


小さな金属部品の真直度測定
定性が定量に勝る場所
毎日何千ものロッド、チューブ、ワイヤーを長さに合わせて製造しているメタル カッティング コーポレーションでは、真直度は頻繁に扱う機能の 1 つです。これは、センターレス研磨では、研磨する部品がまっすぐであるときに最適な結果が得られるためです。
さらに、当社の顧客は、部品の重要な特徴として、位置決めやその他の幾何公差特性とともに、真直性をよく指摘します。
真直度は、ワイヤ、ピン、チューブ、および穴に嵌めたり別の部品と嵌合する必要があるその他の円筒形の部品にとって特に重要です。材料の真直度はエンド カットの垂直度にも影響するため、図面に真直度自体が示されていない場合でも、直角度がある場合は出発材料が真っ直ぐでなければなりません。
真直度とは?
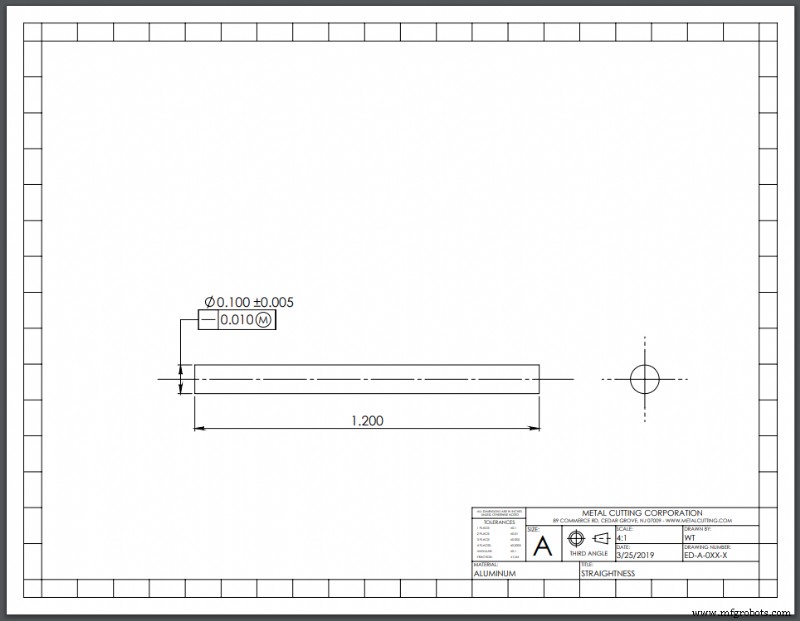
部品の表面上の 1 つの線に沿った平面度の指標である表面の真直度ではなく、部品の軸にどれだけの湾曲 (曲線) が許容されるかを示す真直度です。
このいわゆる軸の真直度は、GD&T では直線で記号化され、通常、エンジニアリング図面では、Y 長を横切る X 測定値内にあると示されます。つまり、長さ 1 インチのワイヤ、チューブ、またはロッドでは、ピークで 0.001 インチを超える弓はありません。
モリブデンとその合金で作られたバー、ロッド、ワイヤーの ASTM B387-10 仕様など、さまざまな材料の ASTM 規格の範囲があります。真直度の要件は、長さ 1 フィート (304.8 mm) に対して 0.050 インチ (1.27 mm) と指定されています。
物事がそれほど単純だったら!
測定論争
注意が必要なのは、軸の真直度の表記がさまざまな解釈に左右されることです。
X以下の絶対に完全な反りがあり、部品全体に沿ってすべてのY長さセクションで同じ反りがあることがわかった場合、指定された真直度Xを全長にわたってY倍掛けた上で達成していると言えます。しかし、多くの人は、それは単に現実的ではなく、したがって真直度の正確な尺度ではないと主張するでしょう.
実際、部品の全長にわたって真直度を決定する問題は驚くほど物議をかもしており、その測定方法についてはさまざまな意見があります。
ひとつには、完璧な弓などありません。パーツの全長を見ると、事実上常にいくつかの不一致があり、一部の領域はわずかに湾曲しており、他の領域はよりまっすぐです.
さらに、結果は、1 つまたは 2 つの平面でパーツの全長にわたる任意の Y 間隔を見ることによって異なります。どちらかの側に 1 インチまたは数分の 1 でも移動すると、指数関数的に異なる Y 間隔が表示されます。
したがって、考慮すべき Y 間隔の数に制限はありません。すべての間隔を見て、どの部分がパート全体を正確に表しているかを判断するにはどうすればよいでしょうか?
より簡単なアプローチ
測定方法について議論するのではなく、ここ金属切削では、ASTM F2819 仕様に基づく単純なアプローチを使用します。医療機器に使用されるバー、ロッド、チューブ、ワイヤーの真直度を測定するための 4 つの標準的な試験方法を提供します。
真直度を測定する定量的方法
テスト方法のうち 2 つは定量的です 、真直度の測定値を表す数値を生成します。
ギャップテストで 、部品は平らな面で転がされ、平らな面と部品の間に見られる最大のギャップは、ピンページ、マイクロメーター、またはある種のリニアスケールを使用して測定されます.
トータル インジケーター リーディング (TIR) テストを使用 、材料は v ブロックの間に配置され、材料が 1 回転するにつれてインジケータが測定を行います。次に、最大読み取り値と最小読み取り値を使用して TIR を計算します。
これらの両方のテストの問題は、特に Metal Cutting Corporation で通常使用する非常に小さな直径の場合、測定が非常に困難になる可能性があることです。
さらに、測定時にエラーが発生しやすくなります。たとえば、ピン ゲージを小さな隙間に挿入するときに、誤って部品を持ち上げて測定値を変更するのは簡単です。
真直度を測定する定性的な方法
このため、ここ金属切削では通常、単純な合格/不合格方法を使用して真直度を判断する定性テストを代わりに選択します。
フィンガー ロール テストで 、部品を平らな面で転がし、部品がぐらつくと失敗します。部品がぐらつかない場合、合格であり、十分に真っ直ぐであると見なされます。
名前が示すように、傾斜平板試験 傾斜に設置された平板を使用して、真直度の合格/不合格テストを行います。
傾斜を設定する度数は、パーツの直径に基づいて (または顧客とサプライヤーが合意したとおりに)、傾斜プレートの上部に配置し、パーツを設定するために軽くたたきます。動いている。プレートをすばやく簡単に転がすと、パーツは通過し、まっすぐと見なされます。パーツが停止すると、テストに失敗します。
何度も何度も成功
金属切削では、私たちの経験から、真直度の実測は通常は必要ないことが何度もわかりました。私たちの目的では、通常、数値が何であるかは気にしません。パーツをセンターレスで正常に研削できること、および顧客のアプリケーションで最終的に使用するためにストレートとして適格であることが重要です。
顧客が X 対 Y の真直度を指定している場合でも、当社の簡単で決定的なテスト方法は、顧客の要件を満たすことに失敗したことはありません。
積極的なタンブリング操作やサンドブラストなど、曲げがあることがわかっているまれなケース、または開始した材料が曲がっている/曲がっていることがわかっている場合、メタルカッティングはギャップテストの合格/不合格バージョンを使用して、パーツの端がパーツの長さにわたって仕様内にあるかどうかを判断します。
真直度、平行度、垂直エンドカット、およびその他の重要な GD&T 機能を達成するために、私たちの目標は、費用対効果と高品質で公差の厳しい部品です。そのために、真直度やその他の機能に使用する定性的なテスト方法は、顧客が必要とする結果を提供しながら、生産コストを管理するのに一貫して役立つことがわかりました.
産業技術