


最適なテクノロジーの選択方法:FDM、SLA、SLS

アディティブ マニュファクチャリング 材料寄与形成に基づく一連の製造技術全体を表すために使用される用語 .つまり、サブトラクティブ マニュファクチャリング (従来の CNC 機械加工法を含む) とは異なり、選択的な方法で正確な量の材料を層ごとに提供することによって部品を構築することに基づいています。
ただし、このカテゴリ内には、それぞれに長所と短所がある非常に異なる技術が多数あるため、それぞれのニーズに最適な技術を選択するには、その基本と限界を知ることが非常に重要です。
多くの技術と変種がありますが、業界内で最も一般的で広く普及しているのは次の 3 つです。
- 溶融材料の堆積 (FDM)
- 樹脂の選択的光重合(SLA)
- 選択的レーザー焼結 (SLS)
最も普及しているのは間違いなくFDMテクノロジーです。主にこの技術に基づく低コストの 3D プリンターの登場により、近年、SLA と SLS の両方の技術が定着しています . Formlabs などの企業 または Sinterit それぞれ SLA と SLS に基づく市場機器であり、非常に競争力のある価格で産業品質を実現できます。 これは、新しい素材の出現と相まって、現在、企業または専門家がいずれかの技術を選択することを困難にしています.
以下では、それぞれの主な特徴と、その違い、長所と短所について詳しく説明します。
溶融堆積モデリング(FDM)
最も人気のあるテクノロジーです。 .これは、溶融温度を超える熱可塑性樹脂であるノズルまたは「ノズル」からの押し出しに基づいています。押し出された材料がフィラメント ノズルを出ると、選択的に堆積され、層ごとに部品が形成されます。
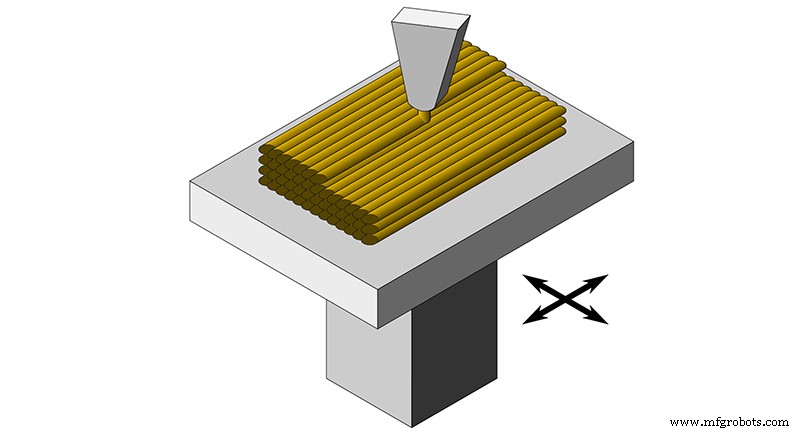
画像 1:FDM 印刷。ソース:commons.wikimedia.com
最も一般的ですが、印刷用のファイルのデザインと準備に関しては最も複雑です . 多くの場合、3D FDM 印刷の制限がデザイン自体を決定します そのため、一般的に、この技術を使用して部品を製造する場合、互換性を持たせるために部品を設計または再設計する必要があります。これは、3D プリントの目的が、後で他の生産方法を使用して生産されるモデルを検証することである場合、大きな問題になる可能性があります。
すべての制限の中で最も重要なのは、サポートを使用する必要があることと、機械的等方性を得ることができないことです。
溶融材料は空中に堆積することができないため、ブリッジやオーバーハングを直接印刷することはできません。このような場合、サポート構造を追加する必要があります。これは、部品がこれらのサポートを除去するために後処理を必要とし、接触領域の表面品質が影響を受けるという事実に加えて、より多くの材料と時間の費用を想定しています.
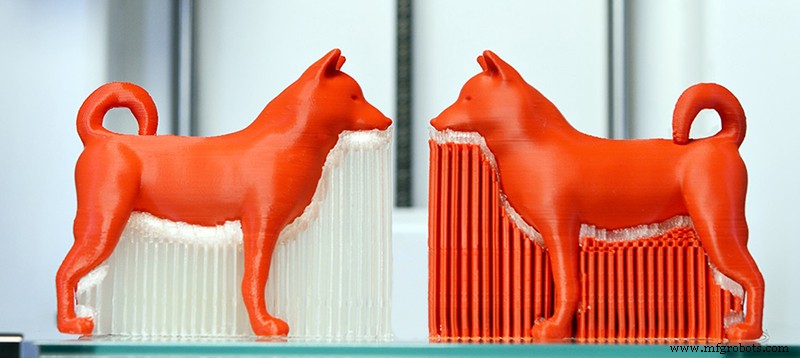
画像 2:サポート付きの印刷済みパーツ。出典:Simplify3D
メディアを使用することの欠点のいくつかを最小限に抑える 1 つの方法は、水溶性の素材を使用して印刷することです .これにより、それらの除去が容易になり、接触領域の表面品質が向上します。 これには、プリンターにダブル エクストルーダー システムが必要です BCN3D Sigma および BCN3D Sigmax プリンター用の IDEX システムや、Raise Pro2 3D プリンターに組み込まれた Bondtech ダブル押出機など。
動画 1:IDEX BCN3D システム。出典:BCN3D
一方で、以前の記事で説明したように、FDM を使用すると等方性パーツを取得できません。 、これは特定の機械的および構造的用途で大きな問題となります。
その他の重要な制限は、解像度が低く、許容度が高いことです .小径ノズルを使用すると、SLA または SLS に近い Z 解像度を実現できますが、XY 解像度は常にはるかに低くなり、使用する材料によって調整されます。 .これは、使用するノズルの直径によって解像度が決まり、すべての材料が小径ノズルに対応しているわけではないためです。
ただし、すべてがデメリットというわけではありません。 FDM 技術は、はるかに幅広い材料を低コストで提供します 、印刷量の増加に加えて また、さまざまなテクノロジー間の価格差は縮まっていますが、依然として最も安価なテクノロジーです。
<強い> 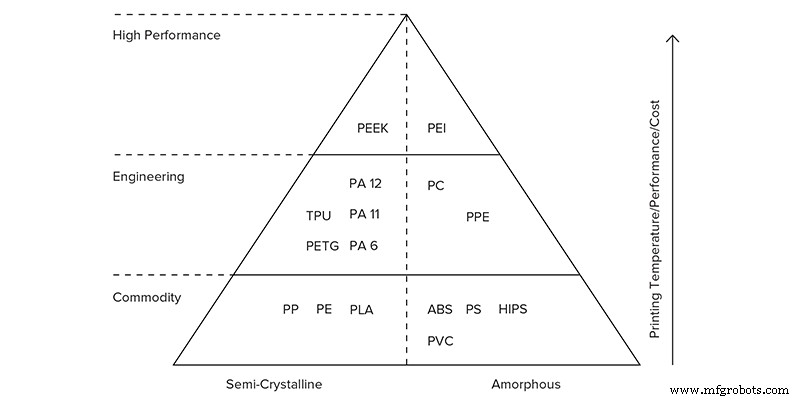
画像 3:3D FDM 印刷に使用できる主な材料のピラミッド。フェンテ:3dhubs.com
クリーンで安全な技術でもあります 印刷前の準備がほとんど不要 .これにより、あらゆる環境に配置でき、より広範な準備とクリーニング作業を必要とする SLA および SLS 印刷よりも即時性が高くなるため、初級から上級まで、あらゆるレベルの教育用途に最適なテクノロジーになります。
テンプレートやツール、中量のパーツ、または他のテクノロジーでは利用できない特定の材料を必要とするアプリケーションの印刷に理想的なテクノロジーです。
3D FDM プリントが大きな利点を提供するもう 1 つの分野は、建築モデルの制作です。 .一般に、このタイプのプロジェクトは、高い精度を必要としないかさばる部品で構成されています。これに加えて、Filamet、 Timberfill、Smartfil EP、または PLA Mukha などの材料を利用できるため、後処理を必要とせずに金属、木材、セラミック仕上げを作品に施すことができます。

画像 4:FDM による建築家の印象。フエンテ:Raise3D
立体造形(SLA)
これは、2 番目に一般的な 3D プリント技術です。 光硬化性樹脂のキュベットを層ごとに選択的に紫外線にさらすことに基づいています .この選択的な露出は、レーザー スキャン (SLA)、プロジェクター (DLP)、またはマスクされた LED (LED-LCD / MSLA) によって行うことができます。
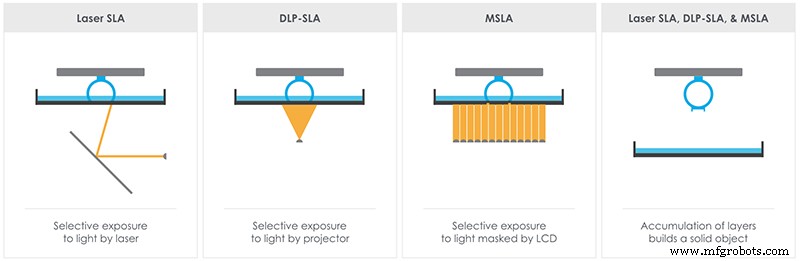
画像 5:SLA、DLP、MSLA の違い。出典:theorthocosmos.com
3D FDM 印刷と同様に、サポートが必要です 印刷後に除去する必要がありますが、3D SLA 印刷では現在、2 つの材料を同時に印刷することはできません。そのため、サポートを機械的に取り外す唯一の方法です。 .これは、この場合、ピースの表面も影響を受けることを意味します サポートとの接触があった領域で。

画像 6:SLA によって印刷された作品のサポート。出典:3Dhubs.com
3D FDM 印刷とのもう 1 つの基本的な違いは、熱可塑性プラスチックの代わりに熱硬化性ポリマーを使用することです。さらに、SLA 材料は FDM 材料よりも高価になる傾向があり、ある程度の毒性があります .これに加えて、ピースにはクリーニングと後処理が必要です
ただし、その強みは、3D SLA 印刷による高解像度と優れた表面仕上げです。一般に、すべての平面で最大 50 um の解像度を達成できます .
3D FDM プリンタに匹敵する大量の印刷量を持つ SLA プリンタがあるという事実にもかかわらず、一般的に 3D SLA プリンタは印刷量がかなり少ない傾向にあります。
高解像度と優れた表面仕上げが必要な小さな部品の印刷に最適です .現在、歯科および宝飾業界で最も人気のある 3D プリント技術です。 .これが、歯科およびキャスタブル樹脂の幅広いカタログを持っている理由です。

画像 7:SLA によって印刷された歯科モデル。出典:Formlabs.
選択的レーザー焼結(SLS)
おそらく最も知られていない技術です 、産業環境で最も古く、最も一般的なものの 1 つです。
これは、最近まですべての SLS 3D プリント機器が適切な設備を必要とし、機器と移植の両方のコストが高かったためです。近年、Lisa や Lisa Pro プリンタなどのデスクトップ形式の SLS プリンタが登場したおかげで、これは変化しましたが、実装時の取得コストは FDM や SLA システムのコストに近くなっています。この技術は熱可塑性部品と金属部品の両方の製造を可能にしますが、この記事の目的は 3 つの技術の違いを理解することであるため、3D SLS 熱可塑性印刷のみに焦点を当てます。
3D SLS 印刷は、レーザー スキャニング システムを使用して粉末材料の層を選択的に焼結することで構成されます。層が焼結されるたびに、ビルド デッキが下がり、リコーターと呼ばれる特別な装置が新しい粉末層を塗布します。
画像 8:SLS プリンターの回路図。出典:シンテライト。
この技術の主な利点は、サポートなしで印刷できることです。 . これにより、設計上の制約が他のどのテクノロジーよりもはるかに少なくなります 、後処理の大幅な簡素化に加えて
これは高精度と相まって 3D プリント SLA や FDM で得られるものよりも優れたレーザーによって達成されるため、コンポーネントを個別にプリントする必要なく、複雑なアセンブリを直接プリントできます。

ムービー 2:3D SLS 印刷を使用して直接製作された自転車シフト。出典:シンテライト。
もう 1 つの重要な利点は、SLS で造形されたパーツは密度が高く、等方性が高いことです。 機能モデルや試作品の製作に理想的な技術です。これらすべてと、優れた表面仕上げが相まって、 少量の最終製品の生産にも適しています .
SLS 3D プリンタには、3D FDM 印刷ほど幅広い互換性のある材料がありません 、ただし、さまざまな種類のナイロン、または TPE や TPU などの技術素材を使用する可能性 、ほとんどのアプリケーションをカバーできます。
ムービー 3:3D SLS 印刷を使用して TPU に印刷されたパーツ。出典:シンテライト。
すべての利点にもかかわらず、SLS 3D プリントの主な制限要因はビルド ボリュームです。 産業機器には FDM システムに見られるのと同様の大量のビルド ボリュームがありますが、SLS デスクトップ 3D プリンタのプリント ボリュームは SLA プリンタと同様です。
また、部品の後処理は焼結せずに余分な粉末を除去するための洗浄に限定されます 、SLS 3D プリンタには準備とクリーニングが必要なため、FDM 印刷よりも迅速に処理できません .
これらすべての特性により、このテクノロジーは業界標準になっていますが、 、その高いコストにより、中小企業へのアクセスが制限されています。近年、Lisa や Lisa Pro などの手頃な価格のデスクトップ SLS 3D プリンターが登場したことで、この状況は変化しています。そのコストは、FDM および SLA の同等のモデルよりもまだわずかに高くなっていますが、現在、いずれかのテクノロジーを選択する際にコストはもはや決定要因ではありません。
<強い> 
画像 9:Sinterit Lisa Pro。出典:シンテライト。
FDM、SLA、SLS の比較
3 つの技術を適切に比較するには、2 つのレベルで行う必要があります:特性の観点と、設計および製造上の制限の観点です。
各テクノロジーの主な特徴を以下に比較します:
特徴>特徴 | |||
|---|---|---|---|
| 機能 | FDM | SLA | SLS |
| 動作原理 | 溶融材料の押し出し | 樹脂の光重合 | 焼結微粒子 |
| 対応素材の種類 | 熱可塑性樹脂 | 光硬化樹脂 | 熱可塑性樹脂 |
| 対応素材の量 | 非常に高い | ミディアム | 低い |
| 材料価格 | 中 - 低 | 高い | ミディアム |
| 複雑さ | 高い | ミディアム | ミディアム |
| 即時性 | 非常に高い | ミディアム | 低い |
| 最小レイヤー解像度 | 0.1mm | 0.05 mm | 0.06 mm |
| XY の最大解像度 | 0.25mm | 0.05 mm | 0.08 - 0.08 mm |
| 精度 | 低い | ミディアム | 高い |
| アプリケーション | ラピッド プロトタイピング。 教育。 テンプレートとツールの製造。 | 細かいディテールのモデル。 宝石や歯科用のキャスタブル ネガ。 スプリント。 | 機能プロトタイプ. 短いシリーズ. テンプレートとツール. 整形外科コンポーネント. 医療モデル |
| アドバンテージ | 低価格。 即時性。 入手可能な材料 | 高解像度。 高品質の歯科および鋳造可能な材料 | サポートなしで印刷。 高品質のパーツ。 アセンブリを直接印刷。 高精度。 |
| 短所 | サポートを使用する必要があります。 収縮率の高い素材もあります。 | 材料費が高い。 印刷量が少ない。 | 印刷に時間がかかる。 印刷量が少ない。 |
次の表は、各テクノロジーの設計上の制限を示しています:
設計要件 | |||
|---|---|---|---|
| 機能 | FDM | SLA | SLS |
| オーバーハング | 45°からのサポートが必要 | 常にサポートが必要 | サポート不要 |
| 橋 | 10 mm 以上のサポートが必要 | サポートは必要ありませんが、推奨されています | サポート不要 |
| 最小肉厚 | 0.8mm | サポートされている壁で 0.5 mm サポートされていない壁では 1 mm | 0.7mm |
| 彫刻 | 幅0.6mm 高さ2mm | 0.4mm | 1mm |
| 穴の最小直径 | 2mm | 0.5mm | 1.5mm |
| 可動部品と接続部の許容範囲 | 0.5mm | 0.5mm | 可動部分で 0.3 mm 0.1 mm の接続 |
| 中空パーツの排気穴 | 不要 | 4mm | 5mm |
| 最小詳細サイズ | 2mm | 0.2mm | 0.8mm |
| 最小カラム径 | 3mm | 0.5mm | 0.8mm |
| 一般公差 | ±0.5%(下限±0.5mm) | ±0.5%(下限±0.15mm) | ±0.3%(下限±0.3mm) |
現在、Raise3D、Formlabs、Sinterit などのメーカーのプリンタなど、これら 3 つのテクノロジに基づくコンピュータが同様の価格帯で市場に出回っています。このおかげで、あるテクノロジーを実装するか別のテクノロジーを実装するかを決定する際の唯一の基準は、技術的な基準になります。
3D プリンターのニーズと用途を十分に評価して、どの技術が最も適しているかを判断し、投資から利益を上げることができるようにする必要があります。
3Dプリント