


ろう付けvs溶接vsはんだ付け:どちらが良いですか?
溶接、はんだ付け、およびろう付けは、同じ金属と異なる金属を接合するための業界で最も一般的な接合プロセスの使用法です。今日はこれらのプロセスについて学び、さらに溶接、はんだ付け、ろう付けを比較します。これらはすべてプロセスに参加していますが、さまざまな条件でさまざまなプロセスが使用されています。溶接は、機械産業で同じまたは異なる金属を接合するために使用されます。溶接の主な機能は、すべての機械的応力に耐えることができる強力な接合部を作ることです。はんだ付けは、電気および電子産業で使用されます。パネルにワイヤーを接合するために使用されます。これらのプロセスの主な機能は、あらゆる電気的条件に耐えることができる電気的に強いジョイントを作成することです。ろう付けは、自動車および航空機産業で異種金属を接合するために使用されます。
ろう付けvs溶接vsはんだ付け :
溶接とは何ですか?
溶接は、機械産業で最も一般的な共同プロセスです。フィラー材料または圧力がある場合とない場合の熱エネルギーを使用して2つの金属を接合することを溶接と呼びます。それは永久的な関節を形成します。このプロセスでは、接合される両方のワークピースがプラスチック段階まで加熱されます。これらのワークピースは接近し、固化することができます。凝固後、強力な接合が達成されます。時々、フィラー材料は金属を接合するために使用され、フィラー材料は溶融段階でワークピースの間に配置されます。固まると強い接合部になります。仕事を加熱するための熱の使用は、アセチレンのようなガスを燃焼させることによって、または電気アークを使用することによって達成されます。熱の発生方法により、溶接はガス溶接とアーク溶接に分けられます。溶接は、圧力溶接と摩擦溶接として知られている、熱とフィラー材料を適用せずに圧力と摩擦のみを使用して実行される場合があります。
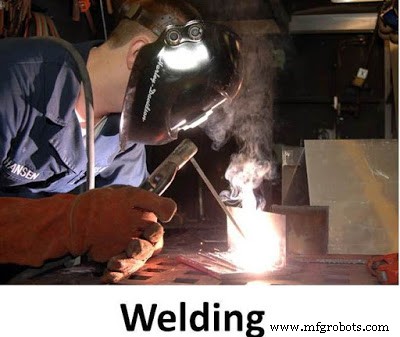 画像:https://en.wikipedia.org/wiki/Welding
画像:https://en.wikipedia.org/wiki/Welding
溶接の利点:
1.より適切な永久関節です。穴が不要なため、応力集中が少なくなります。フィラープレートが不要なため、ワークの総重量が少なくなります。溶接継手は高効率です。5。接合率は他の接合工程に比べて高い6。必要な労力が少なくて済みます。
溶接のデメリット:
1.溶接継手はもろく、疲労荷重に耐えられません。不均一な加熱により、溶接時に内部応力が発生します。必要な技能労働4。検査するのは難しいです。
はんだ付けとは何ですか?
はんだ付けは、電気および電子産業でワイヤーを接合するために使用されることを除いて、溶接とほとんど同じです。溶接工程では、熱を利用して2枚の板を強力に接合します。このジョイントは、高い機械的ストレスと負荷に耐えます。良好な機械的接続を行うために使用されます。はんだ付けは、電気的接続を良好にするために使用されることを除いて、溶接と同じです。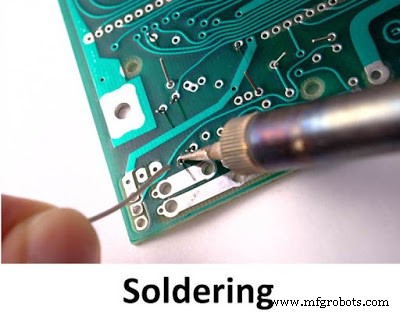 画像:https://www.flickr.com/photos/[メール保護]/ 14491303478
画像:https://www.flickr.com/photos/[メール保護]/ 14491303478
はんだ付けの利点:
1.それはより少ない熱を必要とします。はんだは良い導電体なので、良い電気ジョイントを作ります。熟練した労働力は必要ありません。
ろう付けとは何ですか?
ろう付けは、異種金属を接合するための最も一般的な接合プロセスです。ろう付けに高温を使用することを除けば、はんだ付けに似ています。ろう付けは、金属の接合プロセスであり、ワークピースのより低い溶融温度で行われます。このプロセスでは、銀ベースの合金が溶加材として使用され、溶融温度は450℃を超えますが、母材の溶融温度を下回ります。溶融金属は、毛細管現象によってギャップ間を流れることができます。この接合部の大きな利点の1つは、類似および非類似の母材に同様の強度を与えることです。 画像:https://commons.wikimedia.org/wiki/File:Cyfac_filet_brazing_custom_steel_bicycle..JPG
画像:https://commons.wikimedia.org/wiki/File:Cyfac_filet_brazing_custom_steel_bicycle..JPG
ろう付けの利点:
1.卑金属を溶かしません。類似金属と非類似金属の両方が結合できます。3。不均一な加熱による内部応力を形成しない4。大量生産に使用できます。5。ろう付けにより、きれいな接合部が得られます。
溶接、ろう付け、はんだ付けの違い
| S。いいえ。 | 溶接 | ろう付け | はんだ付け |
| 1。 | 卑金属の融点よりも高い温度が必要です。 3000℃以上です。 | 融点未満の温度が必要です。最高800℃です。 | 450°C未満の低温が必要です。 |
| 2。 | これは、高い作業応力に耐えることができる最強の機械的ジョイントを形成します。 | ろう付け接合部ははんだ付けよりも強力ですが、溶接よりも弱いです。 | 最も弱い機械的ジョイントを形成します。ただし、このジョイントは導電性が高いため、強力な電気ジョイントを形成します |
| 3。 | 高度な熟練労働者が必要 | 金属を結合するために必要なスキルが少ない。 | 必要なスキルが少ない。 |
| 4。 | 母材の予熱は必要ありません。 | 卑金属の予熱が必要です。 | 母材の予熱が不可欠です。 |
| 5。 | 母材の特性が変わる可能性があります。 | 機械的特性に変化はありません。 | 機械的特性に変化はありません。 |
| 6。 | 溶接前にワークピースをクリーニングする必要はありません。 | 結合する前に、ワークピースはきれいです。 | ワークピースをクリーニングすることが不可欠です。 |
製造プロセス