


MMF#5:3Dプリントパーツにコンポーネントを埋め込むためのガイド
Markforged Mechanical Features [MMF]は、Markforgedプリンターを使用した複合強化3D印刷の一般的な従来のエンジニアリング部品と機械的機能を設計するためのベストプラクティスを詳しく説明した一連のブログ投稿です。
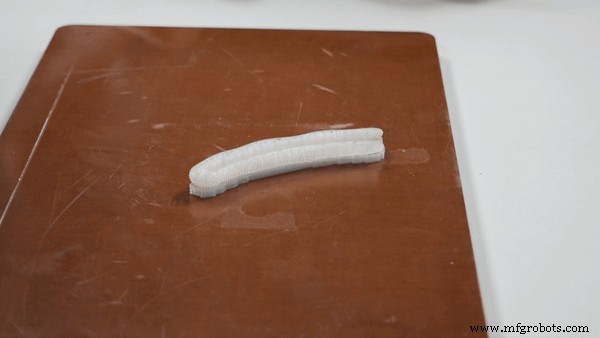
先週、工業用強度の3D印刷部品内で強力な接続を行う方法として、ナットのオーバープリントについて検討しました。この投稿では、さらに一歩進んで、パーツのさまざまなコンポーネントにさまざまな材料が必要な場合に、オーバープリントを使用してマルチマテリアルパーツを設計します。簡単な概要として、オーバープリントのプロセスはかなり単純です。印刷を開始し、途中で一時停止し、コンポーネントを3D印刷ジョブに埋め込んでから、印刷を再開して、埋め込んだコンポーネント上に3D印刷できるようにします。

これは、3D印刷部品に電子部品が埋め込まれた、より統合された製品を開発するために使用できます。また、目的の材料特性のために同じ部品に2つの材料が必要な場合に使用できます。または、以下で説明する場合は、大量のバッチを行う前に、より高価な製造プロセスで製造される部品のプロトタイプを作成するために使用されます。この投稿では、カスタマイズ可能なジョーと人間工学に基づいたグリップを備えた3Dプリントプライヤーのペアを設計しました。
このペンチには、硬いボディでありながら快適なグリップが必要でした。 Onyxはグリップとしては少し粗いですが、かなり硬いので(特に繊維補強を使用)、Onyxとグラスファイバーを使用してペンチの本体とペンチの顎を3D印刷し、快適で丈夫なナイロン3D印刷グリップを使用しました。
>
基本的にオーバープリント用の設計は、組み立て用の設計から分岐します。コンポーネントを簡単かつ迅速に組み合わせるにはどうすればよいでしょうか。印刷の途中でコンポーネントを埋め込む場合、印刷するには平面が必要であり、プリントヘッドが埋め込まれているパーツと交差してはならないため、オーバープリントの設計は、適切なキャビティの設計になります。そこで、コンポーネントが埋め込まれた部品のモデリングと3D印刷に関するガイドをご覧ください。
ボイドの設計:
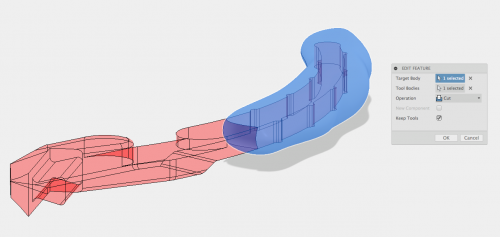
オーバープリント用に設計する場合、前述したように、ボイドにパーツを埋め込むことになります。パーツの設計を開始するときは、パーツを適切に埋め込むためにこれを知る必要があるため、パーツが最初から印刷される面を検討する必要があります。この部分では、ペンチの片側の本体をグリップに埋め込みたいと思います。これらの部品はすべてたまたま3D印刷されていますが、この場合はグリップだけが必要です。パーツをオーバープリントする場合は、印刷物に完全に収まるようにする必要があります。または、このペンチのセットの場合のように、パーツの一部を配置するだけでよい場合があります。その場合は、リブが必要になります。または、以下に示すように、パーツを拘束したままにする他の種類の機能。

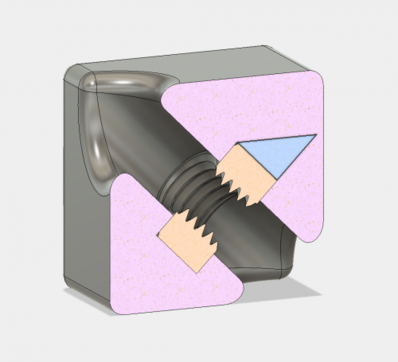
ボイドを作成するには、3D印刷する部分と埋め込む部分の両方の優れたCADモデルが必要です。ボイドの作成は、ブール演算を作成するのと同じくらい簡単です。3Dから埋め込む部分を差し引きます。印刷部分。埋め込むパーツの上端がフィレットまたは面取りされている場合は、3D印刷するパーツからこれらの機能を削除する必要があります。つまり、平らな天井が必要です。
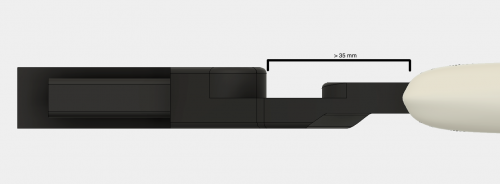
CADでは、ビルドプレートまたは押出機ヘッドと交差する埋め込みパーツの機能も確認する必要があります。埋め込んでいるパーツの一部がキャビティの上に突き出ている場合、ビルドプレートがそれに当たる可能性があります。これを説明するために、埋め込みするパーツの上面が平らであること、または押し出しが十分に離れているため、押し出しヘッドがそれに当たる可能性がないことを確認する必要があります。ゼロ調整と転位チェックを含む押出機ヘッド。 Mark Twoコンポジット3Dプリンターでは、プラスチックノズルはプリントヘッドの前面から約35 mmの位置にあるため、埋め込まれたパーツの特徴がプリントヘッドに当たる可能性があります。このような場合は、パーツの向きを次のように設定する必要があります。埋め込まれた部分がプリンタの前面に向かって突き出ていること。側面または背面から突き出ている場合、プリントヘッドがゼロになり、転位チェックが実行されるため、プリントヘッドがノックインする可能性が高くなります。たとえば、私が設計したペンチでは、グリップが印刷されるフラットよりもジョーが高くなっています。ジョーは、35 mmをわずかに超える位置で、押出機のヘッドをクリアするように間隔を空けて配置されました。
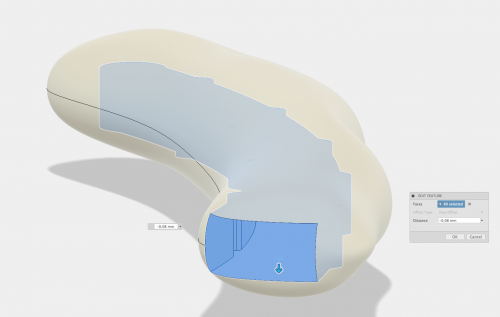
3D印刷部品を設計するときに覚えておくべき非常に重要なステップは、公差を考慮することです。ブール演算を実行した後、この部分が一時停止するレイヤーと同じ高さのサーフェスを確実に実現するために、各面をすべての面で約.08mmオフセットする必要があります。これは、キャビティの壁にも当てはまります。キャビティがわずかに小さすぎるためにパーツをキャビティ内に収めることができない場合は、新しいものを印刷しない限り、修正することはできません。後悔するよりも安全で、空洞を少し大きめに設計することをお勧めします。
上面が奇妙な形状の場合は、埋め込みパーツの上面にしっかりとフィットするように、キャビティに追加するセカンダリインサートを設計する必要があります。このプロセスは、先週の埋め込みナットのブログ投稿の後半で説明されており、他のコンポーネントにもまったく同じプロセスを実装できます。これを避けたい場合、これを回避する1つの方法は、挿入されたパーツの上にあるキャビティの天井を傾けることですが、その場合、コンポーネントは、そのジオメトリによっては、3Dプリントされたパーツ内で緩んでいる可能性があります。
>
通常、オーバープリント用にデザインするときは、サポート素材の使用を避けようとします。ただし、場合によっては設計が必要であり、それは問題ではありません。埋め込みコンポーネントに配置する前に、サポート材料をキャビティから簡単に取り外すことができます。
Eigerでの一時停止の追加:
Eigerの内部ビューメニューでは、選択したレイヤーの後に一時停止を簡単に追加できるため、3Dプリントされたコンポーネントにパーツを簡単に埋め込むことができます。空洞の屋根が印刷を開始する直前のレイヤーを見つけて、[レイヤーの後で一時停止]をクリックします。そのレイヤーで、一時停止に到達するのにかかる時間をメモし、それを使用して印刷をチェックインするタイミングを決定できます。仕事。

パーツにサポート材料が必要ない場合は、サポートをオフにすることをお勧めします。ただし、そうであれば、それで問題ありません。後で説明するように、それらを削除することができます。

パーツをビルドプレートに向けるときは、パーツのアクセス可能性に注意してください。パーツをすばやくポップして印刷を再開できるようにする必要があるため、パーツの向きを変えて、簡単にパーツにアクセスできるようにします。この部分は、ペンチの本体に簡単にスナップできるように、前面の一番上に配置しました。

パーツの追加:
パーツを印刷に追加するときは、タイミングと速度が重要です。 MarkforgedプリンターはFFF(Fused Filament Fabrication)マシンであるため、プラスチックは加熱、押し出し、および冷却されます。冷えるとわずかに収縮します。これにより、印刷を十分に長く一時停止すると、その平面での層の接着力が大幅に低下する可能性があります。パーツを印刷ジョブに配置するときは、このリスクを減らすためにできるだけ早くそれを実行する必要があります。 Eigerを使用すると、プリンターが一時停止する時期を見積もることができるため、時間どおりに表示され、プリンターが一時停止する時期に備えることができます。前に説明したように、設計の他の機能のためにサポート資料が必要になる場合があります。たとえば、このグリップは底面が複雑なため、サポートが必要です。私の場合、私が設計した隙間はサポートで埋められますが、問題はありません。これが発生した場合は、パーツを挿入する前にサポートを引き出すことができます。

次に、パーツをプリントに配置します。これが、公差が非常に重要である理由です。埋め込まれたコンポーネントが完全に同じ高さであるか、印刷が一時停止されているレイヤーの少し下にあることを確認する必要があります。少し持ち上げると、プリントヘッドが埋め込まれたコンポーネントにぶつかって印刷全体が台無しになるか、コンポーネントの上に印刷しようとしたときにフィラメントが詰まります。
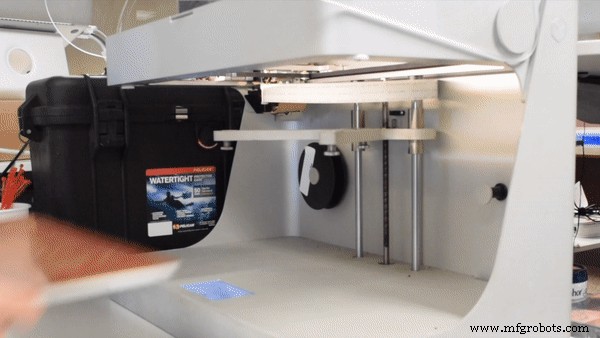
Markforged 3Dプリンターで印刷が一時停止すると、プリントヘッドが邪魔にならないように移動するため、ビルドプレートをプリンターから簡単に取り外して、パーツを追加できます。キネマティックに結合されたビルドプレートにより、続行したいときにプリントベッドが元の位置に戻ります。

Markforged 3D印刷部品ではないコンポーネントを追加する場合は、部品の上面に接着剤の層を追加する必要があります。この接着剤は通常、ビルドプレートの接着を助けるために印刷の開始時にビルドプレートに配置されます。このコンテキストでは、まったく同じ理由で使用しています。ナイロンはパーツの上面によりよく接着します。

そして、これらのうち2つを印刷し、ジョイントに小さなピンをはめ込んだ後、カスタマイズ可能で交換可能なジョーと人間工学に基づいたグリップを備えた3Dプリントプライヤーのペアができました!


これらを自分で作成したい場合は、次のファイルを使用してください。
ペンチとピンMFP(オニキスとグラスファイバーが必要)
グリップMFP(ナイロンが必要)
カスタムJAWMFP(ナイロンが必要)
プライヤーSTL
ピンSTL
グリップSTL
カスタムジョーSTL
その他のアプリケーション:
オーバープリントのアプリケーションは、他の方法では作成できなかった完全に統合されたアセンブリを作成できるため、広範囲に及びます。この例は、人間工学に基づいたグリップを作成するためにコンポーネントのセクションを埋め込むことを表していますが、コンポーネント全体を埋め込むこともでき、同じルールが適用されます。たとえば、最終的にオーバーモールドされるパーツのプロトタイプを作成したり、統合された電気機械システム用の電子機器が組み込まれたパーツを作成したりすることができます。隠されたナットやベアリングを3D印刷されたパーツに埋め込んだり、単一のプラスチック押出機3Dプリンターでマルチマテリアルビルドを作成したりすることができます。コンポーネントを3D印刷されたパーツにオーバープリントして埋め込むことを試した場合は、Twitter、Instagram、またはFacebookで共有してください!
3Dプリント