


レーザー切断と曲げ vs 溶接:板金製造ではどちらがよりコスト効率が高いでしょうか?
カスタム エンクロージャやブラケットは従来、溶接によって組み立てられていましたが、進化する板金技術により、この慣例に新たな視点が求められています。
多くの場合、レーザー切断と CNC 制御の曲げを組み合わせることで、全体的なコストを削減しながら、同等の構造的完全性を実現できます。重要なのは、このアプローチが本当に効果を発揮する時期を特定することです。
このガイドでは、実際のコストの対比を詳しく分析し、最もメリットが得られるパーツ ファミリを特定し、生産を開始する前に最適な製造ルートを評価する方法の概要を説明します。

多くのメーカーが従来の溶接アセンブリを再評価している理由
フラット ブラケットよりも洗練されたものには、溶接アセンブリが何十年も頼りにされてきました。しかし、2 つの収束傾向がエンジニアに再考を促しています。
製造の人件費の上昇
溶接は高度な技術を要する分野です。過去 10 年間で熟練溶接工の採用と維持にコストがかかり、その傾向は加速するばかりです。
溶接製造では、部品が工場から出荷される前に、治具のセットアップ、溶接後の研削、および複数の検査も必要になります。これらの隠れた手順により、最終価格は当初の見積もりをはるかに超えて吊り上げられます。
レーザー切断および曲げ技術の進歩
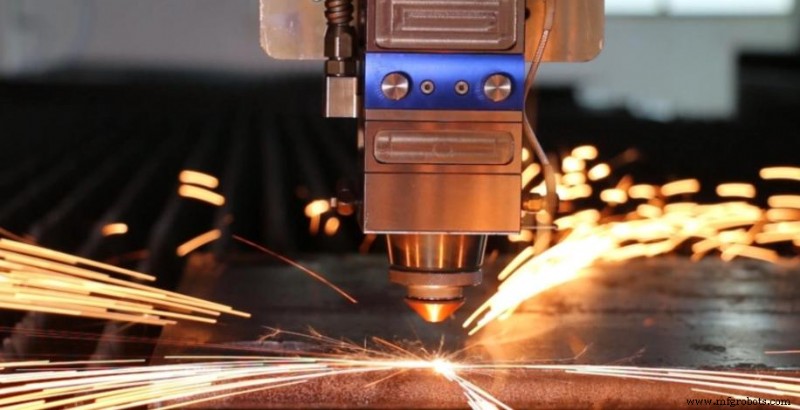
最新のファイバーレーザー システムは、前例のない速度で、厳しい公差で複雑な形状を彫刻できます。同時に、CNC プレス ブレーキは最小限のオペレータ入力で均一な曲げを実現します。
これらのツールの相乗効果により、溶接を 1 つも行わずに競争力のあるコストで製造できる形状の範囲が拡大します。
レーザー切断 + 曲げ vs 溶接アセンブリ:コストの本当の原因
公平に比較するには、各方法で費用が蓄積される場所を追跡するのに役立ちます。
溶接アセンブリのコスト要因
- 複数のコンポーネント: 溶接を開始する前に、すべての個別の部品を切断、バリ取り、固定する必要があります。
- 溶接労働: 熟練した時間、消耗品、プロセスの監視を含む、単一コストの最大の要因
- 表面仕上げ: 溶接によってテーブルがきれいになることはほとんどありません。研削、サンディング、コーティングには時間とコストがかかります。
- アセンブリの複雑さ: 接合部が増えると、位置ずれ、寸法のずれ、再加工が発生する可能性が高くなります。
曲げ板金部品のコスト要因
- マテリアルの利用: 単一の平らなブランクを切断して成形するため、廃棄物や端材が削減されます。
- レーザー切断サービスのコスト: 特に安定したデザインのリピート注文の場合、予測可能で競争力が高い
- 曲げ操作: CNC 制御のプレス ブレーキにより、一貫したサイクル タイムが得られ、セットアップのばらつきが軽減されます。
- ツールに関する考慮事項: ほとんどの曲げは標準の工具で処理されます。特殊なプロファイルにはカスタム ダイが必要になる場合があります。
以下に、主要なコスト要素の簡単な比較を示します。
比較表
コスト要因 |レーザーカットおよび曲げ部品 |溶接アセンブリ
コンポーネントの数 |下 |より高い
組立作業 |最小限 |重要
溶接費用 |なし |必須
表面処理 |限定 |多くの場合必要
検査の取り組み |下 |より高い
手戻りリスク |下 |より高い
形状が許せば、単に溶接プロセスを最適化するよりも、部品数を減らす方が大幅な節約につながります。
溶接ではなく曲げに適した部品はどれですか?

レーザー切断と曲げから最もメリットが得られる部品
- 電気エンクロージャと制御ボックス: 均一な壁とフランジを備えた箱のようなデザインは、単一のブランクからの複数の曲げ成形に最適です。
- 機器のカバーとキャビネット: 最小限の関節数で均一な形状を実現できます。
- 取り付けブラケットとハウジング: 多くの場合、溶接は単純であるため、構造上の利点がなくコストが増加します。
これらのパーツ タイプは、平らなシートから一連の真っ直ぐな曲げを通して製造できるジオメトリを共有しており、組み立てが不要または削減されます。
曲げを促進する設計特性
- ストレートベンド: まっすぐに形成し続けるために、曲線や複雑な曲がりを避けてください。
- 一貫した曲げ半径: 均一な半径により、実行中のツールの調整が軽減されます。
- 適度な素材の厚さ: ほとんどの設定は 0.5~6mm の範囲で最適に機能します。
- アクセス可能な曲げ位置: 隣接する形状からの干渉なしにプレス ブレーキ 金型が到達できる機能
依然として溶接がより良い選択である状況
- 非常に厚い素材 曲げ力が現実的ではなくなる場合。
- 大規模な構造フレームワーク 重い負荷をサポートするように設計されています。
- 複雑な 3D ジオメトリ 平らな空白から展開することはできません。
- 高負荷アプリケーション 構造上溶接補強が必要な場合
コストを超えて:製造パフォーマンスの比較
コストは非常に重要ですが、多くの場合、プロジェクトがスケジュール通りに進むかどうかは、リード タイムと品質の一貫性によって決まります。
リードタイムと生産効率
- レーザー切断 + 曲げ: プロセスの段階が少ないということは、オペレーション間の移動時間が短縮され、待ち時間が短縮され、プロトタイピングの反復が高速化されることを意味します。
- 溶接: 各接合部では、治具の準備、アーク点火、溶接後の仕上げに時間がかかります。
1 枚のシートから製造できる製品の場合、通常、曲げ加工により複数の組み立てステップが省略され、製造サイクルが短縮されます。

品質の一貫性と再現性
- レーザー切断 + 曲げ: CNC 制御は再現可能なツールパスを提供します。曲げ位置はプログラムによって決定されるため、オペレーターのばらつきが軽減されます。
- 溶接: 熱の入力により近くの形状が歪む可能性があり、寸法の変動はオペレーターのスキルとプロセス制御に大きく依存します。
どちらの方法でも、適切に管理すれば高品質の部品を製造できますが、曲げ部品の方が、大量生産においてより予測可能な寸法の一貫性が得られる傾向があります。
以下の表を使用して、どの製造アプローチが部品設計とアプリケーションのニーズに最も適合するかをすぐに評価してください。
デザインの特徴 |レーザー切断と曲げ |溶接が望ましい
薄板から中板金まで | ✅ |
複数のフランジ | ✅ |
シンプルなボックス構造 | ✅ |
厚板構造 | | ✅
構造フレーム | | ✅
高負荷要件 | | ✅
エンジニアはどのオプションが最大の価値をもたらすかを決定する方法
エンジニアリング チームは、次の 3 つの主要な側面を検討します。
- ジオメトリ: 部品を平らなブランクから展開し、標準的な曲げで成形できますか? 「はい」の場合、曲げは実行可能です。
- 構造要件: 用途には溶接接合部の補強が必要ですか、それとも曲がったフランジで十分ですか?
- 経済: 労働力、検査、再作業、リードタイムを考慮した場合、生産全体を通してどの方法が優先されますか?
カスタム板金プロジェクトでは、最も安価な材料が常に最もコストの低い選択肢であるとは限りません。プロセスを合理化し、労働力を削減し、品質リスクを最小限に抑える設計上の決定により、最大の節約がもたらされます。
次の製造プロジェクトをスマートに判断する
曲げを伴うレーザー切断と溶接アセンブリのどちらを選択するかは必ずしも明らかではありませんが、早めに「これを溶接の代わりに曲げることはできるか?」と検討してください。下流での時間とコストを大幅に節約できます。
多くのエンクロージャ、カバー、ブラケット、ハウジングでは、慎重に設計された曲げ部品の方が、溶接アセンブリよりも安価で高速で、寸法の一貫性が高くなります。
とはいえ、溶接を完全に排除することが必ずしも必要なわけではありません。最も経済的な設計では、多くの場合、レーザー切断、曲げ、戦略的に配置されたいくつかの溶接を組み合わせて、不要な接合部をトリミングして節約を実現します。
JTR レーザー切断サービスを提供します 、精密板金曲げ加工 、 そして溶接製造です。 一つ屋根の下でエンジニアリング チームと協力してこれらのトレードオフを評価します。設計に取り組んでいて、どのアプローチがプロジェクトに適しているかを簡単に評価したい場合は、お問い合わせください。 あなたのニーズについて話し合います。

産業技術
- 公共施設の検査をマスターする:安全と節約のための最新の戦術
- 貨車がインターネットに接続されている方法
- サプライチェーンのトレーサビリティは、新しい種類の消費者王国を構築しています
- 効果的に最適化された荒削りのための6つのヒント
- フルトン郡のビデオで紹介されたスワントン溶接
- 人工知能は、ロボットがタッチでオブジェクトを認識するのに役立ちます
- ロードセンター、パネルボード、分電盤のサイズを設定する方法
- 建物の照明デザインの計算–ステップバイステップ
- デジタル信号処理アプリケーション用のマイクロコントローラ周辺機器の選択方法
- リバースロジスティクスソフトウェアがどのように利益を合理化するか
- 3つの異なる場所から1つのランプを制御する方法は?