


Fusion360でチェスの駒を加工する方法
「機械加工の方法」の投稿に続いて、今日はFusion360を使用してチェスの駒を機械加工する方法を説明します。
これらのシリーズの以前の投稿をまだ読んでいない場合は、以下のリンクをご覧ください。
- ステアリングホイールの機械加工方法
- スパイダープレートの加工方法
- ホイールハブの加工方法
- 生成的に設計されたフィクスチャを使用して機械加工する方法
機械加工プロセスのすばらしい映像をご覧になりたい場合は、この1分間のビデオをご覧ください。
材料と設計に関する考慮事項
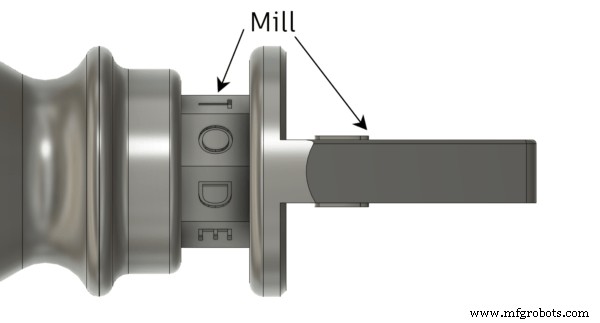
チェスの駒は、かなり標準的なグレードのアルミニウム、6082から機械加工されました。部品の形状により、フライス盤機能を備えた旋盤に最適です。実際、本体の大部分を回転させることができることはわかっていましたが、下の画像に示すように、上部の八角形とオートデスクのロゴをフライス加工する必要があることもわかっていました。
そのため、バーミンガムテクノロジーセンターのマルチタスクマシンであるマザックインテグレックスi-300Sで部品を製造することにしました。
チェスの駒を機械加工する方法:セットアップ1
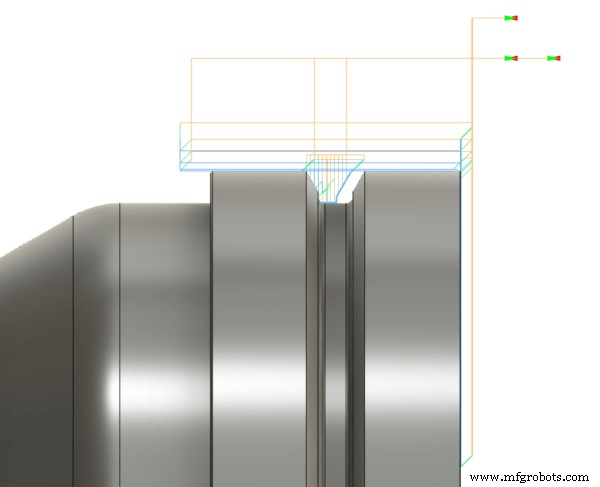
Mazak Integrex i-300Sには2つのスピンドルがあります。つまり、2つのセットアップでコンポーネントを加工できることがわかっていました。唯一の追加の考慮事項は、すべてのフライス盤作業が主軸で行われなければならなかったことです。そのため、最初にチェスの駒の底をサブスピンドルで加工することにしました。このセットアップでは、パーツに面し、下部プロファイルを回転させ、溝を加工するために、それぞれ3つのツールパスのみを実行しました。下の画像で3つのツールパスを確認できます。
チェスの駒を機械加工する方法:セットアップ2
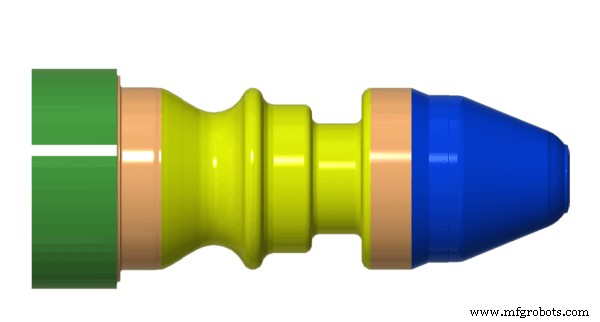
残りの作業はすべて、セットアップ2の間にメインスピンドルで行われました。このために、セットアップ1で回したばかりのベース直径に基づいて機械加工されたいくつかのソフトジョーでコンポーネントを保持しました。セットアップ2では、最初に余分な材料に直面し、次にプロファイルと溝を回しました。旋削加工が完了したら、フライス盤の作業を開始しました。
アダプティブクリアリング戦略を使用して、Autodeskロゴの側面からほとんどのマテリアルをラフにしました。次に、2D輪郭、2Dポケット、2D面取り戦略を組み合わせて仕上げました。 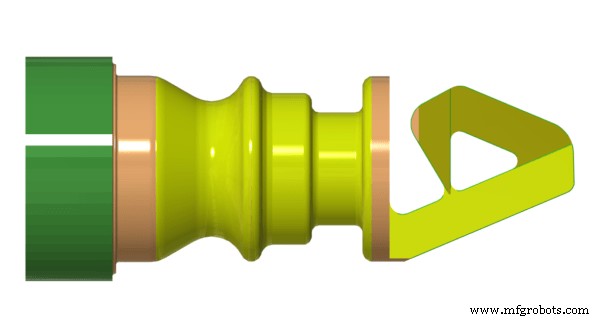
次のステップは、「Autodesk」という単語を刻印する必要がある八角形を加工することでした。そのために、10mmのエンドミルを使用して、8つの2DPocketツールパスで円形パターンを作成しました。次に行うことは、八角形の彫刻でした。これを行うために、私は6mmのスポットドリルを使用しました。次に、同じツールを使用して、「A」ロゴの面取りを加工しました。スポットドリルを彫刻および面取りツールとして使用するのは異例に聞こえるかもしれませんが、彫刻/面取りツールよりも安価で簡単に入手できる傾向があります。

結論
全体の加工時間は部品あたり約1時間でした。データムの位置をAutodeskロゴの底面から上面に変更する必要があったため、セットアップ1と2の間に追加の作業が必要でした。結局40個程度のチェスを作ることになったので、サイクルタイムをできるだけ短くするように心がけました。 Fusion 360の旋削およびフライス盤により、製造プロセス全体が迅速かつシームレスになりました。 Fusion 360を試してみたい場合は、このリンクから無料トライアルをダウンロードできます。
この投稿が、Fusion 360を使用してチェスの駒を加工する方法についてさらに学ぶのに役立つことを願っています。今後の「加工方法」の投稿にご期待ください!
産業技術
- Fusion360でプロジェクトデータを管理および保存する方法
- ほとんどすべてのCNCルーターでガラスを加工する方法は?
- Fusion 360ManageExtensionによる安全なデータ管理
- Fusion 360はコンカレントエンジニアリングをどのようにサポートしていますか?
- GaudioがFusion360でインイヤーヘッドフォンのデザインを変革
- Fusion360による5軸加工
- 生成的に設計されたフィクスチャを使用してFusion360でマシンを作成する方法
- Fusion360でステアリングホイールを加工する方法
- Fusion360でスパイダープレートを加工する方法
- Fusion360でホイールハブを加工する方法
- CNC加工でジュエリーを加工するには?