


ジグと備品:タイプ、部品、利点、アプリケーションなど。
この投稿では。 ジグとフィクスチャとは何かを学びます および使用方法 ?および定義、パーツ &さまざまなタイプのジグとフィクスチャ 動作原理 また、この投稿のPDFファイルをダウンロードすることもできます。
ジグと備品
ジグと備品 は、同一部品の割合を増やし、これらの部品を製造するために必要な人的労力を削減するのに役立つ装置です。センター旋盤は、さまざまな形状やサイズの個々の部品を製造するのに適した工作機械であることがすでに強調されています。同様の記事を大量に生産することは経済的ではありません。
これに対して、キャプスタンとタレット旋盤は、複数の冷却装置を備えているため、繰り返し作業に簡単に適合させることができ、横方向のストップを使用すると、生産速度が向上します。
ただし、すべてのタイプのオブジェクトをキャプスタンまたはタレット旋盤で加工することはできず、穴あけ、フライス盤、計画、研削盤などを使用する場合があります。このようなオブジェクトを大量に同じ形状とサイズで製造する場合は、適切です。繰り返し作業を行うことができるように、デバイスは保持と位置特定の目的で使用する必要があります。これらのデバイスはジグとフィクスチャです。
ジグとは何ですか?
ジグは、ワークピースを保持および配置し、1つまたは複数の切削工具をガイドおよび制御するデバイスとして定義できます。ワークの保持とツールのガイドは、それらが相互に真の位置に配置されるようになっています。
構造上、ジグは、金属製のプレート、構造、ボックス、または場合によっては非金属製のボックスで構成され、コンポーネントを次々に同じ位置で処理し、ツールをワークの誤った位置に誘導します。図面、仕様、または操作レイアウトに従ってください。
フィクスチャとは何ですか?
フィクスチャは、検査中または製造操作のためにワークピースを保持および配置するデバイスです。フィクスチャはツールをガイドしません。
構造上、フィクスチャは、デバイスを保持する別の標準または特別に設計されたワークで構成され、ワークを所定の位置に保持できるマシンにクランプされます。ツールは、ゲージを使用するか、手動で調整することにより、作業上の必要な位置に設定されます。
また読む:7種類の旋盤機械チャック。
ジグとフィクスチャの主な要素
ジグとフィクスチャの主な要素は次のとおりです。
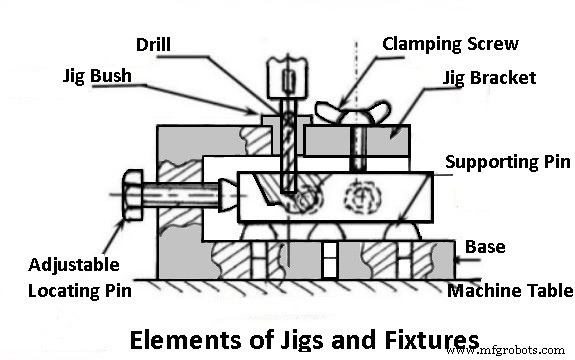
本体: これは、機械加工されるコンポーネントが配置されるプレート、ボックス、またはフレームタイプの構造です。非常に頑丈で剛性が高いはずです。
要素の検索: これらの要素は、切削工具に対して適切な位置にワークピースを配置します。
クランプ要素: これらの要素は、ワークピースを所定の位置にしっかりと固定します。
研磨と設定の要素: これらの要素は、ジグの場合は切削工具をガイドし、固定具の場合は適切な工具の動作を支援します。
ポジショニング要素: これらの要素には、ジグまたは固定具を機械の適切な位置に固定するために使用されるさまざまなタイプの固定装置が含まれます。
インデックス要素: それらは常に提供されるわけではありません。ただし、さまざまな表面またはさまざまな場所で機械加工操作を実行するには、多くのワークピースをさまざまな位置にインデックス付けする必要がある場合があります。このような場合、これらの要素をジグまたはフィクスチャに組み込む必要があります。
また読む:キャプスタンとタレット旋盤
ジグと備品の種類 :
ジグの種類
以下は7種類のジグです。
- テンプレートジグ
- プレートジグ
- チャンネルジグ
- 直径ジグ
- リーフジグ
- リングジグ
- ボックスジグ
テンプレートジグ
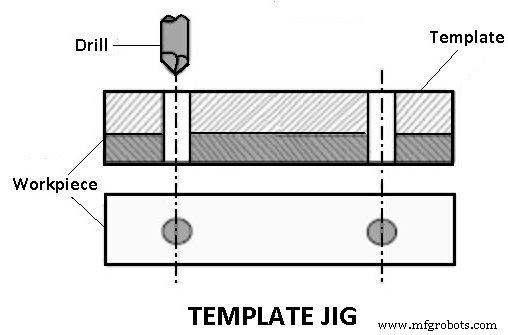
テンプレートジグは、すべてのタイプの中で最も単純です。所望の位置に穴を有するプレート2は、ドリルされる構成要素1に固定されるaとして機能する。ドリル21は、テンプレート2のこれらの穴を通って案内され、必要な穴は、テンプレート上と同じ相対位置でワークピースにドリル加工される。テンプレートジグを図に示します。
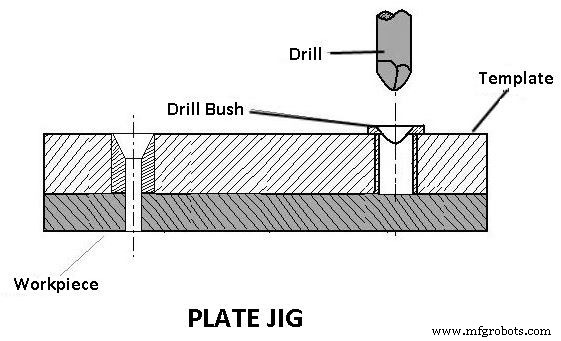
プレートジグ
- 固定具はワークを保持して配置しますが、ツールをガイドしません。ジグはツールを保持し、配置し、ガイドします。
- 固定具は構造が重く、機械のテーブルにしっかりとボルトで固定されています。一方、ジグはより迅速な取り扱いのために軽量化されており、テーブルでクランプする必要がないことがよくあります。
- フィクスチャは、フライス盤、研削、プレーニング、または旋削加工の作業を処理するために使用されます。一方、ジグは、特に穴あけ、リーマ加工、またはタッピング操作で、作業を保持し、工具をガイドするために使用されます。
プレートジグは、テンプレートにドリルブッシュを組み込むことでテンプレートジグを改良したものです。プレートジグは、大きな部品に正確な間隔を保ちながら穴を開けるために使用されます。
チャンネルジグ
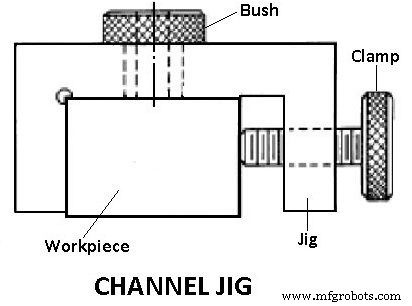
チャンネルジグを図に示します。チャンネル状の断面を持つシンプルな治具です。コンポーネント1はチャネル4内に取り付けられ、刻み付きノブ5を回転させることによって配置およびクランプされます。ツールはドリルブッシュ3を介してガイドされます。
直径ジグ
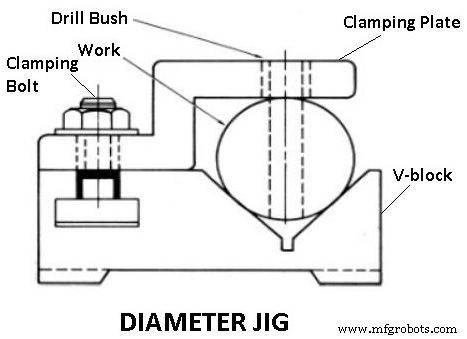
径治具を図1に示します。円筒形または球形のワークピースに放射状の穴を開けるために使用されます。ワーク1は、固定されたVブロック6上に配置され、次に、ワークを配置するクランププレート7によってクランプされる。ツールは、ワークとともに放射状に設定されたドリルブッシュ8を介してガイドされます。
リーフジグ
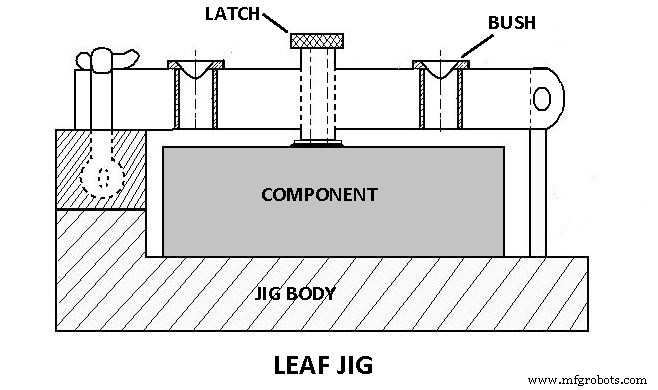
リーフジグは上図に示されています。それは、11で本体に蝶番を付けられた葉またはプレート13を有し、そして葉は、積み込みまたは積み込みの目的のために、ワーク上で開閉され得る。ワーク1はボタン10のそばにあり、止めネジ12でクランプされています。ドリルブッシュ3が工具をガイドします。
リングジグ
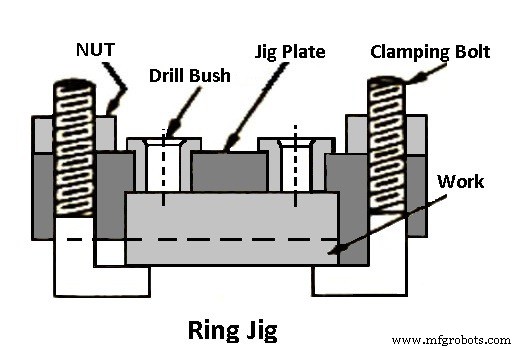
リングジグは上図のようになっています。円形フランジ部品に穴を開けるために使用されます。ワークはドリル本体にしっかりと固定され、ツールをドリルブッシュに通して穴を開けます。
ボックスジグ
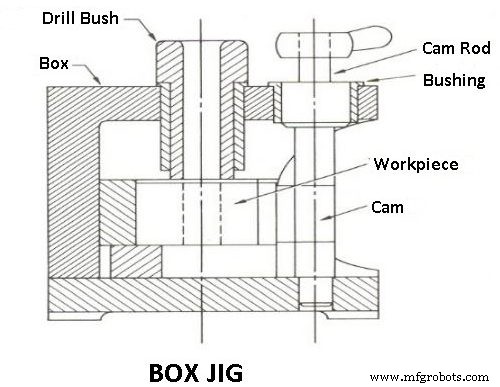
ボックスジグは上図に示されています。それは、構成要素がボタン18によって配置される箱状の構造である。ワーク1は、それを配置するカムハンドル19を回転させることによってクランプされる。ドリルブッシュ3が工具をガイドします。ボックスジグは通常、コンポーネントにさまざまな角度から多数の穴を開けるために使用されます。
備品の種類
以下は10種類の器具です:
- 旋削器具。
- フライス盤。
- ブローチ器具。
- 研削器具。
- 退屈な備品。
- インデックスフィクスチャ。
- タッピングフィクスチャ。
- デュプレックスフィクスチャ。
- 溶接器具。
- アセンブリフィクスチャ。
備品 通常、それらが設計および採用されている機械加工操作のタイプにちなんで名付けられます。
旋削器具
センター間とマンドレルまたはフェースプレート上で、チャックやコレクトなどの標準的なジョブ保持装置の旋盤で通常のワークピースを保持するのは非常に簡単です。しかし、不規則な形状のコンポーネントは、それらを正しく保持するのに多くの困難をもたらします。
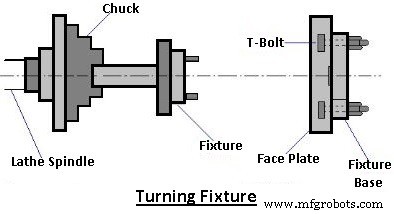
単純な奇妙な形状のジョブは、たとえば4ジョーチャックのジョーを適切に調整するか、成形されたソフトジョーを使用することによって、チャック内で保持することもできます。ただし、複雑な形状のワークピースは、必ず旋削固定具を使用して所定の位置に保持する必要があります。これらの固定具は通常、機械のスピンドルのノーズまたはフェースプレートに取り付けられ、ワークピースがそれらを保持します。
フライス盤
これらの固定具は、ワークピースに対してさまざまなフライス盤操作を実行するためのフライス盤で使用されます。固定具は機械のテーブルに適切に配置され、ボルトとナットで所定の位置に固定されています。
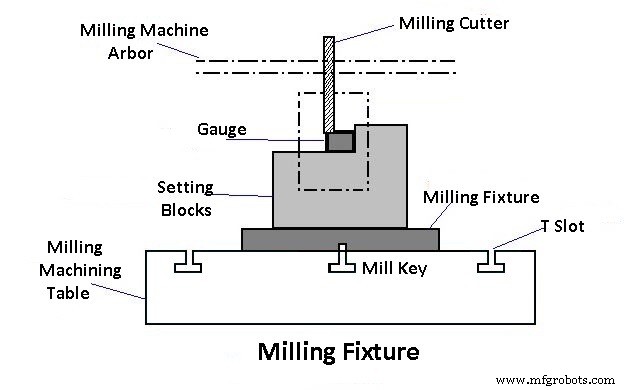
テーブルがシフトされ、カッターに対して適切な位置に設定されます。ワークピースはフィクスチャのベースに配置されておらず、操作を開始する前にクランプされます。
関係する切削抵抗は非常に高く、断続的であるため、クランプ要素。機械テーブル上の固定具の適切な配置は、通常、固定具ベースの下にある2つのほぞの助けを借りて達成されます。これらのほぞは、必要な場所を提供するためにテーブルのTスロットに入ります。その後、固定具ベースをTボルトとナットでテーブルに固定できます。
ブローチ器具
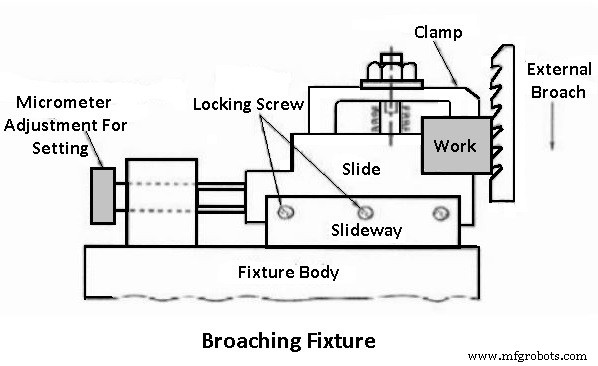
これらの固定具は、キー溝
研削固定具
研削盤では、操作中にワークピースの位置を特定、保持、およびサポートするために、いくつかの異なる形式の固定具が使用されます。これらの固定具は、チャック、マンドレル、成形ジョー付きチャック、磁気チャックなどの標準的な作業保持装置である可能性があります。
例えば;回転台を備えた垂直面グラインダーは、通常、回転台に固定具が固定されています。同様に、プレーンまたはストリングフィクスチャは、往復テーブルを備えた表面グラインダーに提供することができます。ドリル研削アタッチメントは、ドリル形状の研削に使用される標準的な固定具の明白な例です。
研削作業用に設計された固定具のタイプが何であれ、冷却剤の供給と排出、ホイールドレッサーの取り付け、および回転固定具の場合は適切にバランスをとる必要があります。
退屈な備品
操作は、次の2つの方法のいずれかで実行できます。
- ボーリングバー(工具)を動かさずに、宣伝用のワークピースをバーに送ります。
- ワークピースを静止させ、回転するボーリングバーをワークに送り込むことによって。
したがって、ボーリングフィクスチャは2つの一般的なデザインで作られています。
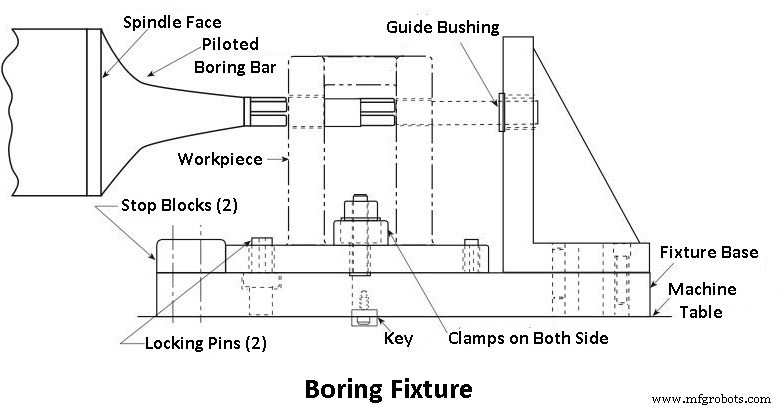
これらの1つは、ドリルジグの原理を組み込んでおり、この場合、ボーリングバー(ツール)はパイロットブッシュを介してガイドされます。このような固定具は、ボーリングジグとも呼ばれます。もう1つの設計は、ボーリングバーに対してワークピースの誤った位置を保持しやすくします。
このフィクスチャには、ジグとフィクスチャの設計のほぼすべての一般的な原則が組み込まれていますが、フライス盤の構造ほど頑丈である必要はありません。フライス盤のように重い切削荷重に耐える必要がないためです。フライス盤作業に伴うのと同じくらい重い切削負荷に耐えます。
インデックスフィクスチャ
いくつかのコンポーネントは、機械加工された表面またはフォームが等間隔になるように、異なる表面で機械加工する必要があります。
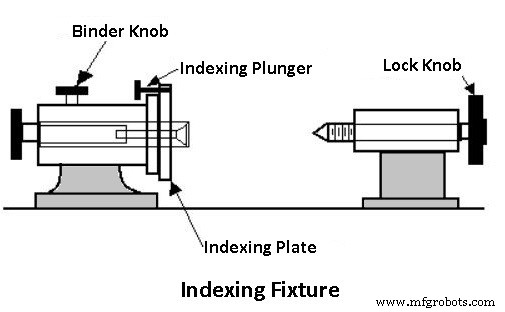
このようなコンポーネントは、加工するサーフェスの数と同じ数のインデックスを付ける必要があります。明らかに、使用される保持装置(ジグまたは固定具)は、適切なインデックス機構を搭載するように作られています。このようなデバイスを搭載するフィクスチャは、インデックスフィクスチャと呼ばれます。
タッピングフィクスチャ
タッピングフィクスチャは、同じワークピースを配置してしっかりと固定し、ドリル穴にめねじを切るように特別に設計されています。奇妙な形の不均衡なコンポーネントは、特にタッピング操作がそのようなコンポーネントで大規模に繰り返し実行される場合は、常にそのようなフィクスチャを使用する必要があります。
デュプレックスフィクスチャ
これは、2つの類似したコンポーネントを同時に保持し、2つの別々のステーションでこれらのコンポーネントを同時に加工することを容易にするフィクスチャに付けられた名前です。 1つのワークが1つのステーションで加工されている間。
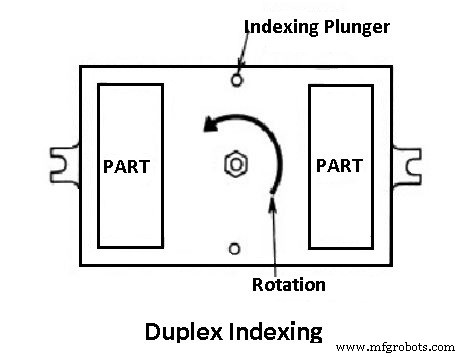
要件に応じた両方の操作は、類似している場合と異なる場合があります。両方のステーションでの加工が終了すると、フィクスチャは180度のインデックスが付けられ、最初のコンポーネントが2番目の操作のために2番目のステーションに移動し、完成したコンポーネントが最初のステーションに移動します。
次に、完成したコンポーネントがここにアップロードされ、新しいコンポーネントに置き換えられ、最初の操作が実行されます。このサイクルが繰り返されるため、コンポーネントをかなり高速で大量生産できます。
溶接器具
溶接固定具は、適切な場所で溶接されるさまざまなコンポーネントを保持およびサポートし、溶接構造の歪みを防ぐように注意深く設計されています。このため、位置決め要素は注意する必要があり、クランプは軽くてしっかりしている必要があり、クランプ要素の配置は溶接領域から離れている必要があります。固定具は、溶接応力に耐えるために非常に安定していて剛性がなければなりません。
多くの場合、好ましくは一般的に使用される方法は、最初に構造を溶接ジグに保持して仮付け溶接し、次に完全溶接のために保持固定具に移すことです。これにより、歪みの可能性が大幅に減少し、フィクスチャにかかる応力が少なくなります。
アセンブリフィクスチャ
これらの固定具の機能は、組み立て時にさまざまなコンポーネントを適切な相対位置にまとめることです。たとえば、2枚以上の鋼板を相対位置にまとめてリベットで留めることができます。
機械的操作を実行するためのコンポーネントを保持するために使用されるこれらの固定具は、機械的アセンブリ固定具として知られています。これに対して、溶接固定具もアセンブリ固定具であるが、熱間接合用であるなど、コンポーネントが結合のために保持される他のタイプの固定具があります。
ジグとフィクスチャの違い
ジグ付きの固定具の基本的な違いは次のとおりです。
- フィクスチャはワークを保持および配置しますが、ツールをガイドしませんが、ジグはツールを保持、配置、およびガイドします。
- 固定具は構造が重く、機械テーブルにしっかりとボルトで固定されていますが、ジグは軽量化されているため、取り扱いが速く、テーブルでのクランプは不要なことがよくあります。
- フィクスチャは、フライス盤、研削、プレーニング、または旋削加工でのワークの保持に使用されますが、ジグは、特にドリルリーマまたはタッピング操作でのワークの保持と工具のガイドに使用されます。
大量生産作業で治具や治具を使用する利点。
大量生産作業における治具と治具の利点は次のとおりです。
- 機械加工前の作成、測定、およびその他の設定方法を排除します。
- ワークが自動的に配置され、手動で調整することなく工具がガイドされるため、加工精度が向上します。
- 交換可能な同一部品の製造が可能になります。これにより、組み立て作業が容易になります。
- 1回のセットアップで多数のワークを加工できるため、生産能力が向上し、場合によっては、多数の工具を同時に動作させることができます。作業の迅速な設定と配置により、処理時間も大幅に短縮されます。治具や治具のクランプ剛性が高いため、加工速度、送り、切り込み深さを上げることができます。
- 取り扱い操作が最小限に抑えられ、簡素化されるため、オペレーターの労力とその結果としての疲労が軽減されます。
- 半熟練のオペレーターが工具の設定操作として操作を行うことができ、作業が機械化されます。これにより人件費を節約できます。
- 完成品の品質管理にかかる費用を削減します。
- プロセスを完全または部分的に自動化することにより、機械加工の全体的なコストを削減します。
ジグと備品の利点
ジグとフィクスチャの利点は次のとおりです。
- ワークが自動的に配置され、手動で調整することなく工具がガイドされるため、加工精度が向上します。
- 1つのセットアップで多数のワークピースを加工できるようにすることで生産能力が向上し、場合によっては、多数のツールを同時に動作させることができます。
- 作業の設定と配置が迅速であるため、処理時間も大幅に短縮されます。
- 治具や固定具のクランプ剛性が高いため、加工の速度、送り、切り込みの深さを増やすことができます。
- 交換可能な同一部品の製造を可能にします。これにより、組み立て作業が容易になります。
- 加工前のマーキング、測定、その他の設定方法が不要になります。
- これらのデバイスは、オペレーターの労力とその結果としての倦怠感処理操作を削減し、最小限に抑えられ、簡素化されます。
- 工具や作業の設定作業を機械化することで、半熟練オペレーターに届き、操作を行います。これにより人件費が節約されます。
- 完成品の品質管理にかかる費用を削減します。
- プロセスを完全または部分的に自動化することにより、機械加工の全体的なコストを削減します。
ジグとフィクスチャのアプリケーション
ジグの用途は次のとおりです。
- 掘削
- リーマ
- タッピング
フィクスチャの用途は次のとおりです。
- フライス盤
- 粉砕
- 計画
- 回転
- シェーピング
結論
だから今、私たちはジグとフィクスチャについてのあなたのすべての疑問をクリアしたことを願っています。 「治具と備品」についてまだ疑問がある場合 」お問い合わせいただくか、コメントでお尋ねください。
皆さんのためのFacebookコミュニティもあります。必要に応じて、コミュニティに参加できます。こちらがFacebookグループへのリンクです。
読んでくれてありがとう。あなたが私たちの記事が好きなら、それをあなたの友人と共有してください。トピックについて質問がある場合は、コメントセクションで質問できます。
ニュースレターを購読して、新しい投稿をアップロードしたときに通知を受け取ります。
産業技術