


鍛造欠陥の種類–原因と対策[画像付き]
この記事では、鍛造欠陥とは何かについて説明します。 、鍛造の欠陥の種類 そして彼らの原因は何ですか および削除する方法 それらの欠陥。
欠陥とは何ですか?
欠陥 特定のしきい値を超える欠陥です。つまり、該当する仕様で指定されている許容値よりも小さいため、真の「欠陥」とは見なされない欠陥が存在する可能性があります。 欠陥 金属部品では、鍛造部品の重大な要素を提供するため、非常にコストがかかります。
鍛造欠陥とはどういう意味ですか?
鍛造欠陥 鍛造会社のために広く議論されており、当然彼らに注意を引くことを躊躇しています。鍛造欠陥には、出発材料まで追跡可能なものから、クローズドダイ鍛造プロセスまたは鍛造後の操作によって引き起こされるものまで、さまざまな種類があります。
以下の情報は、多くの鍛造工場で一般的なクローズドダイ鍛造操作またはポスト鍛造操作に起因する鋼鍛造品の一般的およびあまり一般的ではない欠陥に関するものです。このセクションの目的は、読者にこれらのさまざまな欠陥、それらが鍛造性能にどのように影響するか、そして将来の鍛造生産でそれらを排除する方法を理解することです。
鍛造欠陥の種類
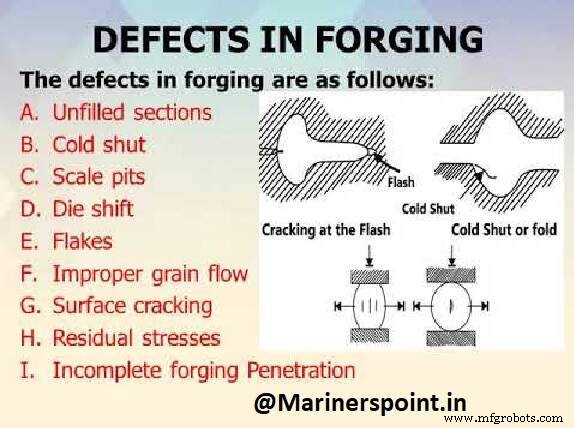
鍛造の欠陥は次のとおりです:-
- 未記入のセクション
- コールドシャット
- スケールピット
- ダイシフト
- フレーク
- 不適切な穀物の成長
- 不適切な鍛造浸透
- 表面のひび割れ
- 鍛造における残留応力
1。埋められていないセクション
このタイプの鍛造欠陥では、鍛造セクションの一部が未充填のまま 。これは、ダイの設計または鍛造技術が不十分なためです。これは、原材料の不足または不十分な加熱が原因である可能性もあります。この欠陥は、適切な金型設計、原材料の入手可能性、および加熱によって取り除くことができます。
2。コールドシャット
コールドシャット 角に小さな亀裂があります。鍛造におけるこれらの欠陥は、鍛造ダイの設計が不十分な結果として発生します。また、鍛造工程での鋭い角と過度の冷却が原因です。これらの欠陥を取り除くには、ダイのフィレット半径を大きくする必要があります。
3。スケールピット
これらの鍛造欠陥は、不適切なクリーニングの結果として発生します。 鍛造された表面の。スケールピットは、屋外鍛造で一般的です。それは鍛造面に不規則な代理を引き起こします。この欠陥は、鍛造された表面を徹底的に洗浄することで回避できます。
4。ダイシフト
ダイシフト 鍛造欠陥は、上型と下型が整列していない場合に発生します。その結果、製品の寸法がずれます。ダイが適切に位置合わせされると、欠陥は回避されます。これは、ワークピースの半分を上型に、残りの半分を下型に配置して、両方の部分が一致するようにすることで実現できます。
5。フレーク
不適切な冷却の結果として内部亀裂が形成されます 鍛造製品の。鍛造品が急速に冷えると、これらの亀裂が一般的に形成され、鍛造品の強度が低下します。この欠陥は、適切に冷却することで修正できます。
6。不適切な穀物の成長
鍛造におけるこれらの欠陥は、不適切な金属の流れの結果として発生します。 鋳造中。これにより、製品の事前定義された結晶粒構造が変化します。適切なダイ設計で取り外すことができます。
7。不適切な鍛造貫通
この欠陥は、不完全な鍛造が原因で発生します 。それは軽いまたは急速なハンマーの打撃によって引き起こされます。この欠陥は、適切な鍛造プレス制御を使用することで解消できます。
8。表面のひび割れ
表面のひび割れは、冷たい表面での作業の結果として発生します。この欠陥の結果として、多くの亀裂がワークピースに現れます。この欠陥は、適切な動作温度制御を維持することで解決できます。
9。鍛造における残留応力
これらの鍛造欠陥は、不適切な冷却の結果として発生します 鍛造部分の。このタイプの欠陥の主な原因は、過度の急速冷却です。これは、鍛造部品をゆっくりと冷却することで解消できます。
これらはすべて、鋼の鍛造欠陥の主なタイプです。
鍛造欠陥の原因
鍛造の一般的な欠陥は、次のように多かれ少なかれ塑性成形された金属に見られます。
1。 汚れやスラグ、ブローホールなどの溶解方法に起因する欠陥。
2。 継ぎ目、配管、亀裂、スケール、または表面不良や偏析などのインゴットの欠陥。
3。 焼けた金属、脱炭、フレークなどの鍛造品の不適切な加熱と冷却に起因する欠陥。
4。 継ぎ目、ひび、ラップなどの不適切な鍛造に起因する欠陥。
5。 鍛造設計に欠陥があります。
6。 ダイの設計に欠陥があります。
7。 金型内の金属の不適切な配置により、鍛造の不一致が発生します
鍛造欠陥の除去
この鍛造欠陥を回避するために、操作中に注意を払う必要があり、鍛冶屋は鍛造の経験が必要です。鍛造品の欠陥は次のように取り除くことができます:
1。 浅い亀裂や空洞は、鍛造プロセス中に空気圧チゼルまたはホットセットを使用して冷間鍛造から削り取ることで取り除くことができます。
2。 特殊な機械で研削することにより、重要な鍛造品から表面の亀裂や脱炭部分を取り除きます。また、ワークピースが過熱、脱炭、過熱、および燃焼していないことを確認するように注意する必要があります。
3。 金型の設計は、鍛造の欠陥や最終的な損傷を損なう可能性のあるすべての関連する重要な側面を考慮して適切に行う必要があります。
4。 鍛造品のパーティングラインは、ミスマッチを避けるために1つの平面に配置する必要があります
5. 破壊された鍛造品は、可能であればプレスでまっすぐにされます。 。 6。 金属の機械的特性は、鍛造してファイバーラインを修正することで改善でき、最後に、ワークピースの加熱と冷却によって発生した内部応力は、アニーリングや正規化によって除去されます。
これらはさまざまなタイプの鍛造欠陥でした 鍛造プロセス中に一般的に観察される治療法。また、鍛造の欠陥の原因についても話し合いました。 およびそれらを削除する方法 。この記事が気に入っていただけたら幸いです。以下のコメントセクションでフィードバックをお寄せください。
鍛造の一般的な6つの欠陥は何ですか?
鍛造欠陥には、出発材料まで追跡可能なものから、クローズドダイ鍛造プロセスまたは鍛造後の操作によって引き起こされるものまで、さまざまな種類があります。鍛造欠陥の一般的なタイプには、未充填セクション、コールドシャット、スケールピット、ダイシフト、フレーク、不適切な結晶粒成長、不適切な鍛造浸透、表面亀裂、鍛造の残留応力が含まれます。
不適切な鍛造が原因で発生する欠陥は次のうちどれですか?
a)縫い目
b)亀裂
c)ラップ
d)言及されたすべて
回答: d
説明: 継ぎ目、ひび割れ、ラップは、不適切な鍛造方法が原因で発生する欠陥です。
産業技術