


知っておくべき 10 の旋削操作

旋盤は、医療、軍事、電子機器、自動車、および航空宇宙用途向けの高度な部品を作成します。旋盤で実行される上位 10 の機械加工操作を見つけるために読んでください。
旋盤は、多数の機械加工操作を実行して、目的の機能を備えた部品を提供することができます。ターニングは、旋盤での加工の通称です。とはいえ、旋盤加工は旋盤加工の一種にすぎません。
工具端の変化と、工具とワークピース間の運動学的関係により、旋盤での操作が異なります。最も一般的な旋盤操作は、旋削、面削り、溝入れ、パーティング、ねじ切り、穴あけ、中ぐり、ローレット加工、およびタッピングです。
1.ターニング
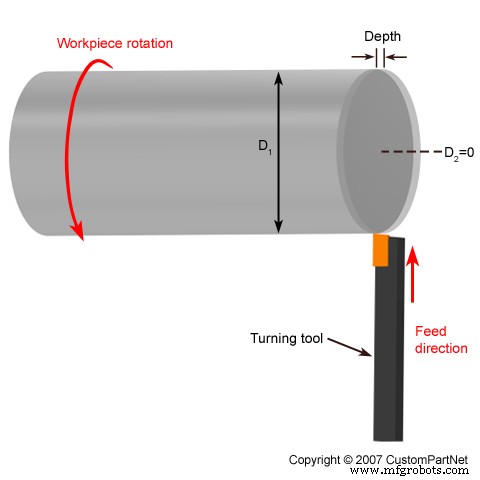
旋削は、最も一般的な旋盤加工操作です。旋削加工では、切削工具が回転する工作物の外径から材料を除去します。旋削の主な目的は、ワークピースの直径を目的の寸法に縮小することです。旋削加工には、荒加工と仕上げ加工の 2 種類があります。
粗旋削加工は、精度と表面仕上げを無視して、可能な限り短時間で最大量の材料を除去することにより、事前定義された厚さ内に部品を機械加工することを目的としています。仕上げ旋削は、滑らかな表面仕上げと最終的な正確な寸法のワークピースを生成します。
旋削部品の異なるセクションは、異なる外寸を持つ場合があります。 2 つの異なる直径を持つサーフェス間の遷移には、ステップ、テーパー、面取り、および輪郭など、いくつかのトポロジー機能が含まれる場合があります。これらのフィーチャーを作成するには、半径方向の切り込み深さが小さい複数回のパスが必要になる場合があります。
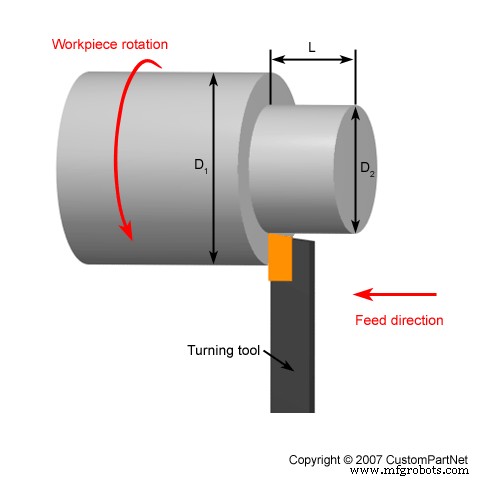
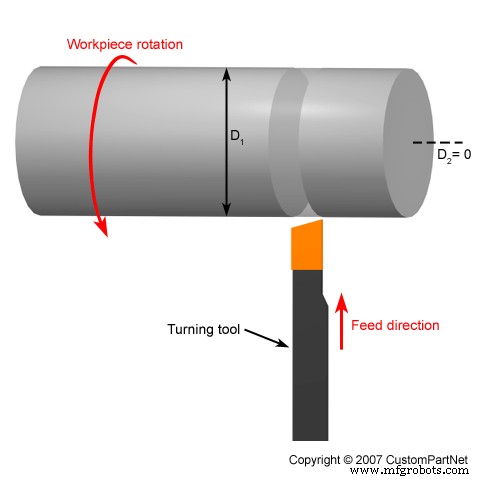
ステップターニング
ステップ旋削では、直径が急激に変化する 2 つのサーフェスが作成されます。最後の機能はステップに似ています。
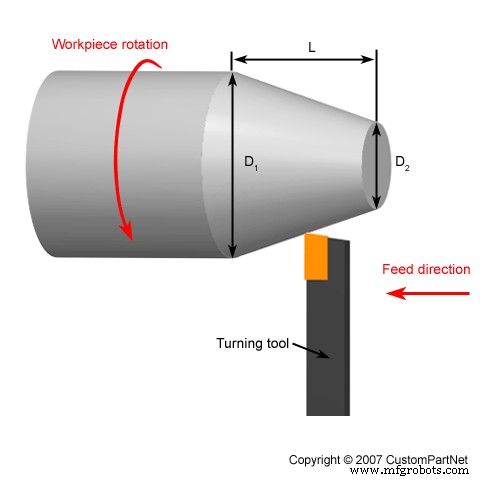
テーパー加工
テーパー旋削では、ワークピースと切削工具の間の角度のある動きにより、直径の異なる 2 つのサーフェス間に傾斜遷移が生じます。
面取り旋削
ステップ旋削と同様に、面取り旋削では、異なる旋削直径を持つ 2 つのサーフェス間に、それ以外の場合は正方形のエッジの角度の付いた遷移が作成されます。
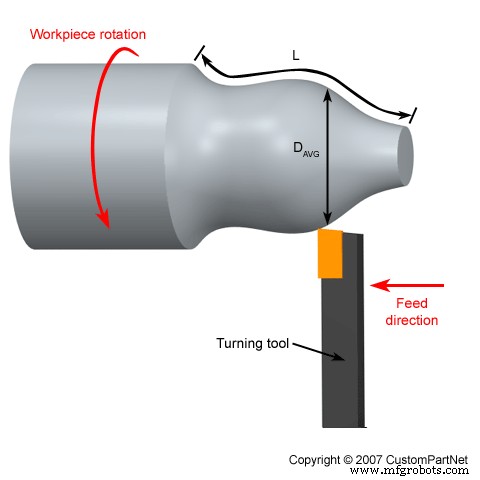
輪郭ターニング
輪郭旋削加工では、切削工具は事前に定義されたジオメトリのパスを軸方向にたどります。ワークピースに目的の輪郭を作成するには、輪郭ツールの複数回のパスが必要です。ただし、フォーム ツールは 1 回のパスで同じ輪郭形状を生成できます。
2.向き
機械加工中、ワークの長さは最終部品よりもわずかに長くなります。面取りとは、回転軸に対して垂直なワークの端面を加工する作業です。フェーシング中、ツールはワークピースの半径に沿って移動し、材料の薄層を除去することで、目的の部品長と滑らかな表面を生成します。
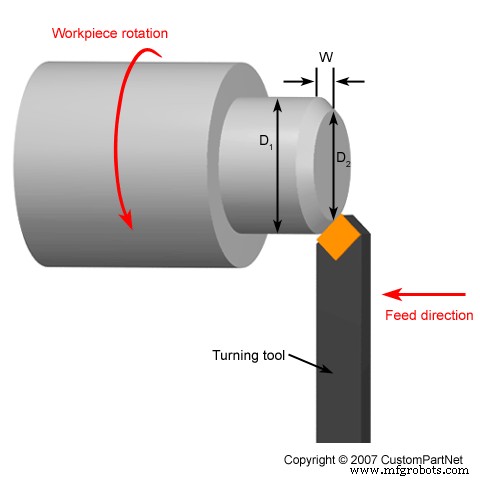
3.溝入れ
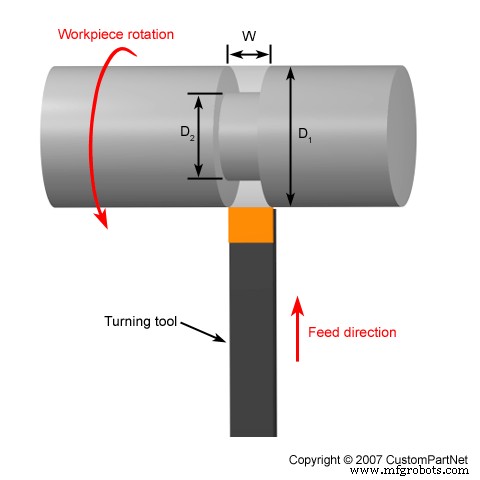
溝入れは、工作物に狭い切り込み、つまり「溝」を作成する旋削加工です。カットのサイズは、切削工具の幅によって異なります。幅の広い溝を加工するには、複数の工具パスが必要です。溝入れ加工には、外径溝入れと端面溝入れの 2 種類があります。外径溝入れでは、工具がワークピースの側面に半径方向に移動し、切削方向に沿って材料を除去します。面溝入れでは、工具がワークピースの面に溝を加工します。
4.別れ
パーティングは、加工サイクルの最後に部品の切断をもたらす加工操作です。このプロセスでは、特定の形状のツールを使用して、回転軸に対して垂直にワークピースに入り、ワークピースを回転させながらプログレッシブ カットを行います。切削工具の刃先がワークピースの中心に到達した後、ワークピースが脱落します。取り外したパーツをキャッチするために、パーツキャッチャーがよく使われます。
5.スレッド
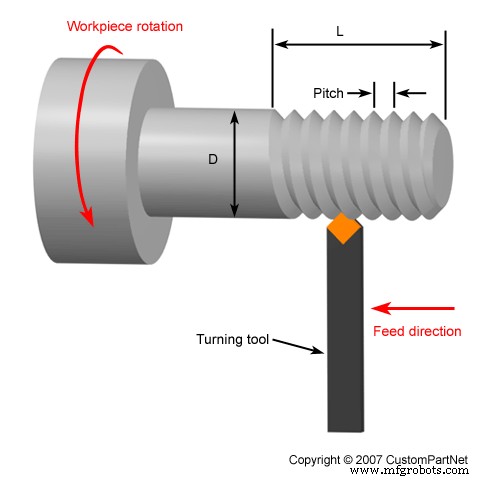
ねじ切り加工は、工具がワークピースの側面に沿って移動し、外面にねじ山を切削する旋削加工です。ねじ山は、指定された長さとピッチの均一ならせん状の溝です。より深いスレッドには、ツールの複数回のパスが必要です。
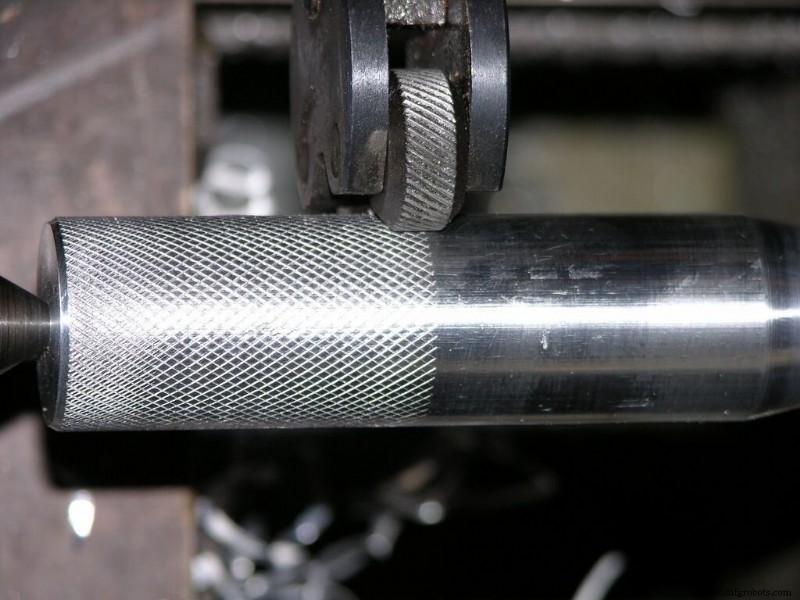
6.ローレット
ローレット加工により、部品の表面に鋸歯状の模様ができます。ローレット加工により、グリップの摩擦が増し、機械加工された部品の外観が向上します。この機械加工プロセスでは、ツール ホルダー内で回転できる 1 つまたは複数の円筒形のホイール (ローレット) で構成される独自のツールを使用します。ローレットには歯が含まれており、ワークピースの表面に対して転がって鋸歯状のパターンを形成します。最も一般的なローレット パスターンはダイヤモンド パターンです。
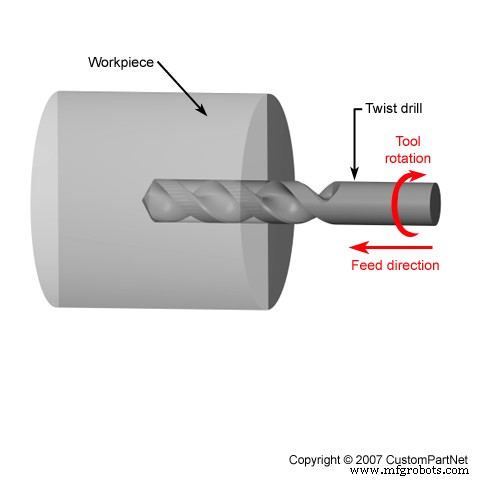
7.掘削
穴あけ操作は、ワークピースの内側から材料を取り除きます。穴あけの結果、使用したドリルビットのサイズと同じ直径の穴ができます。ドリル ビットは通常、テール ストックまたは旋盤ツール ホルダーのいずれかに配置されます。
8.リーミング
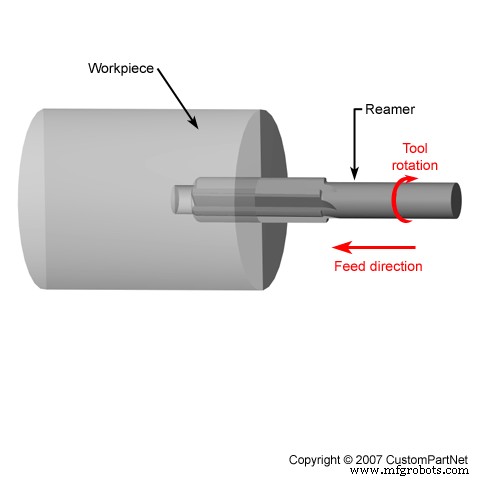
リーミングは、ワークピースの穴を拡大するサイジング操作です。リーマ加工では、リーマはワークピースの端から軸方向に入り、既存の穴を工具の直径まで広げます。リーミングは最小限の材料を除去し、より正確な直径とより滑らかな内部仕上げの両方を得るために、多くの場合、穴あけ後に実行されます。
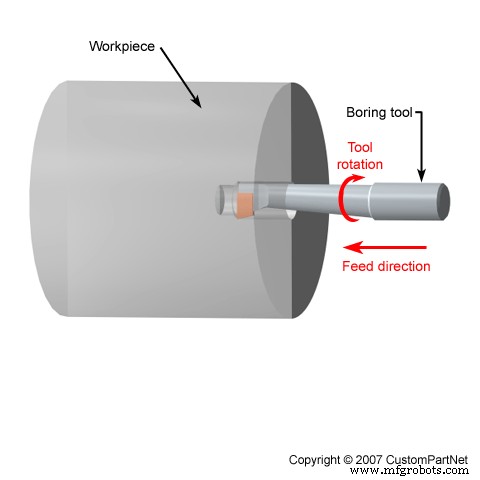
9.退屈
中ぐり加工では、工具が工作物に軸方向に進入し、内面に沿って材料を除去して、さまざまな形状を作成するか、既存の穴を拡大します。
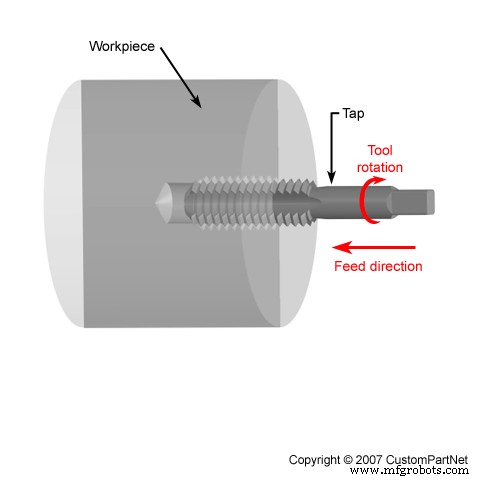
10.タッピング
タッピングは、タッピング工具が工作物に軸方向に入り、既存の穴にねじ山を切り込むプロセスです。穴は、目的のタッピング ツールに対応できる対応するビット サイズと一致します。タッピングは、ナットにねじ山を作るために使用される操作でもあります。
結論
旋盤は、高度な機能を備えた部品を加工できます。最終的な部品の特徴は、さまざまなツールを使用し、カッターとワークピース間の運動学的関係を変更することによって作成されます。この記事では、10 種類の旋盤操作について説明しました。
製造プロセス