工業製造

写真提供者:Exact Metrology 3D計測サービスプロバイダーでありハードウェア販売会社であるExactMetrologyは、イリノイ州モリーンの場所に大規模な座標測定機(CMM)を設置しました。 このマシンは高精度のCNCCMMであり、E0、MPE =(2.5 + 3 L / 1000)μmの最大許容誤差を保証すると報告されています。この機械では、測定の不確かさは最大30.2インチ(766 mm)の寸法公差の5分の1以内にとどまります。 Exact Metrologyは、より高い精度の仕様により、精度保証機能の点で有効な測定範囲が2倍以上になると主張しています。さらに、軸スケー

写真提供者:NCCS Corp. NCCS Corp.は、Connectテクノロジを備えたマシン制御ソフトウェアであるPostWorksConnectのリリースを発表しました。同社によれば、PostWorksは、ミル、旋盤、多目的機械など、さまざまな機械の正確なNCコードを生成するハイエンドのユニバーサルポストプロセッサです。 NCCS Corp.によると、このソフトウェアは、ユーザーフレンドリーなインターフェースと高度な機能を組み合わせて、マシンを完全に制御します。 PostWorks Connectの機能: 5軸以上の完全なサイクルサポート スケール、ミラーリング、平行移動、回転で出

ソディックのK4HLCNC小穴ドリルマシン ソディックの5軸K4HLCNC小穴掘削機とALGシリーズのリジッドリニアモーター駆動ダイシンカーEDMは、ソディック独自のリジッドリニアモーター制御技術を採用しており、卓越した精度とパフォーマンスを実現しています。 同社は、航空宇宙、医療、電子産業など、数千の小さな高精度の穴を高速で穴あけする必要があるアプリケーションには、5軸K4HLCNC小穴穴あけ機を推奨しています。 K4HLの電極チェンジャー、電極フィーダー、および自動ガイド変更設計により、複雑な部品の長時間の無人加工が可能になり、作業台へのアクセスが明確なコンパクトな設計は、完全自動ロ
Okuma America Corporationのコア製品ラインから選択されたマシンには、同社のAdvanced One Touch-Interactive Graphics Function(AOT-IGF)会話型プログラミングソフトウェアが搭載されています。 AOTを使用すると、ショップは、高度なトレーニングを受けたプログラマーを必要とせずに、セットアップ時間を短縮し、機械の生産性を高め、シンプルな部品設計を作成できます。 オンボードAOTを使用すると、グラフィカルユーザーインターフェイスが、必要な部品設計の材料タイプ、工具、プロセス、および切断動作を選択するプロセスを通じてオペレータ

フライス盤に残された目撃マークが、同じ送り速度を使用していても、直線運動と円運動の間で一貫していないことに気付いたことがありますか?フライス盤が内部アークを加工するときになぜチャタリングする傾向があるのか疑問に思ったことはありませんか?その理由は、フライスの中心線の円軌道半径のサイズと作業面の円軌道半径のサイズの違いに関連しています。 CNCは、切削工具の中心線パスのモーションレートを生成します。 10.0 ipmで2軸輪郭をフライス盤加工する場合、10.0ipmで移動するのは切削工具の中心線です。直線面(G01)をフライス盤で加工する場合、CNCは真っ直ぐな作業面を正確に10.0ipm

Hurcoは、オハイオ州でのHurcoCNCマシンの販売とサービスの独占販売代理店であるReynoldsMachineryを、北米でのHurco2020トップユニット販売賞を受賞しました。 「#1ディストリビューター賞を受賞できたことを非常に誇りに思います」とReynoldsMachineryの社長であるScottMaysは述べています。 「私たちはここレイノルズで競争力のあるグループであり、チーム全体が一年中非常に懸命に働いたので、勝利を収めるには多くのことを意味します!」 「ReynoldsMachineryの受賞式は、販売後のサポートとサービスに重点を置いているため、顧客に役立ち

以前、このコラムでは、一定の輪郭速度を目標とする場合に円運動を行うために必要な送り速度に関連する問題について説明しました。具体的には、除去された材料が加工中の輪郭の周りでバランスが取れている場合の内部アークまたは外部アーク(仕上げフライス盤およびニアネット-たとえば、形状)。フライスの中心線パスと作業面パスのサイズの違いにより、一定の輪郭速度を実現するには、外部の円運動では直線運動の送り速度を上げ、内部の円運動では直線運動の送り速度を下げる必要があります。 先月、円運動に必要な修正送り速度を決定する方法を示しました。ただし、関連する計算を手動で行うのは面倒です。特に、この手法を定期的に使用す

Methods Machine Tools Inc.は、シカゴテクニカルセンターをイリノイ州エルジンからイリノイ州ギルバーツに移転しました。電話番号や内線電話など、他のすべての連絡先情報は同じままです。 メソッドは、中西部の顧客サービスを拡大するために、より大きな施設に移転したと述べています。 「私たちは顧客中心のレンズを通してすべてを調べます」と、MethodsのシカゴテクニカルセンターのゼネラルマネージャーであるDonMillerは言います。 「Gilbertsへの移行により、Methodsは、世界クラスの顧客サービスとサポートを提供し続けるためのリソースを確保しながら、永続的な成長に

一部のプログラマーは、カスタムマクロを使用すると、複雑な機械加工操作の途中からプログラムを再起動することがより困難になると感じているため、使用を躊躇します。この懸念は、多くの場合、少しの計画で克服できます。実際、カスタムマクロを使用すると、プログラムを再起動して、切削工具の加工操作の途中から実行するのが簡単になる場合があります。 この記事の手法は、ウィスコンシン州カウカナにあるMidValleyIndustriesのChadKluthに触発されました。私は彼がボルトサークル穴加工カスタムマクロで別の問題を解決するのを手伝っていました。私たちの議論に関連しているので、ここに含めます。 Klu

ショップのCNCが使用できる最小の値はどれくらいですか? ほとんどのマシニングセンターとターニングセンターは、メートル法(ミリメートル)測定システムでは3箇所、インペリアル(インチ)測定システムでは4箇所の座標とオフセットデータを表示します。過去数日間、入力可能な最小値である最小入力増分は、CNCが使用できる最小値であるCNCの解像度と同じでした。 ちなみに、私はこの理由からメートル法での作業を提案することがよくあります。メトリックモードは、インペリアル測定システムよりも優れた解像度を提供します。 0.001 mmの測定値は、0.0001インチの半分未満です。実際には、0.001 mmは0

カスタムマクロを使用してプログラムした場合、カスタムマクロプログラムを呼び出す1つの方法は、G65コマンドを使用することです。ユーザーは通常、このコマンドをメインプログラムに入力し、カスタムマクロのプログラム番号(Pワードを使用)と、カスタムマクロに渡す一連の文字アドレス引数(変数)を指定します。 ラウンドポケット加工カスタムマクロを呼び出すには、次のコマンドを検討してください。 N050 G65 P1000 X5.0 Y5.0 Z0 D0.5 R0.75 F5.0 XとYは、ポケットの中心位置を指定します。 Zは、ミシンがポケットを作る面を示します。 Dは深さ、Rはポケット半径で

CNCマシンを適切に使用すると、柔軟性があり、生産性が高く、長持ちし、安全です。マシンの誤用やアプリケーションの取り扱いの誤りは、正反対の結果をもたらす可能性があります。 通常、最も悪質な違反は明白で回避しやすいはずですが、すべての重大な問題を簡単に見つけることができるわけではありません。ここに示されている問題は、オペレーターが見逃しがちであり、CNC環境に大きな問題を引き起こす可能性があります。 1。 CNC旋盤に間違った工具スタイルを選択する ほとんどの切削工具は、右側と左側のバージョンで利用できます。ツーリングスタイルの最も明白な影響はスピンドルの方向にありますが、荒削り、フェーシン

GlebarのDM-9CNCホイールドレッシングマシンは、グラインダーの生産中にオペレーターが砥石をドレッシングできるスタンドアロンマシンです。直径9インチおよび10インチのホイールで利用可能なこのマシンは、CNCを使用して、ビトリファイド砥石の精密な輪郭をドレスアップします。ユーザーは、CAD図面からGコードに希望の形状を転送できます。Gコードは、DM-9CNCが読み取ってホイールを形成します。または、ジオメトリを単純化するために、オペレーターは15インチのタッチスクリーンマンマシンインターフェイス(HMI)に表形式でドレスプロファイルを入力できます。 研削砥石をオフラインでドレッシングす

SchwäbischeWerkzeugmaschinenGmbH(SW)は、最近リリースされたCNC HMI、C | oneコントロールパネルにより、マルチタッチ機能や簡素化されたトラブルシューティングやプログラム管理などのユーザーエクスペリエンスの強化を導入しました。 C | oneのメインディスプレイは24インチで、マルチタッチサーフェスに触覚フィードバックを備えているため、実際のハードウェアボタンの感触を模倣し、誤操作を防ぎます。これにより、機能のブラインド操作も可能になります。インテリジェントなタッチセンサーは、水や汚れからの偶発的な入力を防ぎます。多機能の回転式ダイヤルにより、ハン

Tormach IncのxsTechルーターミルは、完全なCNC機能を備えたすぐに使用できる卓上システムであり、プラスチック、木材、アルミニウムを切断するための小さいながらも用途の広いCNCシステムです。 Tormachは、CNCの基礎を学ぶ学生に、すぐに実行でき、組み立てを必要としないxsTechを推奨しています。標準の120V壁コンセントに接続し、米国以外のお客様は230Vバージョンを利用できます。 xsTechには、10.4インチのタッチスクリーンPathPilotコントローラーを含むさまざまな機能が付属しています。キーボード、マウス、ジョグシャトル。 WiFiモジュール;電子ツール
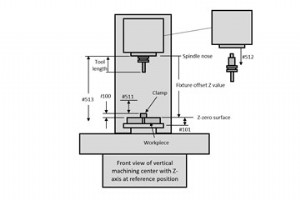
工具長補正により、プログラミングが簡素化され、セットアップおよび生産実行中の試加工とサイジングが強化されます。また、オフラインの工具長測定装置を使用して、切削工具の長さを組み立てて測定することもできます。 工具長補正は優れた機能ですが、いくつかの欠点があります。 工具長補正の欠点は何ですか? 1)切削工具は、プログラムされた切削条件を使用して加工するのに十分な剛性が必要です。2)切削工具は、工具交換中に障害物と衝突するほど長くなく、加工面の最深部に到達するのに十分な長さである必要があります。 一部の企業では、プログラマーは、許容可能な長さの範囲とともに、切削工具を組み立てるためのコンポー

製造は絶え間ない改善です。機械工場が品質を損なうことなく部品をドアから出す速度を改善するために一生懸命働いているように、OEMには、顧客の仕事を容易にするために製造装置の改善に専念する何千人もの人々がいます。この革新の急増において、最も一般的なアプローチは、問題に対する既存のソリューションを改善することです。5軸テーブルの剛性を高める、エンドミルの工具寿命を延ばす、または現在使用されているテクノロジーを改善することです。 しかし、その後、まったく新しいソリューションの試みも行われることがあります。 後者の例は、コベントリーアソシエイツのエキセントリックポジショニングシステムです。まったく

マザックは、信頼性の高い工作機械性能を実現する低コストのソリューションとして、3軸立形マシニングセンタのVC-Ezシリーズを発売しました。同社の新しいMazatrolSmoothEzCNCを搭載し、簡単な操作と迅速で簡単な設置のために最適化された同社のVC-Ezマシンは、人間工学の強化、安定した信頼性の高い部品処理、および長期的な信頼性を提供すると述べています。 VC-EzシリーズはVC-Ez20で発売され、まもなく小型のVC-Ez16と大型のVC-Ez26の両方が含まれる予定です。すべてのVC-Ezシリーズのマシンは、X軸とY軸の動きを備えたCフレーム設計を採用しています。移動するテーブル

工作機械技術の開発と進歩のための国家イニシアチブであるアメリカの最先端(ACE)は、IACMI(コンポジット研究所およびオークリッジ国立研究所)と共同でCNC機械加工トレーニングプログラムを開発しました。このトレーニングプログラムは、オンラインコースと(COVID-19条件が許す限り)オプションの1週間の集中的な対面トレーニングの機会で構成されています。 2021年春のオンラインコースは無料ですが、登録が必要です。トピックには、切りくずの形成、工具の摩耗、機械加工プロセス、機械加工装置、CNC機械加工、コンピューター支援製造(CAM)、およびワークホールディングをカバーする機械加工チュートリ
3ジョーチャックは、CNCターニングセンターで使用される最も使用されているワークホールディングデバイスの1つです。トップツーリング(通常はハードジョーまたはソフトジョー)をチャックのマスタージョーに取り付けるための2つの一般的な方法は、クイックチェンジシステムとTナットです。 ジョーの取り付け方法は何ですか? クイックチェンジシステムは、アタッチメントキーを半回転させるだけで各ジョーの取り外しと取り付けを簡単にしますが、セレーション間に大きなピッチ距離を残します。これは正確な顎の配置に問題を引き起こし、柔らかい顎を退屈させるときに多くの場合、より多くの材料を除去する必要があります。
産業機器