射出成形金型が高価な理由:価格と節約に関する専門家ガイド
プラスチック射出成形金型の見積もりをリクエストして、その価格に驚いたことがあるのはあなただけではありません。金型の費用は、部品の複雑さ、生産量、設計要件に応じて、10,000 ドル未満から 100,000 ドル以上まであります。
これは任意の価格設定ではありません。金型は、1,000 分の 1 インチの公差を維持しながら、数千 PSI、極度の熱、数十万サイクルに耐える必要がある精密デバイスです。次のガイドでは、これらのコストの原因と、さらに重要なことに、コストを管理および削減する方法について説明します。

射出成形金型のコストに実際に影響を与えるものは何ですか?
金型は単なる金属ブロックではありません。これには、冷却チャネル、排出システム、通気、位置調整機能、および多くの場合、スライドやリフターなどの機械コンポーネントが含まれます。各要素により、設計時間、機械時間、材料費が追加されます。
金型設計の複雑さと正確さ
部品が複雑になればなるほど、金型はより複雑になり、高価になります。アンダーカット、雌ねじ、スナップフィットには追加の機構が必要となり、総コストが 20 ~ 30% 増加する可能性があります。そのため、鋼材を切断する前の製造可能性設計 (DFM) 分析が非常に重要です。 CAD での変更は、鋼材の機械加工後に金型を再構築するよりもはるかに安価です。
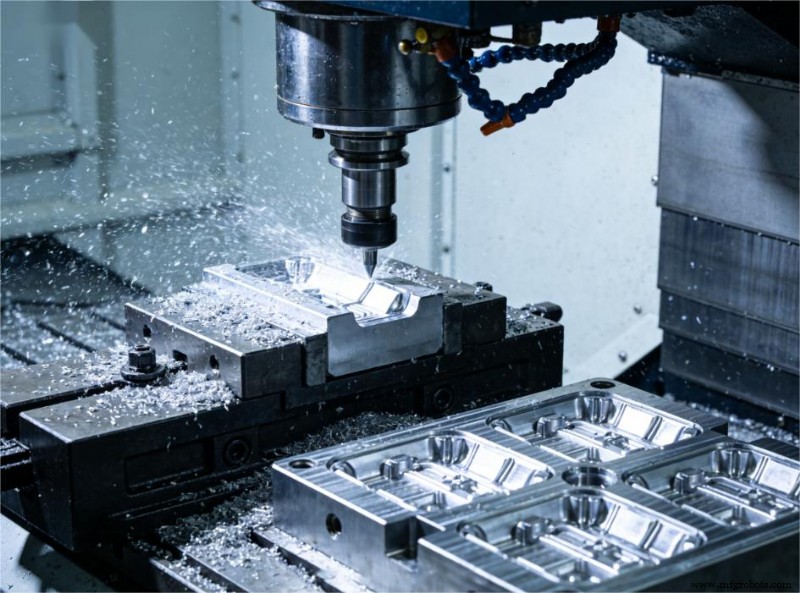
高度な熟練労働力と高度な製造 (CNC および EDM)
5 軸 CNC は一次キャビティ形状を処理しますが、物理的な制限があります。深いリブ、鋭い内部コーナー、および微細なディテールには、放電加工 (EDM) が必要です。ワイヤ EDM は、スライドとインサートの正確なプロファイルを作成します。その後、熟練したオペレーターがキャビティ表面を手作業で研磨して、外観または機能の仕様を満たします。 CAD/CAM プログラミング、金型構築、フィッティング、試打テストを追加すると、人件費がコストの大きな部分を占める理由がわかります。
ツールの材質の選択
適切な工具材料の選択は、製造量によって異なります。事前に買いすぎてしまうと現金が無駄になってしまいます。購入する量が少なすぎると、後で高価なアップグレードが必要になります。以下は、最も一般的な工具材料の簡単な比較です。
| 工具材料 | 前払い料金 | 機械加工 | 期待寿命 (ショット数) | 最適な目的 |
|---|
| アルミニウム | 低 | 簡単/速い | 数千から数万 | プロトタイピング、少量生産 |
| プリハードン鋼 (P20) | 中‑高 | 中程度 | 数十万 | 中量生産 |
| 焼き入れ鋼 (H13) | 非常に高い | ハード/スロー (EDM) | 数百万以上 | 大量の研磨性樹脂 |
キャビティ数と生産量
単一キャビティ金型は部品あたりのコストが高くなりますが、初期費用は低くなります。複数個取りの金型では初期費用が増加しますが、大規模化すると部品あたりのコストが大幅に削減されます。量が増加するにつれて、複数個取りの金型が最もコスト効率の高いソリューションになります。
無視できない隠れたコスト
鋼材を切断した後の設計変更は高価になり、場合によっては再構築しないと不可能になります。バリ、ヒケ、反りなどの欠陥は、多くの場合、DFM を考慮しなかったために発生しますが、生産時に修正するにはコストがかかります。設計中に問題を防止することは、事後に問題を修正するよりもはるかに安価です。
射出成形金型のコストを削減するための実践的なヒント
- アンダーカットを削除し、ジオメトリを簡素化します。 可能な限り金型の絞り方向に合わせてフィーチャーを再設計します。各アンダーカットにより、必要な機構を 20~30% 節約できます。
- 壁の厚さと抜き勾配を最適化します。 均一な肉厚 (通常 0.5 ~ 4 mm) により、ヒケや反りがなくなります。内壁の抜き勾配が 1~2° であっても、流れが改善され、欠陥が減少し、工具寿命が延長されます。
- 成形材料にボリュームを合わせます プロトタイプと初期の検証にはアルミニウム製ツールを使用します。デザインとボリュームの要件を確認した後でのみ、P20 または H13 に切り替えてください。
- 鋼を切断する前に DFM 解析を実行します。 ゲートの配置、突出の競合、ウェルド ラインの位置は、CAD で修正するのは安価ですが、鋼で修正するにはコストがかかります。 DFM は、単一で最大の本番前 ROI です。
JTR が適切な金型を適切な価格で入手できるようにする方法
信頼できるパートナーは、初期のツールコストと長期的な ROI の両方に大きな違いをもたらすことができます。 JTR Machine では、DFM 分析、精密機械加工、豊富な製造経験を組み合わせて、お客様が最初から不必要な経費を削減できるよう支援します。
JTR Machine は ISO 9001:2008 および TS 16949 認証 (2015 年) を取得し、2017 年に IATF 品質システム移行監査認証を取得しました。当社の工場には 70 台以上の精密 CNC マシンがあり、最高の製品品質を保証します。
射出成形能力
| サービス | リードタイム | 材料 | マシン | 範囲 | 許容差 | 保証 |
|---|
| 射出成形 | 1~4 週間 | 熱可塑性プラスチックと一部の金属 (Al とスチール) | 高性能、低スクラップ率 | 熱可塑性ツール、インサート、オーバーモールディング | ±0.0127cm (±0.05インチ) | 最低 2,000 ショット |
JTR にファイルをアップロードすると、価格以上のものを受け取ることができます。DFM レビューにより、さまざまな量のシナリオで工具と部品ごとのコストを比較できるため、鋼材が投入される前に最大の価値が得られます。
次のステップ
射出成形金型には多額の先行投資が必要ですが、賢明な設計決定と信頼できる製造パートナーがあれば、ROI を大幅に向上させることができます。新しいプロジェクトを開発している場合は、生産開始前に JTR Machine に設計をレビューしてツール戦略を最適化し、不必要な支出を排除してもらいましょう。 お問い合わせ パーソナライズされた DFM 評価のために。
よくある質問
Q1:射出成形金型のコストはどれくらいですか?
A1: コストは、注文数量と部品の複雑さに応じて、10,000 ドル未満から 100,000 ドル以上の範囲です。最も正確な見積もりは、DFM のレビューと見積もりから得られます。
Q2:射出成形金型の一般的な寿命はどれくらいですか?
A2: JTR は、材料の選択とメンテナンスの品質によって寿命が決まり、少なくとも 2,000 ショットを保証します。
Q3:射出成形プロセスにはどのくらい時間がかかりますか?
A3: 金型の複雑さと生産量によって異なりますが、通常のリードタイムは 1 ~ 4 週間です。
関連ガイド


