


MIG 溶接とは何ですか? また、MIG 溶接の方法は?
MIG 溶接とは?
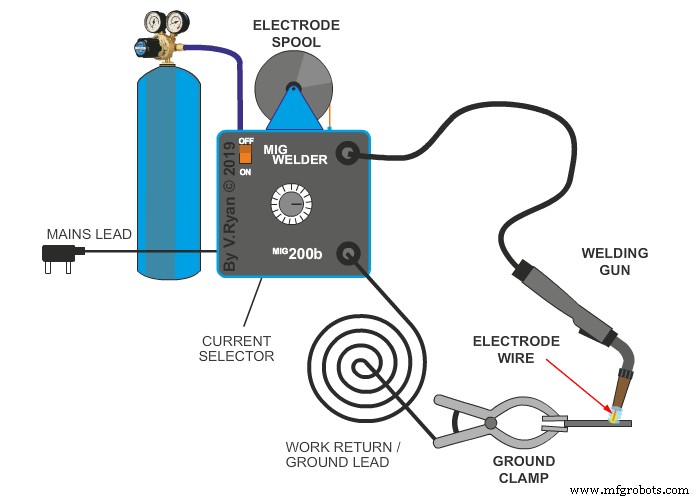
金属不活性ガス (MIG) 溶接は、溶接ガンから加熱されて溶融池に供給される連続ソリッド ワイヤ電極を使用するアーク溶接プロセスです。 . 2 つの基材が一緒に溶けて接合部を形成します。ガンは電極に沿ってシールド ガスを供給し、空気中の汚染物質から溶接プールを保護します。
金属不活性ガス (MIG) は、ガス金属アーク溶接 (GMAW) としても知られています。このタイプの溶接は、基本的に 2 つの金属を接合するアーク溶接プロセスです。これは、アークの助けを借りて金属を加熱することによって行われます。このアークは、溶接される表面と連続的に供給されるフィラー電極との間に形成されます。
このタイプの溶接では、シールド ガスを使用して、溶接金属の溶融プールが大気中に存在する元素と反応するのを防ぎます。
金属不活性ガス (MIG) 溶接は、1949 年に米国でアルミニウムの溶接に関して最初に特許が取得されました。裸線電極を使用して形成されたアークと溶融池は、当時容易に入手できるヘリウム ガスによって保護されていました。
1952 年頃から、シールド ガスとしてアルゴンを使用してアルミニウムを溶接し、CO2 を使用して炭素鋼を溶接するために、このプロセスが英国で普及しました。 CO2 およびアルゴン-CO2 混合物は、金属活性ガス (MAG) プロセスとして知られています。 MIG は MMA の魅力的な代替手段であり、高い成膜速度と高い生産性を提供します。
続きを読む: アーク溶接とはまたは溶接とその種類とは?

ミグ溶接とその準備に必要なもの
リスクを伴うすべての仕事と同様に、安全を最優先事項にする必要があります。
- 適切なフェイスマスク。
- 保護手袋
- 溶接レスピレーター (限られたスペースまたは限られた換気で作業している場合)
- ヒューム エクストラクター (必要な場合)
- ウェルド ジャケットまたはレザー ジャケット
- 溶接スリーブ
- 密閉型の丈夫なワーク ブーツ
安全面に気を配ったので、次に必要な機器を見てみましょう。
- MIG 溶接機とトーチ
- アルゴンガスボンベ。
- 二酸化炭素キャニスター。
- 電源。
- ガス調整役
- グラウンドクランプ。
- ワイヤーフィード
安全第一
溶接プロジェクトに取り組む前に、適切な保護服を着用し、潜在的な火災の危険が溶接エリアから取り除かれていることを確認することが重要です。
基本的な溶接安全装備には、革の靴またはブーツ、袖口付きのズボン、長袖の難燃性ジャケット、革の手袋、溶接用ヘルメット、ゴーグル、頭頂部を火花や飛沫から保護するためのヘッドスカーフまたはスカル キャップが含まれます。
金属の準備
特殊な添加剤を多量に含むスティックやフラックス入り電極とは異なり、ソリッド MIG ワイヤは、さび、汚れ、油、またはその他の汚染物質とうまく闘うことはできません。金属ブラシまたはグラインダーを使用して、アークを打つ前に金属をきれいにしてください。ワーククランプもきれいな金属に接続されていることを確認してください。電気インピーダンスはワイヤ送給性能に影響します。
より厚い金属で強力な溶接を確保するには、接合部を面取りして、溶接が母材金属に完全に浸透するようにします。これは、バット ジョイントでは特に重要です。
装備の準備
- ケーブルを確認してください。 アークを発生させる前に、溶接機器をチェックして、すべてのケーブル接続がしっかりと固定され、ほつれやその他の損傷がないことを確認してください。
- 電極の極性を選択します。 MIG 溶接では、DC 電極の正極性または逆極性が必要です。極性接続は通常、マシンの内側にあります。
- ガスの流れを設定します。 シールド ガスをオンにし、流量を毎時 20 ~ 25 立方フィートに設定します。ガスホースに漏れがあると思われる場合は、石鹸水をつけて泡を探します。漏れを見つけたら、ホースを廃棄して新しいホースを取り付けます。
- テンションをチェックしてください。 ドライブ ロールまたはワイヤ スプール ハブの張力が強すぎたり弱すぎたりすると、ワイヤ送りのパフォーマンスが低下する可能性があります。オーナーズマニュアルに従って調整してください。
- 消耗品を調べます。 コンタクト チューブから余分なはねを取り除き、摩耗したコンタクト チップとライナーを交換し、錆びているように見える場合はワイヤを廃棄します。
ワイヤーの選択
鋼用のワイヤーには 2 つの一般的なタイプがあります。一般的な溶接の場合は、AWS 区分 ER70S-3 を使用してください。汚れた鋼やさびた鋼を溶接するために脱酸剤がさらに必要な場合は、ER70S-6 ワイヤを使用してください。ワイヤの直径に関しては、直径 0.030 インチは、家庭内およびモータースポーツ用途でさまざまな厚さの金属を溶接するのに適しています。
より薄い材料を溶接する場合は、熱入力を減らすために 0.023 インチのワイヤを使用してください。より高い合計熱定格でより厚い材料を溶接するには、0.035 インチ (または溶接機の能力の範囲内である場合は 0.045 インチ) のワイヤを使用します。
ガスの選択
- 75% のアルゴンと 25% の二酸化炭素の混合ガス (75/25 または C25 とも呼ばれます) は、炭素鋼に最適な汎用シールド ガスです。飛び散りが最小限に抑えられ、真珠の外観が最高になり、薄い金属が燃え尽きることがありません。
- 100% CO2 はより深い浸透を提供しますが、飛び散りも増加し、ビードは 75/25 よりも粗くなります。
電圧とアンペア数
溶接に必要な電圧と電流の量は、金属の厚さ、金属の種類、接合部の構成、溶接位置、シールド ガス、ワイヤー直径の速度など、多くの変数によって異なります。
溶接位置の詳細については、こちらをご覧ください
ワイヤーのはみ出し
突き出しとは、コンタクトチューブの先端から伸びる未溶融電極の長さで、アーク長は含まれません。一般に、3/8 インチの棒を出し、ベーコンのジュージューという音に注意してください。円弧が不安定に聞こえる場合は、オーバーハングが長すぎることが原因である可能性があり、これは非常によくある間違いです。
ガンを押すか引くか
- プッシュまたはフォアハンド テクニックでは、ガンを溶接溜まりから (前に) 押し出します。押し込むと、アーク力が溶接パドルから離れる方向に向けられるため、通常、溶け込みが低くなり、ビードが広く平らになります。
- ドラッグまたはバックハンド テクニック (プルまたはトレーリング テクニックとも呼ばれます) では、溶接ガンを溶接パドルに向け、堆積した金属から引き離します。ドラッグすると通常、浸透が深くなり、ビードが狭くなり、より多くのビルドアップが得られます。
軟鋼を MIG 溶接する場合、プッシュまたはプルのいずれかの方法を使用できますが、通常はプッシュした方が見やすくなり、ワイヤをジョイントにうまく誘導できることに注意してください。
移動角度
移動角度は、垂直位置でのガンに対する角度として定義されます。すべての位置での通常の溶接条件では、5 ~ 15 度の移動角度が必要です。移動角度が 20 ~ 25 度を超えると、スパッタが増え、溶け込みが少なくなり、全般的にアークが不安定になる可能性があります。
作業角度
作業角度は、溶接ジョイントの角度に対するガンの位置であり、各溶接位置とジョイント構成によって異なります。
MIG 溶接用のガスは?
MIG(金属不活性ガス)溶接 は、消耗ワイヤ電極とワークピースの間に電気アークが形成される溶接プロセスです。このプロセスでは、不活性ガスまたはガス混合物をシールド ガスとして使用します。アルゴンとヘリウムは通常、アルミニウムなどの非鉄金属の MIG 溶接に使用されます。
適切なシールド ガスの選択 :
多くの MIG 溶接アプリケーションでは、さまざまなシールド ガスの選択が可能です。特定の用途に適したものを選択するには、溶接の目標と溶接用途を評価する必要があります。選択する際は、次の点を考慮してください:
- ガソリン代
- 完成した溶接特性
- 準備と溶接後のクリーンアップ
- ベース素材
- 溶接転写プロセス
- 生産性の目標
MIG 溶接で使用される最も一般的な 4 つのシールド ガスは、アルゴン、ヘリウム、二酸化炭素、および酸素です。それぞれが、特定のアプリケーションで独自の利点と欠点を提供します。
1. 二酸化炭素 (CO2)
MIG 溶接で使用される最も一般的な反応性ガスは二酸化炭素 (CO2) です。不活性ガスを添加せずに純粋な形で使用できる唯一のものです。また、CO2 は一般的なシールド ガスの中で最も費用対効果が高く、材料コストが最優先事項である場合に魅力的な選択肢となります。
純粋な CO2 は非常に深い溶込みを提供し、厚い材料の溶接に役立ちます。ただし、他のガスと混合した場合よりもアークの安定性が低くなり、スパッタが多くなります。また、短絡プロセスに限定されています。
2. アルゴン
溶接の品質、外観、および溶接後のクリーニングの削減を重視する企業の場合、75 ~ 95 パーセントのアルゴンと 5 ~ 25 パーセントの CO2 の混合が最適な選択肢となる場合があります。純粋な CO2 よりも、アークの安定性、パドル制御、およびスプラッシュの低減のより望ましい組み合わせを提供します。
このブレンドは、より高い生産性とより視覚的に魅力的な溶接を生成できるスプレー転写プロセスの使用も可能にします。アルゴンは、フィレット溶接に役立つ、よりタイトな溶け込みプロファイルも作成します。アルミニウム、マグネシウム、チタンなどの非鉄金属を溶接する場合は、100% アルゴンを使用する必要があります。
3. 酸素
同じく反応性ガスである酸素は、軟質炭素鋼、低合金鋼、およびステンレス鋼の溶融池の流動性、溶け込み、およびアーク安定性を改善するために、通常 9 パーセント以下の割合で使用されます。ただし、溶接堆積物が酸化する原因となるため、アルミニウム、マグネシウム、銅、またはその他のエキゾチックな金属での使用は推奨されません。
4. ヘリウム
純粋なアルゴンと同様に、ヘリウムは一般に非鉄金属に使用されますが、ステンレス鋼にも使用されます。ヘリウムは広くて深い浸透プロファイルを作成するため、厚い材料でうまく機能し、通常、25 ~ 75 パーセントのヘリウムと 75 ~ 25 パーセントのアルゴンの比率で使用されます。これらの比率を調整することで、浸透、ビード プロファイル、および移動速度が変更されます。
ヘリウムは、より速い移動速度とより高い生産性を可能にする「より熱い」アークを作成します。ただし、アルゴンよりも高価であり、より高い流量が必要です。生産性の向上とガスのコストの増加の値を計算する必要があります。ステンレス鋼では、ヘリウムは通常、アルゴンと CO2 の 3 成分式で使用されます。
MIG 溶接の方法
これは基本的なガイドであり、決定的な説明ではありません。鋼の MIG 溶接のさまざまな段階について説明し、プロセスに含まれる基本的な理解を深めます。
メソッド自体に入る前に、実行する必要があるいくつかのハウスキーピング プラクティスがあります。最良の結果を得るには、セットアップが重要です。
1.マシンのセットアップ
時間をかけて溶接機に慣れてください。最初に行うことは、溶接機で銅色のワイヤ コイルを確認することです。テンション ナットで固定されていることを確認しますが、フィード ローラーがワイヤを溶接ガンから引っ張るときに自由に回転できることを確認してください。アルミニウムを溶接する場合、ワイヤーは銀色にする必要があります。
2.ガスタンク
ガスタンクはMIGの後ろにあります。 100% アルゴンか、アルゴンと二酸化炭素の混合物です。各タンクのメイン バルブを開き、満タンかどうかを確認します。ゲージは 0 から 2,500 PSI の間を読み取る必要があります。溶接する対象に応じて、レギュレーターを 15 ~ 25 PSI に設定します。
3.溶接ガン
リード線が溶接ガン内にあり、金属チップから少し突き出ていることを確認してください。先端は犠牲的であり、溶接される金属の厚さと種類によって異なります。引き金を引いて、問題がなくワイヤーが通っていることを確認してください。
4.グラウンドクランプ
接地クランプは回路のカソードであり、溶接ガン、溶接機、およびワークピース間の回路を完成させます。それがプロジェクトに取り付けられていること、および接続がきれいで、操作を妨げる錆や破片がないことを確認してください。すべてがチェックアウトされたことに満足したら、開始します。
5.溶接の準備
溶接準備の重要性を過小評価することはできません。傷を取り除き、錆びたスポットを研磨することはすべて、溶接の完全性を高めるのに役立ちます.
6.エリアを準備する
溶けた金属は遠くまで飛ばすことができます。したがって、溶接機のスピット経路内に可燃性物質がないことが重要です。くすぶり、発火する可能性のあるプラスチック、紙、または布を取り除きます。
万一の故障に備えて炭酸ガス消火器をご用意ください。致命的な電気で脈動している強力な機械の近くに立っている間は、火を消すために水を使用しないでください。水と電気が災害の元凶であることは誰もが知っています。
7.安全装備を装着
フェイス マスクを頭にかぶせますが、この時点では、溶接領域を準備する間、マスクを折りたたむ必要はありません。溶接手袋を着用し、腕が溶接スリーブで保護されていることを確認してください。狭い場所や換気の悪い場所で作業する場合は、窒息の危険を避けるために人工呼吸器を着用してください。
亜鉛は亜鉛めっきプロセス中に加熱され、有毒ガスを放出するため、亜鉛めっき鋼を溶接しないでください。吸入すると、数日間続くインフルエンザのような症状を引き起こします。これは、「金属シャワー」と呼ばれることもあります。症状は一時的なものですが、長期にわたる肺への影響は壊滅的なものになる可能性があります。
亜鉛メッキとは?
8.アースクランプを取り付ける
これを任意の金属表面に取り付けて、電気回路を完成させることができます。金属プロジェクトまたは溶接テーブルで十分です。
9.ガスボンベを開ける
ガスレギュレーターの調整ナットを緩め、キャニスター上部のホイールを回して緩めます。圧力が高まり、ホイールが外れる場合に備えて、手がホイールの端の周りにあることを確認してください。
また、バルブを開くときにキャニスターを曲げないでください。彼の向かい側に腕を伸ばして立ちます。メーターの PSI が増加し始めることに気付くでしょう。 1,000 PSI 以上に達したら、溶接を開始できます。 PSI が 15 ~ 25 になるまでレギュレーターの調整ネジを締めます。
10.溶接設定を見つける
多くの MIG 溶接機には、蓋の下側に溶接設定があります。このチャートは、電圧と速度を決定するための便利なガイドです。この演習では、0.035 インチのワイヤの太さを使用し、ガス組成は 75% のアルゴンと 25% の二酸化炭素です。設定を決定する他の唯一の変数は、素材の厚さです。
多くの MIG 溶接機では、溶接設定は蓋の下側にあります。この表は、電圧と速度を決定するための実用的なガイドです。この演習では、0.035 インチのワイヤを使用し、ガス組成は 75% のアルゴンと 25% の二酸化炭素です。設定を決定する他の唯一の変数は、素材の厚さです。
11.溶接機の電源を入れる
溶接機を電源に接続し、スイッチを入れます。進行を妨げたり、危険にさらしたりする物体やがれきがないことを確認してください。
12.ワイヤ速度と電圧を設定する
手順 4 と同じ表を使用して、ワイヤの速度と張力を目的の設定に設定します。この例では、18 ゲージの金属を溶接していると想定しています。したがって、ワイヤ速度は 16 で、電圧は 120 になります。
設定が高すぎると、ワークピースが溶接部で溶けて穴が開いてしまいます。設定が低すぎると、ワイヤが供給されてスプレーされすぎて溶接が弱くなるため、溶接が一気に積み重なっていきます。
スムーズに均等に溶接を開始し、自由に溶接を開始すると、設定が適切であることがわかります。また、興奮しすぎたミツバチのような、きらめく音にも耳を傾けてください。これにより、電圧と速度の設定が正しいことがわかります。
ヒント: アルミニウムを溶接している場合は、火花やポンという音ではなく、低いハム音が聞こえるはずです。
13.溶接トーチのワイヤーをチェック
溶接トーチの先端から約 1 インチほどの溶接ワイヤが突き出ている必要があります。大きすぎる場合は、切り取ってサイズを調整してください。
14.溶接する
フェイス マスクを下げて、金属の溶接を開始します。プッシュ技法またはプル技法のいずれかを使用できます。押すと、より平らで幅の広い溶接が作成され、引っ張ると、よりタイトで深い溶接浸透が作成されます。
ビーズをジグザグに配置するか、波状の渦巻き模様を作成する同心円状に配置してみてください。作業する角度は、溶接するジョイントの種類によっても異なります。
トーチを溶接の上部から下に移動します。ビーズの長さが約 1 ~ 2 インチであることを確認します。長時間放置すると、金属が熱くなり、反って弱くなる危険性があります。ある場所を溶接してから、別の場所に移動します。最後に各セクションに参加して終了できます。
ワークピースの端に到達したら、ワイヤ送給装置を最低の設定にします。
15.シリンダーバルブを閉じる
ガスボンベのバルブがしっかり閉まるまで、手で回します。
16.レギュレーターの出血
溶接ガンの引き金を引くと、レギュレーターがベントします。 1 時間あたりの立方フィート (CFH) が可能な限り低いレベルまで下がるのを見てください。ワイヤー送りがゼロより大きいため、ワイヤーはまだ送られています。
また、レギュレーターの調整ネジを緩めるまで緩めることもできます。
17.溶接機をオフにする
機械と電源の両方で溶接機のスイッチを切ります。溶接ヘルメットと安全装置を取り外しますが、手袋は着用したままにしてください。金属はまだ熱くなっている可能性があるため、触れないでください。最適な溶接を行うには、自然に冷却するのがコツです。
これで、アース クランプを取り外して、ワイヤをきれいに巻き取ることができます。手袋を外してください。
MIG 溶接のヒント
これらのヒントを実践することで、溶接の品質と耐久性が向上する可能性があります。
1.きれい、きれい、きれい
MIG 溶接の主な失敗は、気孔率です。気孔の最も一般的な原因は、汚れた、油っぽい、塗装された表面を溶接することです。これらの汚染物質はすべて溶接部に閉じ込められ、スポンジのような穴ができます。
Miller Electric の John Leisner 氏は次のように述べています。 「これには、塗料、錆、汚れ、その他の表面汚染物質の研磨または除去、およびすぐには見えないことが多い亀裂の完全な研磨が含まれます。」
2.有利な立場を得る
Collier は、これが MIG 溶接で最も一般的な間違いであると考えています。 「床が悪くても、溶接工は気にしません。ガンがどもったりどもったりするかどうかに関係なく、とにかく溶接ワイヤを送り出し続けます」と彼は説明します。
Lincoln Electric の Karl Hoes 氏は、溶接アークには電流が完全な回路をスムーズに流れる必要があると述べています。溶接電流は抵抗が最小の経路を探します。そのため、溶接ベッドをアークの近くに配置するように注意しないと、電流が別の経路を見つける可能性があります。できるだけアークの近くで、クランプを地金にしっかりと取り付けます。
3.スティックを短く保つ
原則として、ワイヤーがガンのコンタクトチップの端から突き出る距離を 1/4 から 3∕8 インチに保ちます。 「この簡単なヒントは、MIG 溶接に最大の効果をもたらします」とジョディ コリアーは言います。
4.両手を使う
「可能な限り両手を使ってください」とコリアーは促します。 「銃の首の曲がりを片手で支え、もう一方の手で引き金のある部分を持ちます。プロップハンドを溶接部に近づけることに関しては、躊躇しないでください。必要に応じて、耐熱性の重い溶接用手袋を入手してください。」
5.溶接工の声を聞く
溶接中は耳に音楽が鳴り続けます。安定したヒスノイズは、電圧設定が高すぎることを示している可能性がある、と Leisner は指摘します。 「大きな耳障りな音は、電圧が低すぎることを示している可能性があります。マシンガンのようなパチパチという音は、アンペア数の設定が高すぎることを示しています」と彼は付け加えます。
6.弧を描く
「溶け込みを良くするために、アークを溶接パドルの前縁に保ちます」と Collier 氏は言います。
この規則の例外は、薄い板金を溶接する場合です。この場合、アークを水たまりの中でさらに後退させて、溶け落ちを防ぎます。
7.ドライブ ロール、ガン ケーブル ライナー、コンタクト チップをワイヤー サイズに合わせます
驚くべきことに、この基本的なマッチングはしばしば無視されます。直径 .030 のワイヤを .035 のロールに通そうとすると、ロールの溝が大きすぎるため、供給速度が常に変化し、その設定が正しく行われないことに気付くでしょう。同じアドバイスが、ガン ケーブル ライナーとコンタクト チップのサイズにも当てはまります。
8.押したり引いたり
最も一般的な方法は、ガンを溶接方向に向かって押すことです (フォアハンド法)。フォアハンド溶接は、平らで広く滑らかな表面で浅い溶け込みを生成します。
2 番目のアプローチは、銃をドラッグするときです (バックハンド法)。これにより、中央が狭くて高い深い溶け込み溶接が生成されます。
では、どのような方法を使用する必要がありますか?それは、溶接する金属の厚さと、溶接をどれだけ深く浸透させる必要があるかによって異なります.
9.位置ずれ溶接に注意
垂直、水平、または頭上で溶接する場合は、「溶接ビードを最適に制御できるように溶接プールを小さく保ち、できる限り最小のワイヤ径サイズを使用してください」と Leisner 氏は言います。
10.連絡先のヒントを自由に交換
「コンタクト チップは安価です」と Collier 氏は言います。 「ツールボックスにパックを入れて、頻繁に交換してください。」磨耗したコンタクト チップは通常、楕円形であり、不規則なアークにつながります。また、チップが溶融池に入った場合は、すぐに交換する必要があります。ほとんどのカジュアルな溶接工にとって、高品質の溶接を保証するための経験則は、100 ポンドのワイヤを消費した後にチップを交換することです.
11.あなたのビーズを読んでください
完成した溶接ビードを見ると、多くのことが学べます、と Leisner は言います。
凸状またはロープ状のビードは、多くの場合、修理の厚さに対して設定が冷たすぎて、ベース メタルに浸透するのに十分な熱が生成されていないことを示します。ビードが凹んでいる場合は、入熱に問題があることを示しています。
MIG 溶接の利点
- 生産性の向上: 多くの溶接工は、ロッドを頻繁に交換したり、スラグを削ったりする必要がなく、溶接を繰り返しブラッシングする必要がないため、時間を節約できるため、生産性が向上します。彼らはより速く、よりクリーンに仕事をすることができます。
- 簡単に学べる: MIG 溶接の最大の利点の 1 つは、その単純さです。溶接工は数時間で MIG 溶接の方法を習得できます。一部のインストラクターは、基本的なトレーニングを 20 分で提供できると主張していますが、ほとんどの時間は溶接の洗浄に費やされています。 TIG 溶接を習得するには長い時間がかかり、在宅プロジェクトに取り組んでいるほとんどの溶接工はそれに時間を投資したくありません。あるインストラクターは、MIG 溶接を「ポイント アンド シュート」プロセスと説明しました。
- シンプルで優れた溶接: MIG は、より優れた溶接プールの可視性を提供します。これをプロセスのシンプルさとオートフィード ワイヤによる優れた制御に加えて、MIG を使用すると見栄えの良い溶接を簡単に作成できます。
- クリーンで効率的: MIG はシールドガスを使用してアークを保護するため、金属がアークを横切って移動する際に合金元素がほとんど失われません。スティック溶接にありがちなスラグの除去がなく、わずかな溶接スパッタしか発生しません。 MIG 溶接工は、必要なクリーンアップが最小限であるため、簡単なクリーンアップの後、ほんのわずかな時間で仕事に戻ることができます。
- 汎用性: MIG 溶接は非常に汎用性が高く、半自動や全自動など、さまざまな方法で操作しながら、さまざまな金属や合金を溶接できます。 MIG 溶接は多くの家庭用溶接プロジェクトに役立ちますが、多くの産業でも使用されています。 MIG は、アルミニウム、銅、ステンレス鋼、軟鋼、マグネシウム、ニッケル、およびそれらの合金の多く、鉄とその合金のほとんどに使用されます。
- より速い溶接速度: ワイヤが連続的に供給されるため、ミグ溶接で両手が自由になり、溶接速度、溶接品質、および全体的な制御が向上します。
MIG 溶接の欠点
- 費用: 溶接工は、MIG 溶接装置がより複雑で高価であると同時に、携帯性も犠牲にしていることにすぐに気付くでしょう。さらに、シールド ガス、電極、および MIG 溶接用の交換用チップとノズルを追加できます。
- 限られた役職: 溶接パドルの流動性と MIG 溶接機の高入熱により、垂直溶接または頭上溶接は除外されます。一部の溶接工は、これらのポジションのいずれかで溶接を考えることさえありませんが、MIG 溶接機を購入するかどうかを決定する際には、この要素を考慮して、計画されたすべての仕事を確実に遂行できるようにしてください。
- 屋外溶接には不向き: ポータブルではないことに加えて、MIG 溶接機は、溶接の純度を保護するためにシールド ガスを使用するため、屋外での作業にも適していません。風はシールドガスに大混乱を引き起こし、溶接の品質に影響を与えます。また、MIG 溶接機は、トラクターを修理するために畑に運ぶことはできませんが、ガレージで自動車の作業を行うのに最適です。
- 高速冷却率: 溶接が完了すると、溶接金属はスラグで覆われていないため、より速い速度で冷却されます。
- 厚い金属には不向き: MIG 溶接は薄い金属には適していますが、しっかりとした溶接が必要な厚い鋼には適切な溶込みが得られません。
- シールドガス: シールド ガスのボトルは、交換に時間がかかり、溶接中に邪魔になる場合があります。
- 金属の準備時間: MIG 溶接機で溶接する前に、良好な溶接を行うため、また安全のために、材料に錆や汚れがないことを確認してください。
MIG 溶接は何に使用されますか?
MIG/MAG 溶接は、薄板部品と厚肉部品の両方に適した用途の広い技術です。ワイヤ電極の先端とワークピースの間にアークが発生し、両方が溶融して溶融池が形成されます。ワイヤは、(ワイヤ先端のアークによる) 熱源と溶接接合部のフィラー メタルの両方の役割を果たします。
金属不活性ガス溶接は、一般的に大きくて厚い材料に使用されます。電極と充填材の両方の役割を果たす消耗ワイヤが使用されます。
TIG溶接に比べてはるかに高速であり、リードタイムの短縮と生産コストの削減につながります。さらに、習得が容易で、洗浄や仕上げをほとんどまたはまったく必要としない溶接を作成できます。ただし、溶接は TIG 溶接プロセスほど正確でも、きつくなく、きれいでもありません。
よくある質問 .
MIG 溶接とは?
金属不活性ガス (MIG) 溶接は、溶接ガンから加熱されて溶接プールに供給される連続ソリッド ワイヤ電極を使用するアーク溶接プロセスです。ガンは電極に沿ってシールド ガスを供給し、空気中の汚染物質から溶接プールを保護します。
MIG 溶接は何に使用されますか?
MIG/MAG 溶接は、薄板部品と厚肉部品の両方に適した用途の広い技術です。ワイヤ電極の先端とワークピースの間にアークが発生し、両方が溶融して溶融池が形成されます。ワイヤは、(ワイヤ先端のアークによる) 熱源と溶接接合部のフィラー メタルの両方の役割を果たします。
MIG 溶接のヒントは何ですか?
これらのヒントを実践することで、溶接の品質と耐久性が向上する可能性があります。
- クリーン、クリーン、クリーン
- 素晴らしいグラウンドを手に入れましょう。
- スティックを短くしてください。
- 両手を使う
- 溶接工の言うことを聞く
- アークを前面に出す
- ドライブ ロール、ガン ケーブル ライナー、コンタクト チップをワイヤ サイズに合わせる
- 押すか引く
ミグ溶接の方法
MIG 溶接は、連続したソリッド ワイヤ電極を溶接ガンから溶接プールに送り込み、2 つの母材を接合するアーク溶接プロセスです。シールドガスも溶接ガンを通して送られ、溶接プールを汚染から保護します。実際、MIG は金属不活性ガスの略です。
MIG 溶接用のガスは?
MIG (Metal Inert Gas) 溶接は、消耗ワイヤ電極とワークピースの間に電気アークが形成される溶接プロセスです。このプロセスでは、不活性ガスまたはガス混合物をシールド ガスとして使用します。アルゴンとヘリウムは通常、アルミニウムなどの非鉄金属の MIG 溶接に使用されます。
MIG 溶接は何に使用されますか?
MIG- すなわち、金属不活性ガス溶接は、一般に大きくて厚い材料に使用されます。電極とフィラー材料の両方として機能する消耗ワイヤを採用しています。 TIG 溶接に比べてはるかに高速であるため、リード タイムが短縮され、製造コストが削減されます。
MIG 溶接と TIG 溶接の違いは何ですか?
両者の違いは、アークの使用方法です。 MIG (金属不活性ガス) 溶接では、フィード ワイヤがガン内を絶えず移動して火花を発生させ、その後溶融して溶接部を形成します。 TIG (タングステン不活性ガス) 溶接では、長い棒を使用して 2 つの金属を直接融合します。
アーク溶接とミグ溶接のどちらが優れていますか?
スティック溶接は、より厚い材料に対してより優れた溶け込みを提供するため、MIG 溶接よりも強力であると主張する人もいます。ただし、MIG 溶接は、厚い金属にはそれほど効果的ではありませんが、優れた溶接を提供できます。また、薄い金属を良好な仕上がりで溶け落ちのリスクが少ない接合に適しています。
MIG 溶接は簡単ですか?
MIG 溶接は、電気を使用して金属片を溶かし、接合する素晴らしいプロセスです。 MIG 溶接は、溶接界の「ホット グルー ガン」と呼ばれることもあり、一般的に最も簡単なタイプの溶接の 1 つと見なされています。 学ぶ。
MIG と TIG のどちらが強いですか?
TIG 溶接は、MIG 溶接や他のアーク溶接方法よりもきれいで正確な溶接ができるため、強度が高くなります。とはいえ、溶接作業ごとに異なる方法が必要になる場合がありますが、TIG は一般に強度が高く、品質が高いため、作業で必要な場合は MIG または別の方法を使用する必要があります。
MIG 溶接の欠点は何ですか?
M.I.G.とM.A.G.S. Disadvantages
- Higher initial setup cost.
- Atmosphere surrounding the welding process has to be stable (hence the shielding gasses), therefore this process is limited to draught free conditions.
- Higher maintenance costs due to extra electronic components.
Should I learn TIG or MIG welding?
MIG is the faster method of welding, making it ideal for projects requiring higher production rates. Project size:The size of your project could determine which form of welding to choose. TIG welds are better for thinner metals and smaller projects because they produce precise and clean welds.
Can you weld stainless with a MIG?
Stainless steel can be welded with shielded metal arc welding (MIG), gas tungsten arc welding (TIG), and stick welding, and each of these processes will yield a slightly different result.
What is the easiest welder to use?
MIG welding is generally the easiest type of welding for a beginner to learn. MIG welders use a feed wire that runs through the machine at a preselected speed. This makes the process relatively fast and produces consistent welds.
Which is cheaper MIG or stick?
MIG. While stick welders are less expensive and more familiar for most farmers, stick welding does have its shortcomings in the modern shop. Stick welding thin materials may be difficult or impossible.
What type of welder should a beginner use?
MIG welders are among the best type for beginners, as they’re designed with a wire welding electrode on a spool that is fed at a pre-selected speed through a welding gun. As a semi-automatic or automatic process, gas metal arc welding (GMAW or MIG), is the easiest to learn.
Can I teach myself to MIG weld?
Anyone can learn MIG welding online, from your own home in a matter of hours. I’m being real with you here. All it really takes is investing a little money in a decent wire feed welder or a MIG welder and you’ll be completely on your way.
Can you teach yourself to weld?
Most people can learn the fundamentals of welding on their own to make basic fabrications and do common repair work by researching content from reliable sources and a lot of practice. However, if you have professional intentions, you cannot reach a high skill level fast enough without the guidance of experts.
Can MIG weld Aluminum?
It is possible, but it can be really hard and incredibly frustrating. Aluminum is a softer metal than steel and stainless, so trying to feed it through a torch lead becomes much more difficult because it bends easier. There are a few ways to combat this with your MIG torch.
What is the hardest metal to weld?
Aluminum is a metal that is very hard to weld due to its melting point, the conductivity of heat, and ductility.
Do you need gas for MIG welding?
“MIG,” short for metal inert gas, actually tells a lot about this method of welding. It actually requires gas for shielding:the gas involved in the welding process prevents the molten welding pool from interacting with the surrounding gases in the air.
Read Our Related Article
- What are Welding and Its types, process and position?
- What is Arc Welding?
- What is Welding Joint and its types?
- What is Spot Welding?
製造プロセス