


レーザー切断品質を最適化して二次仕上げコストを削減
レーザー切断品質を最適化して二次仕上げコストを削減
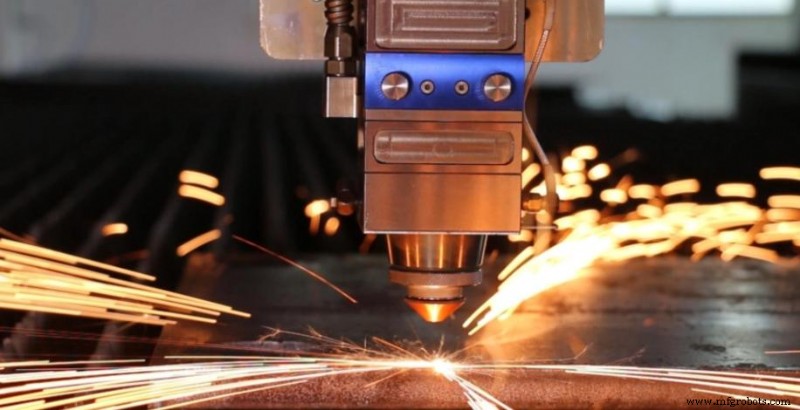
レーザー切断は、高精度の板金加工において依然として業界の頼りになる手法です。ただし、その真の効率は、一貫したエッジ品質を提供できるかどうかにかかっています。エッジが悪いと、コストのかかるバリ取り、研削、再加工が必要となり、プロセスで約束されている時間と材料の節約が損なわれます。
ほとんどの板金ジョブでは、エッジ欠陥は機械自体ではなくプロセス設定に起因します。このガイドでは、最も頻繁に発生するレーザー切断の問題、その根本原因、および後処理の労力を軽減する実際的な解決策に焦点を当てています。
レーザーカットエッジの品質の低下による隠れたコスト
- 労働集約的なバリ取り: レーザーバリを手動で除去するのは時間がかかり、多大な労力を要します。これがワークフローのステップになると、カット料金と後処理料金の 2 回料金が発生します。オーバーヘッドは本番稼働中に急速に蓄積します。
- 材料の無駄と拒否: エッジの形状が粗いと、寸法精度が損なわれ、組み立て中に取り付けの問題が発生し、部品の不合格や生産の遅延につながる可能性があります。
- 妥協した美しさとフィット感: エッジが酸化したり不均一になると、溶接や粉体塗装が妨げられます。きれいで一貫した表面は、強力な溶接接合と完璧な仕上げに不可欠です。
レーザー切断の一般的な欠陥とその原因
ほとんどの欠陥は、バランスを欠いたいくつかのプロセス要因に遡ることができます。根本原因を特定することが問題を解決する最も早い方法です。
ドロスやバリとの戦い
ドロスやバリは、溶融した材料が切断ゾーンから完全に除去されず、エッジに沿って再凝固すると形成されます。
- 熱の不均衡: ストックが厚いと、熱が切断底部に蓄積し、溶融金属がスムーズに逃げなくなります。まず、焦点の位置と電源設定を確認して調整します。
- ガス圧の不一致: アシストガスが溶融材料を排出します。圧力が不十分だと葉が溶けてしまい、バリが発生し、研磨する必要があります。

縞模様と粗い表面仕上げ
切断端の垂直の縞模様は、多くの場合、1 つ以上の切断パラメータの調整が必要であることを示しています。
- ビーム品質と焦点の安定性: レンズが汚れていたり、焦点がわずかにずれていると、ビームが不均一に広がり、不規則な縞模様が生じることがあります。定期的なレンズ検査と適切なフォーカス設定により、目に見える違いが生まれます。
- 送り速度エラー: 切断が速すぎると引きずり線が発生します。切断が遅すぎると材料が溶けすぎて切り口が広がり、表面が粗くなります。最適な速度は素材の種類と厚さによって異なります。
この表は、最も頻繁に発生する欠陥、その主な根本原因、および推奨される修正をまとめたものです。
| 欠陥 | 主な根本原因 | 修正 |
|---|---|---|
| ハードバリ (ドロス) | アシストガス圧が低すぎる / フォーカスが高すぎる | ガス圧力を上げます。下部焦点 |
| 粗い縞模様 | 切断速度が速すぎます | 送り速度を下げます。ノズルの状態を確認してください |
| 大規模な熱影響ゾーン | 過剰な熱入力 | パワーと切断速度を最適化 |
| 過度の酸化 | 酸素反応が激しすぎます | 酸素圧力を下げるか、窒素に切り替えてください |
