホーニング、違いは何ですか?
サイズと精度の要件に応じて、固体表面にマクロサイズの穴を加工するには、いくつかの異なる金属切削操作が必要です。穴あけ、中ぐり、リーマ、ホーニングは、製造会社が使用する一般的なプロセスです。すべてのプロセスには、ワークピースに新しい穴を作成するか、既存の穴を修正することがある程度含まれます。穴あけは穴をあけるプロセスであり、ボーリングは既存の穴の直径を拡大します。リーマ加工とホーニング加工は、既存の穴の表面仕上げと公差を改善するために使用されます。次のセクションでは、ドリル加工、リーマ加工、ボーリング加工、ホーニング加工の類似点と相違点について説明します。
掘削
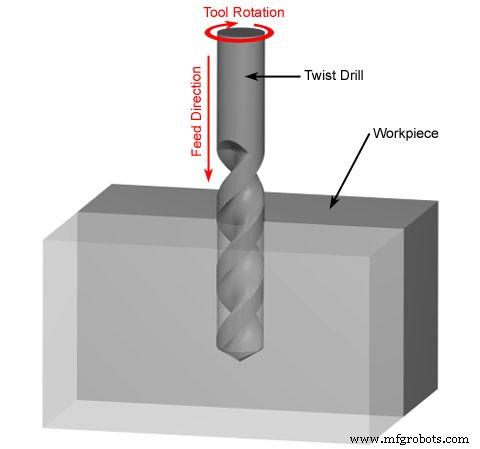
穴あけ精度は低く、一般にIT13〜IT11のみであり、表面粗さも比較的大きく、Raは一般に50〜12.5 mです。しかし、掘削金属の除去率は高く、切削効率は高いです。穴あけは主に、ボルト穴、ねじ付き底穴、油穴など、品質要件の低い穴を加工するために使用されます。高い加工精度と表面品質が要求される穴は、その後の加工でリーマ加工、中ぐり加工、または研削加工によって実現する必要があります。
掘削には次の技術的特徴があります:
1.ドリルの刃が曲がりやすい。
ボール盤で穴あけを行うと、穴の軸がずれて真っ直ぐではなくなるのは簡単ですが、穴の直径は大きく変化しません。旋盤で穴を開けると、穴の直径が変化しやすくなりますが、穴の軸はまっすぐです。そのため、ドリル加工前に端面を加工し、ドリルやセンタードリルでテーパー穴をあけておくと、ドリルの芯出しが容易になります。小さい穴や深い穴をあけるときは、穴の軸のずれや非直線性を避けるために、可能な限りワーク回転法を使用して穴あけを行う必要があります。
2.開口部は簡単に拡張できます。
穴あけ中のドリルビットの 2 つの刃先の半径方向の力が等しくないため、穴の直径が拡大します。横旋盤の穴あけ加工中の切削偏差も、穴径拡大の重要な理由です。さらに、ドリル ビットの半径方向の振れも穴径拡大の原因です。
3.穴の表面品質が悪い。
掘削チップは比較的幅が広く、穴の中に渦巻き状に押し込まれます。それらが流出すると、穴の壁にこすりつけられ、加工面に傷がつきます。
4.掘削時の大きな軸力
これは主にドリルのチゼルエッジが原因です。したがって、穴あけ径が d>30mm の場合は、2 回に分けて穴あけを行うのが一般的です。 1回目は(0.5~0.7)d、2回目は必要な穴径までドリル加工します。チゼル エッジは 2 回目の切削に関与しないため、より大きな送りを使用して、穴の表面品質と生産性を向上させることができます。
リーミング
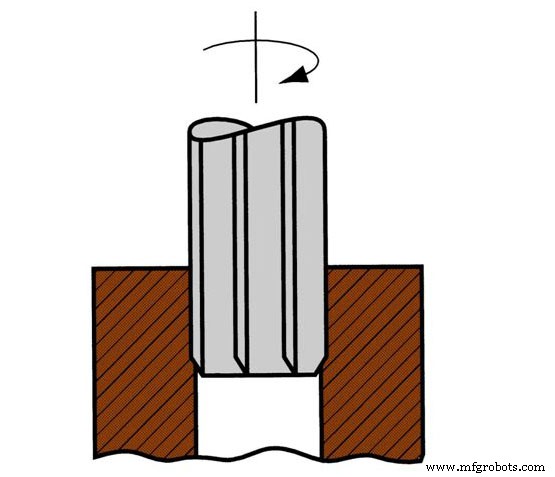
リーマ加工は、回転する切削工具を使用してワークピースの既存の穴に滑らかな内壁を作成する切削プロセスです。リーマ加工に使用する回転切削工具をリーマーと呼びます。ドリル ビットと同様に、リーマーは使用されている加工物から材料を除去することもできます。ただし、リーマーはドリル ビットよりもはるかに少ない材料を除去します。リーミングの主な目的は、既存の穴に滑らかな壁を作成することです。
リーミングは、中仕上げ(リーミングまたは中仕上げボーリング)に基づく穴の仕上げ方法です。研削や中ぐり加工に比べ、リーマ加工の生産性が高く、穴の精度も確保しやすい。ただし、リーマ加工では穴軸の位置誤差を補正することはできず、穴の位置精度は前工程で保証する必要があります。リーミング穴のサイズ公差はIT9~IT6に達し、表面粗さ値はRa3.2~0.2μmに達します。
退屈
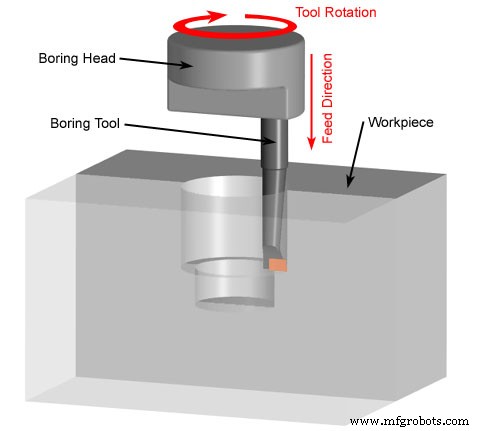
ボーリングは、シングルポイント切削工具またはボーリングヘッドを使用して、ワークピースの既存の穴を拡大する切削プロセスです。これは、ワークピースに最初の穴を作成するドリル加工とは対照的です。
中ぐり穴径は工具サイズに制限されず、中ぐり誤差補正能力は強力です。複数の切削により、元の穴軸の偏差エラーを修正でき、ボーリング穴は位置決め面と一致します。高い位置決め精度。
ボーリングの加工範囲は非常に広く、サイズや精度の異なる穴を加工することができます。大きな直径、サイズ、および位置精度が必要な穴および穴シリーズの場合、ボーリングは優れた加工方法です。ボーリング精度はIT9~IT7、面粗さはRa3.2~0.8mです。ボーリングは、中ぐり盤、旋盤、フライス盤、その他の工作機械で使用でき、高い柔軟性と幅広い生産用途を備えています。
ボーリング加工の特徴
(1) ボーリングの適応力が強い。
ボーリングは、穴あけ、鋳造、鍛造の穴に基づいて実行できます。達成可能な寸法公差等級と表面粗さの値の範囲は広いです。小さくて深い穴を除いて、さまざまな直径の穴やさまざまな種類の構造物をほぼ穿孔できます。
(2) ボーリング品質の制御が難しい
ボーリングは元の穴の位置誤差を効果的に修正できますが、ボーリングバーの直径は穴の直径によって制限されるため、一般に剛性が低く、曲がりやすく振動しやすいため、ボーリング品質の制御(特に長くて薄い)穴) はリーミングほど便利ではありません。
(3) ボーリングの生産性が低い。
中ぐり加工では、工具バーの曲げ変形を少なくするために、切り込み量と送り量を小さくした複数回のパスが必要であり、ボーリングマシンやフライス盤でのボーリング加工では、工具バーのボーリング工具の半径方向の位置を調整する必要があるため、操作が複雑であり、時間がかかります。
(4) ボーリングは、単品および小ロット生産でのさまざまな部品の穴加工に広く使用されています。
大量生産では、ブラケットとボックス本体のベアリング穴をあけるために、中ぐりダイスが必要です。

(https://thehemloft.com/drilling-vs-boring-vs-reaming/ からのソース)
ホーニング
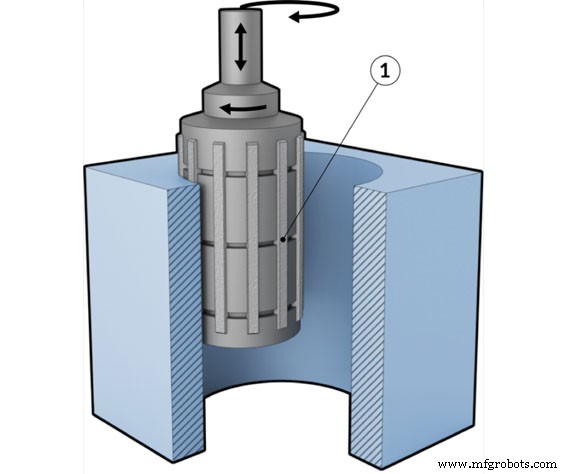
ホーニングとは、ホーニングロッドを備えたホーニングヘッドを使用して穴を研磨することです。ホーニングには幅広い用途があります。鋳鉄、焼入れ鋼、未焼入れ鋼、青銅などの加工が可能ですが、油石をブロックしやすいプラスチック金属の加工には不向きです。ホーニング加工径はΦ5~Φ500mmで、L/D>10の深穴加工も可能です。そのため、エンジンシリンダー、油圧シリンダー、各種バレル穴の加工に広く使用されています。
ホーニング加工の特徴
<オール>製造プロセス