


精密機械加工されたCNCスイス旋削部品の表面仕上げの測定

パイオニアサービスは、さまざまな表面仕上げ要件を満たすために、旋削された金属部品を製造しています。一部の仕上げは「機械外」で利用でき、その他の仕上げには追加の仕上げプロセスが必要になります。部品の形状と選択した材料は、CNCスイス旋盤またはCNCターニングセンターでの機械加工中に達成される可能性のある表面仕上げに影響を与えます。
機械加工されたコンポーネントの表面仕上げの要件は、通常、コンポーネントの最終製品アプリケーションによって決定されます。最も重要な決定要因は、環境の厳しさ、嵌合コンポーネントの材料、機能要件、および部品の使用時間の長さです。さらに、組み立て後にパーツが見える場合(ノブやエンドキャップなど)、コンポーネントの視覚的美観を高めるために表面仕上げを指定できます。
表面仕上げの測定では、コンポーネントの「表面テクスチャ」に影響を与える3つの側面が考慮されます。
- レイ:コンポーネントの工作機械マークの方向
- うねり:工作機械のマーク間のスペースの量
- 粗さ:工作機械のマークの深さ
表面仕上げは、多くの場合、部品の表面の複数の測定点の平均であるRa(粗さ平均)として数値(マイクロメートルまたはマイクロインチ)で指定されます。指定された数値が小さいほど、高さのばらつきが小さくなり、表面の仕上がりが細かくなります。指定された数値が大きいほど、高さの変動が大きくなり、表面仕上げが粗くなります。
- CNCスイスマシンとCNCターニングセンターは、通常、マシンから64〜125Raの仕上げを行います。ただし、部品の形状や材質によっては、より細かい仕上げ(32Raまで)が得られる場合があります。
- 数が少ない場合は、追加の粉砕操作が必要になります。
左の写真は、CNCスイス部品の表面仕上げの高解像度画像を機械から直接(約50Ra)示しています。右の画像は、15Raの表面仕上げを実現するために機械加工後に研削されたCNCスイス部品の高解像度画像です。


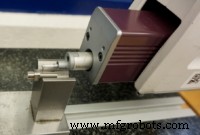
パイオニアサービスは通常、プロフィロメーターを使用して金属部品の表面仕上げを測定します。このマシンは、表面のセクション全体を「ドラッグ」してパーツの表面のテクスチャを読み取り、それらの測定値の平均をデジタルで読み取るダイヤモンドチップスタイラスを使用しています。
左の画像は、プロフィロメーターで測定されているCNCスイスの精密機械加工部品を示しています。右の画像は、プロフィロメーターからの読み取り値を示しています。43の表面仕上げ。下のグラフは、プローブが部品の表面を横切って移動するときにプローブから取得した読み取り値を示しています。

パイオニアサービスは社内でもセンターレス研削機能を備えているため、インフィードおよびスルーフィード装置を使用して、6RaまでのOD表面仕上げを行うことができます。また、外部パートナーのネットワークを通じて、追加のタイプの研削オプションを提供しています。
ただし、コンポーネントのさまざまなタイプの仕上げ要件は、表面仕上げに影響します。一般に、熱処理、陽極酸化、不動態化、および黒色酸化物は、処理後の部品の仕上げを粗くします。場合によっては、これらの処理後の研削プロセスにより、表面仕上げを改善できます。電解研磨、ビードブラスト、メッキなどの処理により、機械加工されたコンポーネントの表面を改善できます。機能を決定するには、材料、部品の形状、仕上げの要件をすべて一緒に検討する必要があります。
Pioneer Serviceの精密旋削機能、AS9100またはISO9001:2015品質QMSの詳細、またはコンポーネントの表面仕上げ機能については、今すぐエンジニアリングチームにお問い合わせください。
産業技術