


CNC ミル プログラム G91 G41 G43
CNC フライス加工プログラムの例は、G91 G41 G43 G コードの使用を示しています。
CNC ミル プログラム G91 G41 G43
CNC パート プログラム
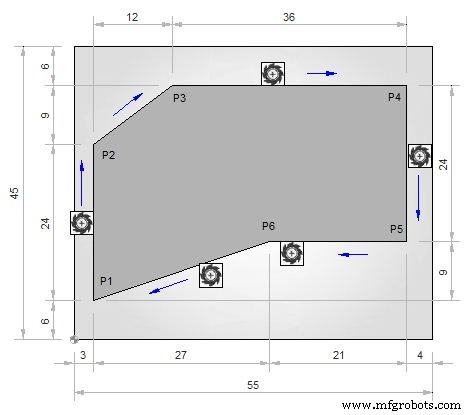
N05 G54 N10 M6 T1 G43 H1 M3 N15 S500 F120 N20 G0 X-22 Y-22 N25 Z-3 N30 G1 X3 Y6 G41 H2 (P1) N35 G91 X0 Y24 (P2) N40 X12 Y9 (P3) N45 X36 (P4) N50 Y-24 (P5) N55 X-21 (P6) N60 G90 X3 Y6 (P1) N65 G0 X-21 G40
G M S T コードの説明
| コード | 説明 |
|---|---|
| G00 | 早送り |
| G01 | 線形補間 |
| G40 | カッター補正キャンセル |
| G41 | 工具ノーズ R 補正左 |
| G43 | 工具長補正 + 方向 |
| G54 | ワーク座標系1選択 |
| G90 | 絶対命令 |
| G91 | 増分コマンド |
| M06 | 工具交換 |
| T | ツール |
| S | 速度 |
| F | フィード |
CNCマシン
- ファナック CNC プログラム例
- CNC M コード M00 プログラム停止
- CNC ミリング サンプル プログラム
- CNC ミル プログラミング アブソリュート インクリメンタル G90 G91 サンプル コード
- G81 穴あけサイクルでグリッド プレートを穴あけ – サンプル CNC プログラム
- CNC プログラム ブロック
- フル サークル CNC プログラム サンプル コードのミル方法
- CNC プログラムの作成方法
- Sinumerik 810 CNC ミル半径/面取りプログラムの例
- G91 インクリメンタル プログラミングを使用した CNC Mill プログラミング演習
- G41 G40 カッター半径補正 CNC ミル プログラムの例