


キャスティングの欠陥:タイプ、原因、および対策
この記事では、キャストの欠陥とその原因および解決策について学習します。欠陥は、あらゆるエンジニアリングプロセスで一般的な現象です。欠陥を引き起こすプロセスにはそのような制限があります。適切な設計と成形により、欠陥のない鋳造が可能になりますが、制御上の制限と人間の干渉により、一般に欠陥が発生します。作業を適切に支援することで、鋳造の欠陥を最小限に抑えることができます。一般に、適切な鋳造製品にもいくつかの欠陥があるため、これらの欠陥を最小限に抑えるために鋳造業界で研究が行われています。これらの鋳造欠陥は、超音波検査、X線検査、磁粉探傷試験、ダイ貫通試験などの非破壊検査方法で見つけることができます。今日は、いくつかの一般的な鋳造欠陥、その原因、およびその解決策を指摘します。
キャスト欠陥の種類:
これらの欠陥は、3つの主要なカテゴリに分類できます。1.ブローホール:
鋳物の表面や内部に発生するガス穴やガスキャビティです。これは、換気が不十分なためにガスが鋳物に遮断されたためです。ほとんどの場合、それは楕円形のガス穴の円形を作る表面で発生します。これらの欠陥は、表面の機械加工後に見られます。これらの欠陥は、不適切な通気システム、過剰なガスまたは水分の含有、および砂の浸透性の低さと砂の高温が原因で発生します。また、金属の注入温度が低いためです。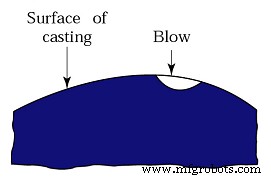
2.傷跡:
傷跡は一般に平らな面で発生し、砂の不適切な通気または浸透性が原因です。打撃は金属の薄い層で覆われています。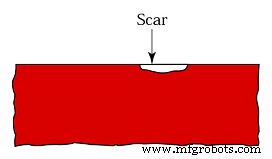
3.かさぶた:
これは、砂含有物のスラグ含有物としても知られています。これはキャスト内のスラグのように見え、一般的に一点で発生しないため、修復が非常に困難です。この欠陥は、一般に、金型またはコアの欠陥、成形材料または砂の結合強度の低さが原因で発生します。また、砂の浸透性が低いためです。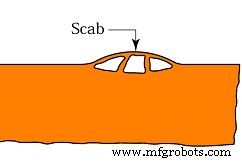
4.ペネトレーション:
この欠陥は、溶融金属の流動性が高い場合に発生します。金型が多孔質で、溶融金属に耐えるのに十分な強度がない場合、この欠陥が発生します。液体金属が型に浸透し、砂と混ざります。これにより、鋳造面が不均一になります。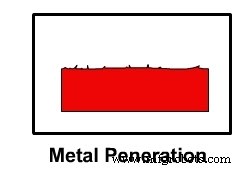
5.コールドシャット:
一般的に発生する基本的な欠陥です。これは、溶融金属が2つの異なる経路を流れるときに発生します。溶融金属の2つの流れが接触して固化すると、完全に混ざり合う前に、それらの間に気泡が形成されます。この現象はコールドシャットとして知られています。コールドラップとも呼ばれます。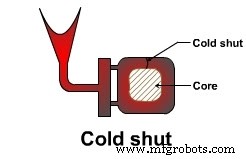
6.不一致:
コープとドラッグのミスマッチによる不具合です。シフトとも呼ばれます。モールドシフトと呼ばれる抗力に対するコープシフトと、コープシフトと呼ばれるドラッグシフトの場合。これは、溶融金属の弾力性、ボックスピンの緩みなどによるものです。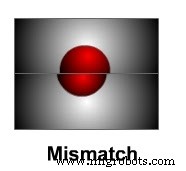
7.ミスラン:
ミスランは、金型を適切に充填する前に鋳造材料が固化する現象です。この結果、空洞の充填が不完全になります。これは、壁の厚さが薄すぎる、ゲートシステムが不適切である、注入が遅い、パターンが損傷している、溶融金属の流動性が低いことが原因です。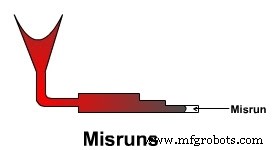
8.ホットティア:
鋳物が破片に分離していないため、通常、高温の裂け目や亀裂は見えません。これは、不均一な冷却と悪寒の不適切な位置が原因で発生しています。これは通常、突然のセクション変更で発生します。これは、鋳造物の凝固中に、固体部分が引張力に耐えるのに十分な強度を持たない場合に発生します。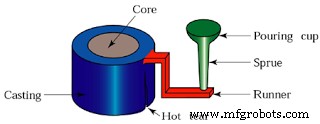
9.収縮:
この欠陥は、一般に、凝固中の体積収縮中に発生します。これは、液体金属が体積収縮を補償するのに十分でない場合に発生します。これは、ライザーのサイズが不十分である、鋳造物の方向が不適切に凝固している、悪寒またはゲート内の位置が不適切であることが原因です。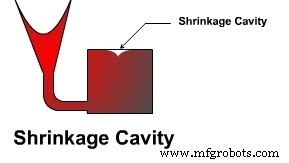
10.バックル:
鋳造面に不均一な線が形成されることをバックルと呼びます。溶湯の熱により砂面の破損や砂面の膨張が発生します。11.ピンホール:
ピンホールはブローホールと似ていますが、サイズが小さくなっています。これらは通常、表面または表面下に多数存在します。これは、ガスの換気が不適切で、成形材料の透過性が低いためです。12.反り:
鋳造物の異なる部分の凝固速度が異なるために凝固中または凝固後に発生するのは鋳造物の欠陥または変形であるため、隣接する壁に応力が発生し、これらの領域が反ります。13.スウェル:
この欠陥は、液体金属の圧力によって金型に金属が流れるときに金型の強度が不十分であるために発生し、金型キャビティの壁が損傷します。また、パターンの剛性が不十分であるため、突っ込み圧力や空洞の壁の損傷に耐えることができません。
製造プロセス