


溶接継手の種類(詳細説明)PDF
この記事では、溶接継手とは何ですか?について学習します。 さまざまなタイプの溶接ジョイント 。詳細に説明し、PDFをダウンロード 最後にこの記事のファイル。
溶接継手とは何ですか?
溶接は、忍耐力、細部、創造性を必要とするプロセスです。それを成功させるには、溶接工は、溶接継手の種類も含め、業界で使用されているさまざまな方法と慣行について理解できる知識を持っている必要があります。
溶接継手とは、互いにはめ込まれる2枚の金属板の配置または構成を指します。溶接の目的は無限であり、プロセスが異なれば、必要な溶接と接合のタイプも異なります。
アメリカ溶接協会(AWS)によると、一般的に知られ、適用されている5つの基本的な追加があります。これらの溶接継手タイプはそれぞれ、さまざまな用途のニーズと力を表しています。それでは、それらについて1つずつ話し合いましょう。
また読む:溶接プロセスの種類は何ですか?
溶接継手の種類
溶接継手の主な5つのタイプは次のとおりです。
- 突合せ溶接
- 重ね継手溶接
- エッジジョイント溶接
- ティージョイント溶接
- コーナージョイント溶接
1。突合せ溶接
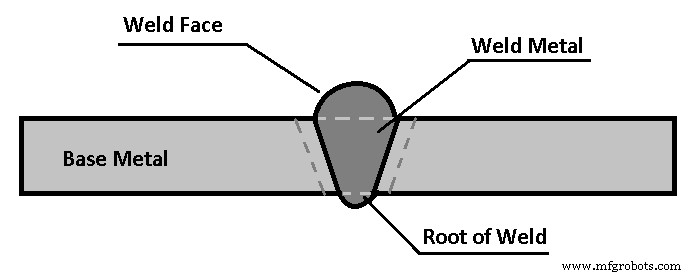
これらのタイプの溶接継手は、2つの金属片が同じ平面に端から端まで一緒に配置されたときに形成されます。これは突合せ溶接として知られています。溶接では、これが最も一般的なタイプのジョイントです。
通常、突合せ溶接は、構造物、溶接パイプ、バルブ、継手などの製造に使用されます。準備は簡単で、目的の結果を得るために適用できるバリエーションはたくさんあります。
これらのバリエーションには、角度、ギャップの幅、溝の形状、ルート、溶接サイズなどが含まれます。以下は、溶接に含まれる突合せ溶接継手の典型的な例です。
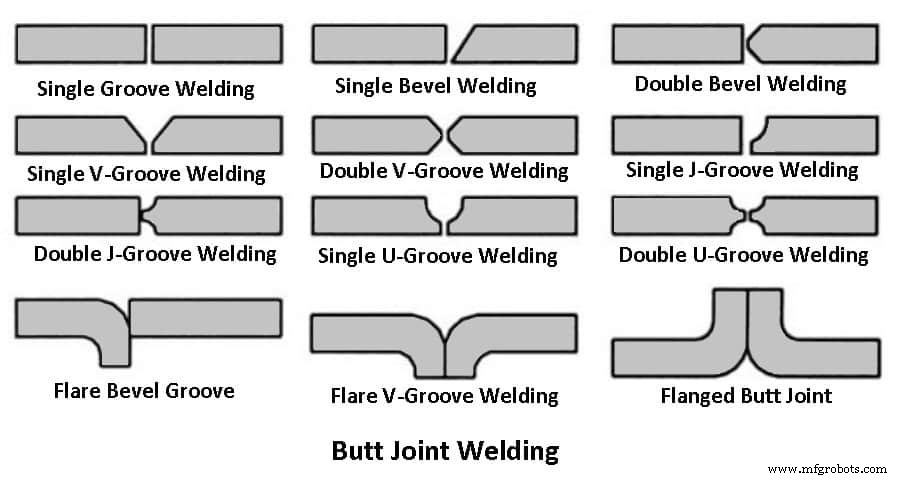
- 方形溶接
- シングルベベル溶接
- 二重斜角溶接
- V溝溶接
- ダブルV溝溶接
- U溝溶接
- ダブルU溝溶接
- J溶接溶接
- ダブルJ溝溶接
2。重ね継手溶接
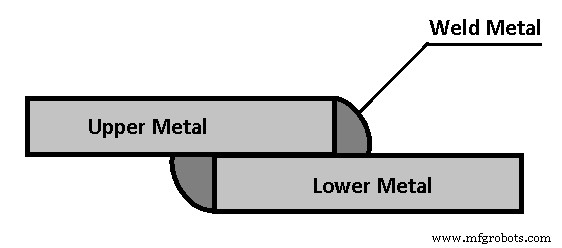
これは基本的に突合せ溶接の修正であり、2枚の金属板が互いに重なり合う位置に配置されます。これは重ね継手溶接として知られています。
重ね継手溶接は、厚さの異なる2枚の金属板を溶接するために使用されます。この場合、プレートの両面に溶接を行うことで強度を高めることができます。
電子ビーム、レーザービーム、抵抗スポット溶接の組み合わせで広く使用されています。重ね継手が厚い材料に使用されることはめったになく、ほとんどの場合、板金にも使用されます。重ね継手溶接を行う際に、いくつかの欠点に直面します。
それらは、重なり合う金属による層状の裂け目または腐食です。ただし、正しい手法を適用し、必要に応じて変数を変更することで、それらを簡単に処理できます。以下は、重ね継手溶接の典型的な例です。
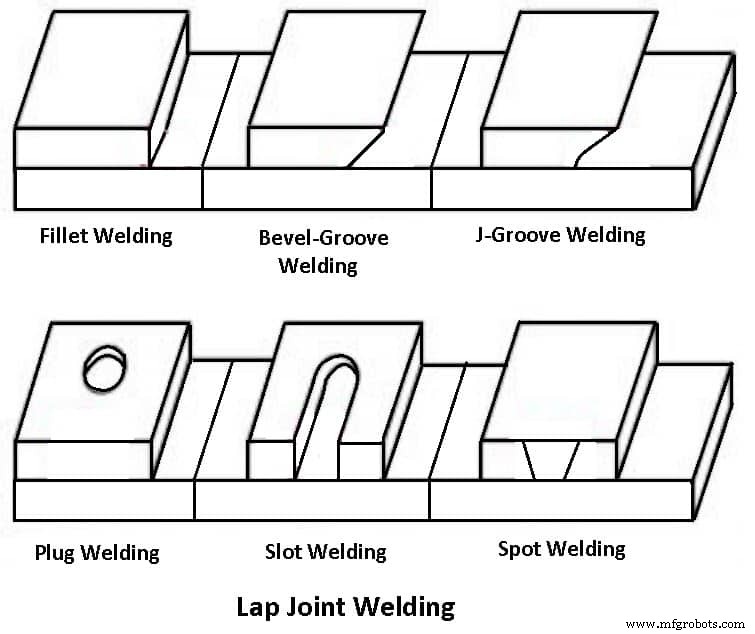
- フィレット溶接
- スポット溶接
- プラグ溶接
- スロット溶接
- 斜角溶接
- フレアベベルグルーブ溶接
- J溝溶接
3。エッジジョイント溶接
これはラップジョイントと非常によく似ています。この場合、両方の金属板の表面が一緒に配置され、それらは隣接しており、溶接点でほぼ平行になっています。これは、エッジジョイント溶接として知られています。
両方のプレートを斜めに曲げることで形成されます。エッジジョイント溶接では、2枚のプレートの同じエッジが溶接されます。ただし、溶接部がジョイントの厚さを完全に貫通していないため、これはそれほど強力なジョイントではありません。
2つの金属に接触面積があると腐食が発生するためです。したがって、他のタイプの関節と同様に、多孔性、溶岩の包含、融合の欠如などの欠陥を作成します。
したがって、板金やマフラーのエッジを接合するため、および低応力や圧力などの他のアプリケーションでよく使用されます。以下は、エッジジョイントに適用できる例です。
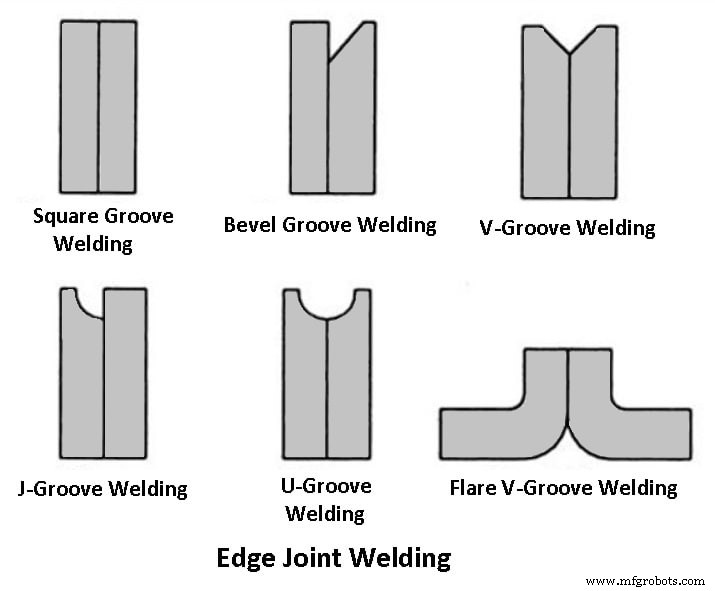
- V溝溶接
- U溝溶接
- J溝溶接
- 斜角溶接
- スクエアグルーブ溶接
- コーナーフランジ溶接
- エッジフランジ溶接
4。ティージョイント溶接
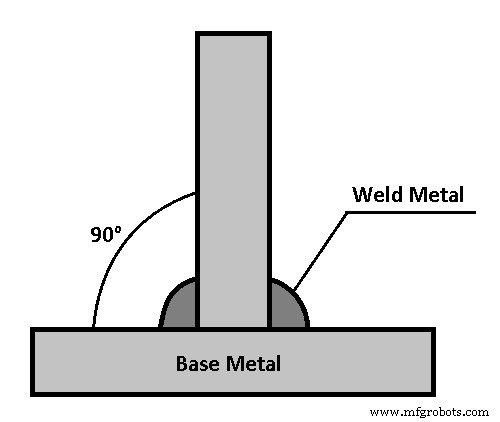
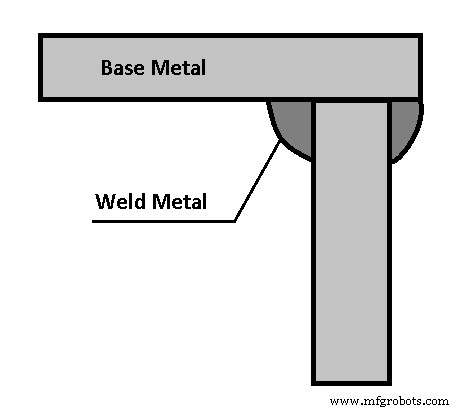
これは、2枚の金属板が90°の角度で交差し、一方の板が「T」字型のようにもう一方の板の中央にあるときに形成されます。これは、ティージョイント溶接として知られています。
これらのタイプの溶接継手は、両側に取り付けられたすみ肉溶接の使用と見なされます。パイプが母材に溶接されたときに形成されます。通常、母材が厚くなるまで、ティージョイントには溝があります。
しかし、ここでも、ラメラの裂け目であるティージョイントの欠点があります。これは、関節が経験する制限によって引き起こされます。これを処理したい場合は、ジョイントの損傷を防ぐためにストッパーを配置する必要があります。以下は、ティージョイント溶接の例です。
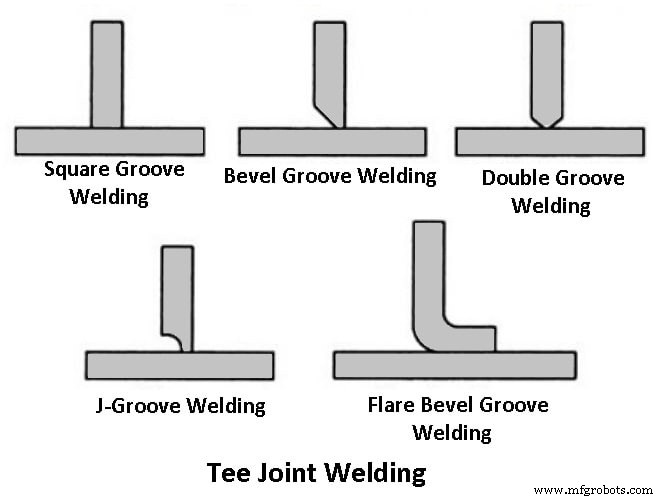
- プラグ溶接
- スロット溶接
- 斜角溶接
- フレアベベルグルーブ溶接
- フィレット溶接
- J溝溶接
- 溶接による溶融
5。コーナージョイント溶接
ティージョイント溶接とほぼ同じですが、金属板の位置が違うだけです。ティージョイントと比較すると、プレートは中央に配置されていますが、コーナージョイントでは、両方のプレートが開いた状態または閉じた状態で合流して、「L」のような形状を形成します。
これらのジョイントは、ボックス、フレーム、およびその他のアプリケーションの製造など、板金業界で一般的なタイプの一部です。層状の引き裂き、不完全な浸透、多孔性、スラグの混入などの欠点は、コーナージョイントで発生します。
これらの欠陥の出現を減らすために、小さなバリエーションを適用することができます。溶接金属の溝入れや、閉じたコーナージョイントではなく開いたコーナージョイントの使用などのバリエーション。以下は、コーナージョイントの典型的な例です。
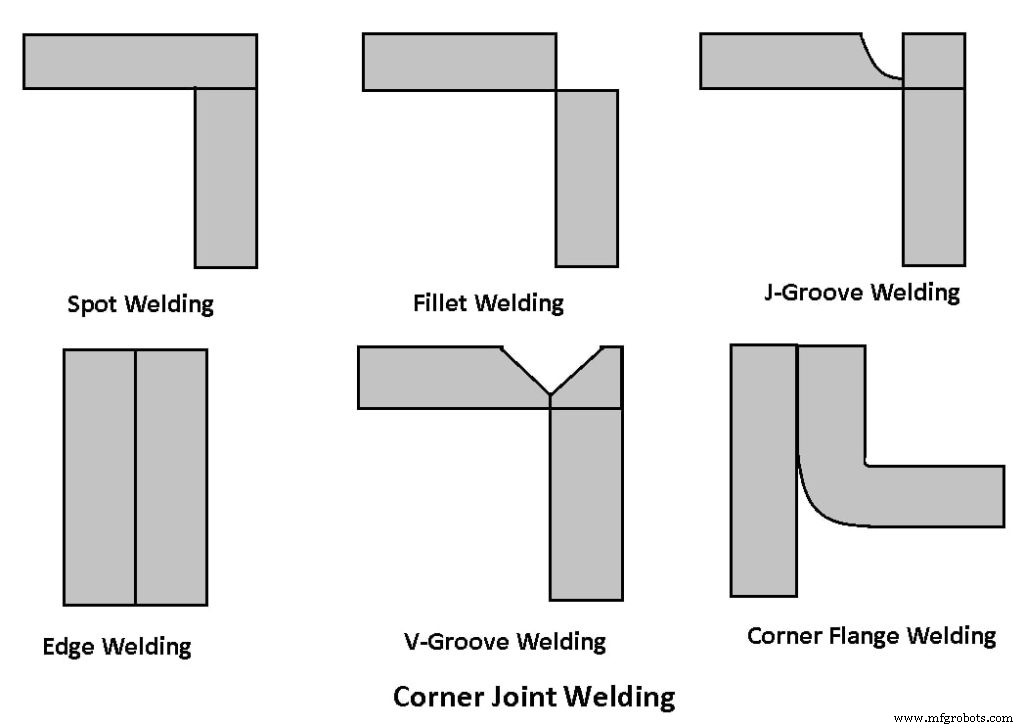
- フィレット溶接
- スポット溶接
- エッジ溶接
- J溝溶接
- U溝溶接
- V溝溶接
- フレアV溝溶接
- スクエアまたはバットグルーブ溶接
- コーナーフランジ溶接
- 斜角溶接
最終的な考え
産業で溶接継手を適用することは、より経済的であり、より少ない労力とより少ない材料を必要とする可能性があります。また、溶接継手の効率はリベット継手よりも高くなります。
ですから、今、溶接継手に関するすべての疑問を解消できることを願っています。 。 「溶接継手の種類」についてまだ疑問がある場合 」お問い合わせいただくか、コメントでお尋ねください。
この投稿が気に入ったら、友達と共有してください。そして無料のPDFをダウンロード ここをクリックして、この記事のファイルを作成してください。
PDFをダウンロードニュースレターを購読して、新しい投稿をアップロードしたときに通知を受け取ります。無料です。
産業技術