


CNCマシニングセンターでのねじ加工の3つの方法
3 M 方法 おお f T スレッド M 痛む おお n CNC M 痛む C 入る
ワークピースを加工するために CNC マシニング センターを使用する利点については、誰もが深く理解しています。今日は、スレッドの処理方法を紹介します。 CNC マシニング センターによるねじ加工には、ねじ切り加工、タップ加工、ピッキング加工の 3 つの方法があります。
1. スレッド M 病気 方法
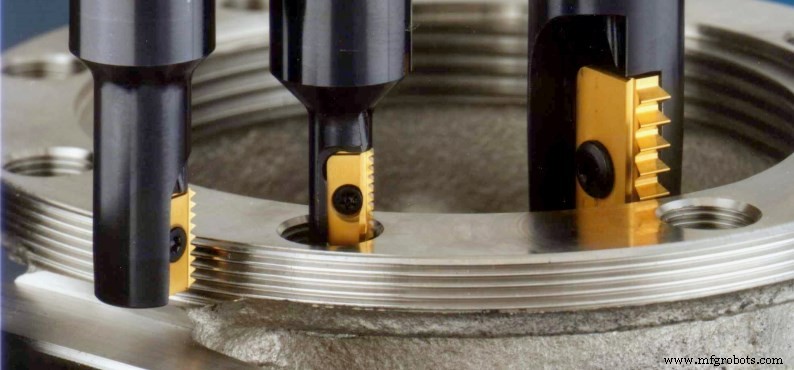
ねじ切りとは、ねじ切り工具を使用して大穴のねじを加工したり、難削材のねじ穴を加工したりすることです。次の特徴があります:
<オール>スレッド フライス工具は、2 つのタイプに分けられます。マシンクランプ工具は、刃の長さよりも小さいねじ深さの穴を加工できます。また、刃の長さよりも大きいねじ深さの穴も加工できます。穴、および一体型超硬フライスカッターを使用して、ねじの深さが工具の長さよりも短い穴を加工します。
ねじ切り CNC プログラミングに関する注意事項:工具の損傷や加工エラーを引き起こさないようにします。
<オール>
2.タップ 機械加工 M 方法
小径のねじ穴や穴位置精度の要求が低いねじ穴に適しています。一般に、ねじ付き底穴ドリルの直径は、ねじ付き底穴の直径公差の上限に近く、タップの取り代を減らし、タップの負荷を減らすことができます。タップの寿命を延ばします。
加工する材料に応じて適切なタップを選択する必要があります。フライスカッターやボーリングカッターと比べて、タップは加工物に非常に敏感です。タップは貫通穴タップと止まり穴タップに分けられます。通し穴タップの先端が長く、正面の切りくず排出です。止り穴を加工した場合、ねじの加工深さは保証できません。両者の違いに注目してください。フレキシブルタッピングチャックを使用する場合は、タップシャンクの直径と正方形の幅がタッピングチャックと同じになるように注意してください。リジッドタッピング用タップのシャンク径は、スプリングコレットの径と同じにしてください。
タップ加工方法のプログラミングは比較的簡単で、すべて固定モードで、パラメータ値を追加するだけです。サブルーチンのフォーマットはCNCシステムごとに異なり、パラメータ値の代表的な意味が異なることに注意してください。
3.ピック 機械加工 M 方法
ピック工法は、箱型部品の大きなねじ穴の加工や、タップやねじ切りフライスがない場合に、ボーリングバーにねじ切り工具を取り付けてねじボーリングを行う工法です。ピック アンド ボタン処理方法の実装には、いくつかの注意事項があります。
<オール>CNCマシニングセンターのバックル加工方法は、一時的な緊急方法にすぎません。ねじ加工方法を使用して工具を加工し、ねじ加工の効率と品質を効果的に向上させ、加工コストを削減し、マシニング センターの効率を向上させることをお勧めします。
製造プロセス