工業製造

Mitsubishi Electric AutomationのC80シリーズCNCは、同社のMelseciQ-R自動化プラットフォームの生産性の向上とサイクルタイムの短縮を可能にします。ラックベースのC80は、CNC専用のCPUを備えており、コントロールのパフォーマンスを最大化します。 システムのCNC機能とドライブユニットは、高速で正確な加工を促進し、その高速システムバスは大容量のデータ通信を提供するため、生産性が向上し、サイクルタイムが短縮されます。 同社によれば、このシステムは、特に回転式ダイヤル機、複数のプロセスを使用する生産機、および自動車の移送ライン向けに設計されています。利点
Shop Floor Automations(SFA)のフロッピードライブの代替品であるOkuma Floppy Connectは、オークママシンのフロッピードライブコアを置き換えます。フロッピーエミュレータは、1つのUSBフラッシュドライブに最大100個のディスクを収めることができるため、ユーザーは1つのUSBスティックに数百のファイルを保存できます。 同社のLAN-USBConnectは、レガシーマシンにUSBポートとイーサネット機能を追加します。ユーザーはファイルをCNCデータサーバーにドラッグアンドドロップし、FTPプロトコルを介してイーサネット接続を使用できます。ドリップフィードは
KEB AmericaのS6サーボドライブは、リアルタイム通信、SIL3安全機能、または統合ブレーキ制御を必要とするサーボアプリケーションに適しています。ドライブは、誘導、PMサーボ、リニアまたはトルクモーターで動作するように設計されており、モーターの速度、位置、トルク、およびホーミングを管理します。 リアルタイムイーサネットインターフェイスは、既存のインストールへの統合を容易にします。 Profinetを含む複数のフィールドバス接続オプションが利用可能です。ドライブには、CANopenが搭載されており、2チャンネルのマルチエンコーダインターフェース、診断インターフェース、およびCiA 40
WireFreeCNCのExcellerantAPIユニバーサルデコーダーは、すべてのCNC工作機械コントローラーを接続する機能を提供し、企業が各マシンのデータをリアルタイムで監視および管理し、そのデータを企業のMESおよび/またはERPシステムに送信できるようにします。 デコーダーは、MTConnect、Fanuc Focas、OPC-UA、Haas MNET Q-Codes、その他のマシン制御接続プロトコル、およびレガシーCNCマシン上に構築されています。これにより、企業は受信する情報をカスタマイズしながら、システム間でリンクすることができます。これにより、製造会社は、ERPやME

RoboDKは、RoboDKとも呼ばれるロボットプログラミングソフトウェアの新しい無料のWebバージョンをリリースしました。同社は、このWebバージョンが、販売デモンストレーションを行うインテグレーター、ロボット自動化の新規ユーザー、および教育ユーザーにとって魅力的であると考えています。 「新しいソフトウェアの使用を開始するのは困難な場合があります」と、RoboDKのマーケティング責任者であるFloreCacheraは述べています。 「RoboDKのWebバージョンは非常に基本的であるため、すべてのユーザーが環境に慣れることができます。私たちの目標は、ソフトウェアをよりアクセスしやすくし、R

安全性の問題は、CNC環境の生産性に直接影響します。最適な生産性は、Gコードプログラムを3つの方法で安全に実行できる場合にのみ達成できます。まず、プログラムは、オペレーターが安全な環境で作業できるようにする必要があります。第二に、プログラムは、工作機械、ワーク保持装置、および切削工具にストレスがかかったり損傷したりしないようにする必要があります。そして第三に、プログラムは許容できるワークピースを加工する必要があります。オペレーターが負傷したり、機械やコンポーネントが損傷したりすると、生産性が低下し、ダウンタイムが発生します。部品を廃棄すると、時間が無駄になります。これらのいずれかを使用すると、

写真提供者:ゲッティイメージズ これは、コンピューター数値制御の重要な概念に関する10部構成のシリーズの最初の記事です。このシリーズのアプローチの概要については、この記事を読んでください 。 コンピューター数値制御の利点は何ですか? すべての形式のCNC工作機械が提供する最初の利点は、自動化の向上です。ワークピースの製造に関連するオペレーターの介入を減らすか、なくすことができます。多くのCNCマシンは、機械加工サイクル全体で無人で稼働できるため、オペレーターは他のタスクを実行できます。これにより、CNCユーザーには、オペレーターの疲労の軽減、人為的ミスによるミスの減少、各ワークピースの一
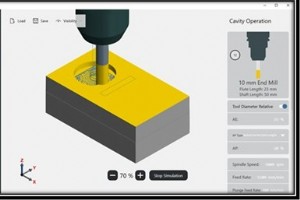
写真提供者:ModuleWorks ModuleWorksの次世代Shopfloorプログラミング(NGSP)ソフトウェアは、工作機械メーカーとCNCメーカーが自動タッチスクリーンプログラミングを独自のオンコントロールソリューションに組み込むことができるように設計されています。 このソフトウェアは、ModuleWorksツールパス計算およびシミュレーションテクノロジーに基づいて構築されており、CNCに直接統合されています。 NGSPは、工作機械のオペレーターがGコードプログラミングの深い知識がなくても、NCプログラムをすばやく構築、シミュレーション、および実行できるように設計されています。

CNCプログラムの成功は、その作成前に行われた準備の直接の結果です。準備の整っていないプログラマーは実行可能なプログラムを作成できるかもしれませんが、そのようなプログラムはエラーが発生しやすく、非効率的で、ユーザーにとって不親切であり、検証が困難です。準備手順をスキップすることで節約された時間は、ジョブがCNCマシンに到着したときに簡単に失われる可能性があります。 新しいプログラムを作成する前に完了する必要のある6つの計画手順は次のとおりです。 ステップ1:実行する機械加工操作を決定します。 単純なワークピースの場合、必要な機械加工操作を簡単に確認できる場合があります。しかし、複雑さが増す

カスタムマクロをCAMシステム内で正しく使用すると、安全性と品質を向上させることができます。写真:ゲッティ コンピュータ支援製造(CAM)システムとカスタムマクロの使用が実際に競合するアプリケーションがいくつかあります。たとえば、パーツファミリの場合、アプリケーションはいずれかの方法を使用して処理する必要がありますが、両方を使用することはできません。さらに、スレッドミリングやボルトサークルパターンなどの特定の固定サイクルアプリケーションでは、CAMシステムが必要なGコードコマンドを簡単に生成できるため、固定サイクルのカスタムマクロを使用することは不適切と思われることがよくあります。 製造業

パラメータは、すべてのCNC機能の設定を指定し、CNCには数百、場合によっては数千もあります。パラメータについて議論するとき、私は常にそれらをバックアップすることの重要性を繰り返します。 CNCを使用する人として、あなたはそうする責任があります。今日のCNCを使用すると、フラッシュドライブへのバックアップが簡単になるため、そうしない理由はありません。さらに、パラメータのバックアップをとることで、CNCに障害が発生した場合に、数日ではなくても数時間を節約できます。 ほぼすべてのCNC関連の問題には、パラメーター設定が含まれます。実際、マシンが何らかの形で誤動作している場合は、誤ったパラメータ設

CNC工作機械の精度は、負荷がかかっているときに、その軸がコマンドされたエンドポイントへの意図されたパスをどれだけ正確にたどることができるかとして定義します。私はその再現性を、1日を通して複数のサイクルでコマンドされたモーションを(再び負荷がかかった状態で)どれだけ正確に複製できるかと定義します。 これらは、動的精度と再現性の定義です。それらは、マシンビルダーの仕様とは異なる可能性があります。ビルダーの仕様は通常、静的な精度と再現性を示しています。つまり、関連する測定が行われるときに、マシンは機械加工操作を実行するサイクルではありません。 機械製造業者に公平を期すために、動的精度と再現性は
South Bend Lathe Co.は、Toolroomシリーズの一部としてTurn-X 16スピード旋盤を提供しており、Fagor ProKit 2軸デジタル読み出し(DRO)を備えています。旋盤の5.0/2.5 hp D1-5スピンドルは、高精度のスピンドルベアリングを使用し、2速、220 V、3相モーターで駆動されます。ベッドは精密に硬化され、粉砕されたミータナイト鋳鉄で構成されており、ベッド上でのスイングは14.17インチです。旋盤は、フットブレーキ、マイクロスイッチシャットオフ付きのチャック安全シールド、および調整可能なフィードロッドストップを備えています。引き出し式チップトレイ
サウスベンド旋盤のSB1049Fヘビー13ツールルーム旋盤は、ベッド上で13.38インチのスイングを提供し、センター間の距離は30インチです。 D1-5スピンドルは、3 hp、220 V、単相モーターで駆動されます。この機械は、精密に硬化および粉砕されたミーハナイト鋳鉄で構成されたサウスベンド3Vウェイベッド上に構築されています。高精度のスピンドルベアリングを備えています。引き出し式チップトレイを備えた完全なクーラントシステム。フルレングスの丸みを帯びたコーナースプラッシュガード。フットブレイク;マイクロスイッチシャットオフ付きチャック安全シールド。調整可能なフィードロッドストップ。 8速旋盤
GrizzlyのモデルG0768可変速旋盤は、50〜1,000 rpmの低範囲と100〜2,000rpmの高範囲の2つの範囲を提供します。旋盤は0.787スピンドルボアとMT#3テーパーを備えています。600W( 3 / 4 -hp)、110V単相10Aモーター。センター間の距離は153です。 ⁄ 4 、そしてベッドの上でスイングするのは8 1 ⁄ 4 「旋盤は、6〜44 TPIのインチねじと0.4〜3.0 mmのメートルねじを切断でき、左ねじを切断するための逆送りが装備されています。 標準装備には、2セットのジョーを備えた4 3ジョーチャック、リバーシブルジョーを備えた4
Ganesh MachineryのASLボックスウェイスラントベッドCNC旋盤は、効率的な金属除去と重い切削負荷のために設計されています。 4つのASLモデルが提供されています:ASL-8、ASL-10、ASL 15、ALS-20。 ASL-8は2.5スルーボアを備えた8、3ジョー油圧チャックを備えていますが、ASL-10は3スルーボアを備えた103ジョー油圧チャックを備えています。ベッドウェイでのスイングは20、サドルでのスイングは12.5で、どちらのモデルも回転長22と39で利用できます。 ASL-15は、4インチのスルーボアを備えた15インチの3ジョー油圧チャックを備えており、ベッドウ
Grizzly Industrial G0745マイクロメタル旋盤は、小さなワークピースを旋削するために設計されています。ベッド上で41/4インチのスイング、中心間の距離が6インチの旋盤は、ジュエリー、模型製作、趣味の用途に最適です。 コンパクトなマシンは、精密に研磨された鋳鉄製のベッド上に構築されており、14×5 1のフットプリントを提供します。 / 2 、ベンチトップでの使用を可能にします。心押し台の羽ペンの移動量は 7 / 8 そしてクロススライドの移動量は11 / 2 。単相110Vモーターは、150 W( 1 / 5 hp)、可変速スピンドルの範囲は100〜3
クラウジングから入手可能な、コルチェスターのエントリーレベルのトルネードエルシリーズの2軸および3軸CNCターニングセンターは、最小限のトレーニングで使用できるように設計されており、精度と信頼性が向上しています。ターニングセンターは、同社のTornado Tシリーズと同じモジュラープラットフォームを備えており、使いやすいFANUCOiTD制御システムと操作パネルを備えています。 スピンドルボアが42mmで最高速度が6,000rpmの7.5kWスピンドルモーターを搭載したコンパクトなEl2モデルから、スピンドルボアが82mmで4,000を生成するモーターが18.5kWのEL10モデルまで、8つ
エルゴシールはついていけませんでした。 3年前、イリノイ州キャロルストリームのメカニカルシールのメーカーは、通常の製品よりも複雑なシールを設計および製造する契約を獲得しました。このシールのアセンブリに含まれる3つの機械加工部品のうち、2つは、会社の工作機械でそれぞれ3つのセットアップ(2つの旋盤セットアップと1つのマシニングセンターセットアップ)を必要としました。 Ergosealは、この一連の操作で部品の品質ニーズを満たし、保持することができましたが、プロセスは遅かったです。顧客がこれらのシールの需要を大幅に増やしたとき、ビジネスの歓迎すべき急増であったはずのことは、代わりに警戒の原因
Hardinge GS 51旋盤は、コンパクトなデザインとコレット対応の主軸を備えており、耐久性とワークピースの精度が向上すると言われています。 A2-6 20C、15 hp(11 kW)スピンドルは、5,000rpmの範囲の速度を提供します。このマシンは2(51 mm)のバー容量を提供し、直径11.10(284 mm)、長さ17.95 (456 mm)のワークピースに対応します。チャックサイズは8です。 旋盤は、12ステーションの垂直ブロックタイプのタレットと、剛性と耐久性のために戦略的にリブが付けられたワンピースの鋳鉄、45度のベースを備えています。 X軸とZ軸のボールスクリュー、リニア
産業機器