


射出成形の謎を解く:プラスチック部品製造の包括的なガイド
射出成形について理解する
射出成形は、溶融ポリマーを特注の金型に押し込むことによって高品質のプラスチック部品を製造する精密製造技術です。樹脂は融点よりもはるかに高い温度に加熱され、高圧下で射出されることで、冷却して固化して最終的な形状になる前に、キャビティの細部まで樹脂が充填されます。
作業原則
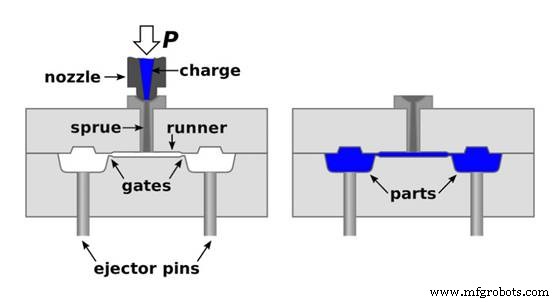
このプロセスは注射器に似ています。生のペレットがホッパーに供給され、液化するまでバレル内で加熱され、その後油圧スクリューが溶融プラスチックを閉じた金型に押し込みます。射出は 100~150MPa の圧力で行われ、パーツが冷え始める前にキャビティが完全に充填されるようにします。
金型が開くと、エジェクターピンが固化した部分を取り除きます。このサイクルは数秒以内に繰り返され、毎分数千個の生産が可能になります。
1.金型の設計と作成
金型はプロセスの基礎です。パーツの形状、サイズ、構造上の特徴を定義します。通常、CNC 加工または高度な 3D プリントは、信頼性の高い射出と冷却に必要な正確な形状、抜き勾配、重要な寸法を実現するために使用されます。
射出成形金型は通常、アルミニウムまたはスチールで作られ、コアおよびキャビティコンポーネント、ゲート、ランナー、スプルー、およびエジェクターシステムで構成されます。耐久性と再現性のためには、適切な材料の選択と加工精度が不可欠です。
2.材料の選択
適切なポリマーを選択することが重要です。部品の用途に合わせて、機械的強度、柔軟性、耐薬品性、温度耐性を考慮してください。一般的に使用される熱可塑性プラスチックには ABS、ポリプロピレン、ナイロンがあり、それぞれが異なる性能特性を備えています。
3.マシンのセットアップ
生産前に、オペレータは温度、圧力、サイクル時間のパラメータを設定します。また、金型の位置を調整し、プラスチックを充填し、テスト射出を実行して、システムの完全性と部品の品質を検証します。
4.射出成形サイクル
サイクル中に、溶融プラスチックがキャビティを満たし、金型の輪郭に沿って形作られ、固化し始めます。冷却時間は材料、壁の厚さ、部品のサイズによって異なります。内部冷却チャネルは均一な温度を維持し、欠陥を減らすのに役立ちます。
5.部品の取り出し
十分に冷却した後、金型が開き、エジェクター ピンまたはプレートが部品を自動的に解放します。この自動排出により損傷が防止され、スループットが向上します。
6.検査と後処理
排出後の品質管理チームは、仕様への準拠を確認するために目視検査、寸法検査、機械的テストを実施します。用途に応じて、部品の表面仕上げ、機械加工、または組み立て作業が行われる場合があります。
基本的な設計上の考慮事項
射出成形を成功させるには、思慮深い設計が必要です。以下に、考慮すべき重要な要素を示します。
公差
一般的な公差は ±0.005 インチです。より厳しい公差を達成するとコストが増加するため、寸法のドリフトを避けるために各ポリマーの収縮率を設計に考慮する必要があります。
壁の厚さ
均一な肉厚により、反りやヒケが軽減されます。パーツのサイズと材質に合わせて調整し、ばらつきが 0.04 ~ 0.15 インチ以下になるようにしてください。
コア ジオメトリ
均一な材料の流れと効率的な冷却を促進するようにコアを設計します。応力集中を引き起こしパーツを弱める鋭い内部コーナーは避けてください。
抜き勾配角度
パーツに損傷を与えることなく簡単に取り出せるように、1 ~ 2 度 (深いフィーチャの場合はそれ以上) の抜き勾配を適用します。
アンダーカット
アンダーカットは金型設計を複雑にし、コストを増加させるため、機能的な目的を果たさない限り、最小限に抑えるか削除します。
ゲート
ゲートのサイズと配置は、流れ、サイクル タイム、表面品質に影響を与えます。精密部品は、戦略的に配置された小型のゲートの恩恵を受けます。
リブ
リブは壁の厚さを一定に保ちながら強度を強化します。ヒケを避けるために、リブの厚さを周囲の壁の 40 ~ 60% に保ちます。
エジェクターピン
目に見える跡や変形が起こらないように、エジェクター ピンを配置します。ドラフトが適切であれば、ピンが完全に不要になる場合があります。
射出成形プロセスの種類
射出成形には、いくつかの特殊な技術が含まれます。
インサート成形
金属インサートやねじ要素などの既成コンポーネントをプラスチック部品に直接統合し、堅牢なマルチマテリアル構造を作成します。
ブロー成形
ボトルなどの中空品に最適です。加熱したプラスチックを型の壁に吹き付けて、軽量で耐久性のある容器を形成します。
オーバーモールディング
硬い基材の上に柔らかいポリマーを重ねます。グリップを追加したり、二重材料コンポーネントを作成したりするためによく使用されます。
液体射出成形(液状シリコーンゴム)
熱硬化性ポリマーを使用して、医療用シールやガスケットなどの柔軟な耐熱部品を製造します。
一般的に使用されるポリマー樹脂
以下は、最も頻繁に使用される熱可塑性プラスチックのクイックリファレンスです。

ABS (アクリロニトリル ブタジエン スチレン)
靭性、耐衝撃性、滑らかな仕上がりを実現します。自動車、電子機器、消費財で広く使用されています。
ナイロン (ポリアミド)
強度、耐摩耗性、温度安定性が高いナイロンは、ギア、ベアリング、複雑な機械部品に最適です。
ポリカーボネート (PC)
光学ハウジングや電気筐体に適した透明な耐衝撃性樹脂。傷がつきやすいですが、熱的には安定しています。
PMMA (アクリル)
透明で軽量で成形が簡単ですが、耐衝撃性はポリカーボネートより劣ります。
ポリプロピレン (PP)
軽量で耐薬品性があり、コスト効率が高いため、パッケージングや自動車部品で一般的です。
ポリエチレン (PE)
多用途、丈夫、柔軟で、HDPE バリアントによりコンテナやパイプの強度が向上します。
添加物
PTFE、カーボンファイバー、ケブラー、タルク、粘土、ガラス繊維などの強化剤がベースポリマーに混合され、潤滑性、強度、耐衝撃性、または寸法安定性が向上します。
長所と短所
利点
- 高効率 :迅速なサイクルにより、最小限のダウンタイムで大量生産が可能になります。
- 精度 :許容差が厳しい複雑な形状に対応できる
- 無駄が少ない :余分な材料は実行間でリサイクルできます。
- 多用途性 :熱可塑性プラスチック、熱硬化性樹脂、特殊ポリマーをサポートします。
- 大規模な場合でも費用対効果が高い :高額な初期ツール費用は、大量生産の場合のユニットあたりの費用の低さによって相殺されます。
- 自動化 :機械は人間の介入を最小限に抑えて動作できるため、一貫性が高まります。
制限事項
- 高額な初期費用 :金型の作成と機械への投資は多額です。
- 設計の厳格さ :金型の変更にはコストと時間がかかります。
- リードタイム :カスタム金型の製作には数週間から数か月かかる場合があります。
- 収縮と反り :適切な材料の選択と設計により、これらの問題は軽減されますが、排除することはできません。
- 環境への懸念 :プラスチック廃棄物とリサイクル不可能な素材は、持続可能性の課題を引き起こします。

成功のための専門家のヒント
適切な素材を選択する
強度、柔軟性、温度耐性などのポリマーの特性を、部品の機能要件や環境への曝露に合わせて調整します。
大量生産の計画
射出成形は、生産量が多いときに威力を発揮します。低バッチ ジョブは、CNC 加工または 3D プリントを使用するとより経済的になる可能性があります。
壁の厚さを最適化する
一貫した最小限の壁厚により、材料の使用量と冷却時間が削減されますが、強度要件は満たさなければなりません。
アンダーカットを減らす
形状を簡素化して取り出しを容易にし、金型コストを削減します。
ゲート設計の微調整
ゲートのサイズと配置を適切に行うと、不均一な充填やヒケなどの欠陥が防止されます。大きなパーツには複数のゲートが必要になる場合があります。
冷却と通気を強化
適切に設計された冷却チャネルと通気システムにより、均一な凝固が促進され、ガスの多孔性が排除されます。
一般的なアプリケーション
自動車
燃料タンク、バンパー、ドアパネルなどの軽量コンポーネントにより、燃料効率と安全性が向上します。
医療
IV チューブ、手袋、使い捨てキットなどの生体適合性のある滅菌可能な部品は、射出成形の精度とコスト効率の恩恵を受けます。
食品および飲料の包装
ペットボトル、ポーチ、小袋はガラスや金属に代わるもので、耐薬品性と軽量化を実現します。
航空宇宙
PEEK のような高性能ポリマーは、軽量で耐食性のある構造コンポーネントと内部コンポーネントを作成します。
電子機器と電気
絶縁ハウジング、ケーブル終端、保護ケーシングは、安全性と信頼性を確保するために射出成形プラスチックを使用しています。
射出成形を使用する場合
厳しい公差が要求される大量の再現性のある部品に最適です。少量のプロトタイプや頻繁に変更されるデザインの場合は避けてください。3D プリントや CNC 加工などの代替プロセスの方が適切な場合があります。
ボーナス 1:射出成形機の概要
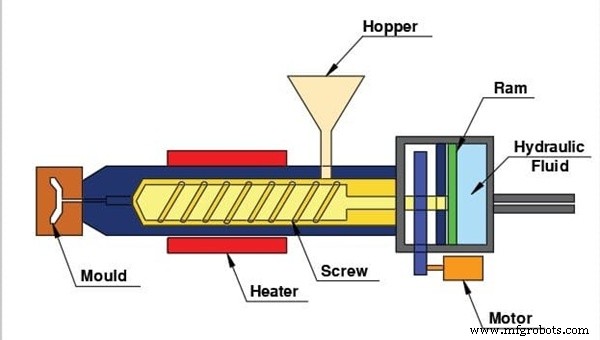
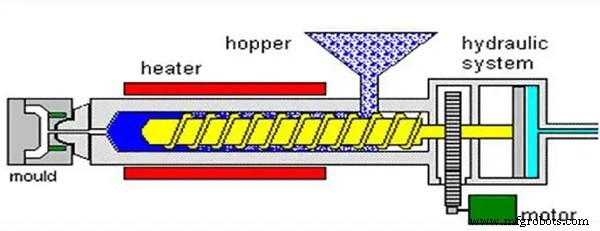
機械は油圧式、電気式、ハイブリッド式などさまざまですが、すべてコア コンポーネントを共有しています。
- クランプユニット :射出中に金型を固定します。
- 注入ユニット :スクリューとバレルを介して樹脂を溶かし、注入します。
- カビ :パーツを成形する精密ツール。
- 制御システム :温度、圧力、流量を調整します。
- 冷却システム :凝固を促進します。
- 排出システム :完成したパーツを削除します。

ボーナス 2:一般的な欠陥と軽減策
- ワーピング :均一な冷却とバランスのとれたマテリアル フローによって解決されます。
- ヒケ :一貫した壁厚と適切な冷却によって最小限に抑えられます。
- フラッシュ :適切なゲート サイズと圧力管理によって制御されます。
- ショートショット :十分な射出圧力と金型充填を確保することで回避できます。
- 火傷跡 :温度設定と空気の流れを最適化することで削減されます。
ボーナス 3:コスト削減戦略
- 材料と工具の複雑さを切断するために、均一な肉厚を維持する
- 大量生産でスケールメリットを活用する
- 工具の寿命を延ばすために定期的なメンテナンスを計画する
- パフォーマンスが許せば、リサイクル樹脂またはコスト効率の高い樹脂を使用する
射出成形は、さまざまな分野で高精度でコスト効率の高いプラスチック部品を製造するための業界標準であり続けています。健全な設計原則とプロセス制御を遵守することで、メーカーは歩留まりを最大化し、無駄を最小限に抑え、信頼性の高いコンポーネントを大規模に提供できます。
産業技術