


プラズマ対レーザー:あなたにとって適切な技術は何ですか?
今日の金属加工では、さまざまな形状切断プロセスを利用できます。レーザー切断、タレットパンチ、ウォータージェット、プラズマ、およびオキシ燃料システムはすべて、今日のショップで重要なプロセスになる可能性がありますが、どのプロセスが適切ですか? 「ウォータージェット機能:ウォータージェットが適合する場所」というタイトルの前回の記事では、これらの各プロセスの基本について説明しましたが、最も比較される2つのプロセスは、レーザー切断とプラズマ切断、特に高精細プラズマ切断であることがよくあります。では、これら2つのプロセスのどちらが最適ですか?アプリケーションと予算に最適なのはどれですか?
この記事では、これら2つのプロセスに光を当て、各タイプの切断機、新品と中古の両方の予算購入数を説明し、ニーズに合ったシステムを選択するのに役立つプロセス機能を提供します。 。
類似点
まず、これら2つのプロセスの相違点を定義する前に、これら2つのプロセスの類似点について説明する必要があります。プラズマとレーザーはどちらも熱切断プロセスであり、強烈な熱を使用して金属を気化させて(溶かさず、より熱く、はるかに熱く)ダストにします。どちらのプロセスも、窒素(NO2)、酸素(O2)、圧縮ショップエアなどの高圧ガスを使用して、プロセスの材料除去と仕上げエッジを支援します(これらのプロセスのそれぞれに大型スクリューコンプレッサーを使用できるようにすることをお勧めします。彼らはかなりの量のHP空気を使用します)。どちらのプロセスでも、気化した粒子がプラント内のすべての物品をコーティングするのを防ぐために、ある種のヒューム収集システム/集塵機が必要です(プラズマの場合、地下水面で十分です)。どちらのプロセスも、正しいガスの流れを維持するために、ノズルなどのカッティングヘッド内の特定の消耗品のセットを使用します。どちらのシステムも、カッティングヘッドがCNC制御され、静止したワークピースを通過する広い作業領域(通常は5'X 10')を使用します(この設計にはさまざまなバリエーションがありますが、現在利用可能な最も一般的なマシンはこの概念を利用しています)。
これは2つのプロセスに共通するものですが、次は、機能、運用コスト、プロセスの難易度、そしてもちろん、新しいシステムを購入するか中古のシステムを購入するかを投資で見積もることに基づいて2つを区別します。
プラズマ切断
プラズマ切断の基本は、「プラズマ」フィールドと呼ばれる強力な電界を生成するために、鋼、アルミニウム、ステンレス鋼などの導電性材料を介して変位する電流を使用します。プラズマフィールド内の温度は20,0000°Fを超えます。その温度範囲では、金属(前述のとおり)が溶融点を超え、すぐに気化します。これらのプラズマシステムは、手持ち式、トラック/機械式マウント、またはコンピューター制御で、正確な形状切断を実現できます。この比較では、CNCまたは機械化されたマウントシステムに焦点を当てて比較しますが、以前は、ここにリンクされ、「燃焼およびプラズマテーブルの概要」というタイトルのドキュメントでプラズマの概要について詳しく説明しました。
金属を切断する場合、プラズマシステムは効率、価格、速度の点で勝るものはありません。それらは比較的滑らかなカットエッジ、かなり良い精度と一貫した再現性を提供します。ただし、プラズマ切断システムは、最適な結果を達成するために連携して動作するように調整する必要がある3つの明確に異なるコンポーネントで構成されていることを示すことが重要です。プラズマ電源、プラズマ切断トーチ、およびモーションコントロールシステム(つまり、マシン) 。
プラズマ電源: プラズマ電源にはさまざまなサイズとタイプがあり、容量は「アンペア」によって定義されます。通常、XPR-300(300 AMPS)などのモデル名に記載されています。アンペア数は、電源の切断能力を示し、前の記事で詳述したように、プラズマおよびオキシ/燃料の燃焼効果「通常、プラズマ電源は、鋼の全体的な切断能力に対してアンペア数の1/2と評価されます。一例として、100 AMP電源は通常、鋼の1/2インチの厚さを貫通して切断する定格であり、既存の穴または部品の端から最大5/8インチ〜3/4インチまで切断できます。一方、200 AMPプラズマ電源は、最大1インチの厚さの鋼を連続的に貫通および切断する定格であり、最大1〜7/8の厚さの開始穴から使用できます。 」
プラズマ電源は、標準またはAIR PLASMA電源、またはHI-DEF(高品位)電源として定義することもできます。これらは、今日80Kを超える機械化された機械で見られるシステムの大部分です。エアプラズマシステムは通常、ハンドヘルドプラズマ切断アプリケーションで最も一般的です。
プラズマ切断トーチ: プラズマ電源と組み合わせたプラズマトーチヘッドは、正確で正確な切断を行うための重要なコンポーネントです。プラズマ切断ヘッドはいくつかのコンポーネントで構成されていますが、最も重要なのは、シールドキャップ、保持キャップ、電極、スワールリング、およびノズルの消耗品コンポーネントです。これらの消耗品とその品質は、カットとパーツの仕上げの精度と清浄度に直接影響します。使用した切削時間数と達成したピアス(開始)数に基づいて、予想寿命があります。
プラズマ切断機(機械部品) プラズマ切断電源とプラズマ切断トーチヘッドは、材料の切断エッジでより高い精度を提供することしかできません。これらのコンポーネントは、クリーンでストレートなカットを行うために重要ですが、それは純粋にテーブルまたはモーションシステムの設計の機能であるため、全体的なパーツの精度を可能にします。
プラズマの利点:
- システムへの投資コストは比較的低い(新規で2万未満から)
- システムの運用コストは低い(店頭で1時間あたり5〜7ドル)
- 精度は良好です(せいぜい0.015 "-0.020")
- ベベルカットは簡単に実行できます
- 無数の電源が利用可能で、簡単に適応/交換/アップグレード可能
- より「許される」プロセス
プラズマの短所:
- 熱プロセス(熱は薄い材料を歪める可能性があります)
- 必要な材料の導電率
- パーツのクリーンアップが必要です
- 正確な部品スタンドオフが必要
- アルミニウムおよびステンレス鋼は、高品質の仕上げを実現するのが困難です。
- 自動化は通常利用できません。
レーザー切断
レーザー切断の基本を理解するために、前に説明したように、プラズマレーザーのように材料を気化させるために強力な熱源を使用することに注意することが重要です。ただし、この熱源を達成するために電流を使用するプラズマとは異なり、レーザーシステムは目標を達成するために増幅光を使用します。プロセスとその長所または短所を理解するためには、基本を知ることが重要です。レーザーは、放出された放射線によって刺激された光増幅の略で、言い換えれば、放射線を使用して光のイオンを分割し、それによって光のイオンを増殖させて、ますます強度を生み出し、したがって熱を生み出すシステムです。
プラズマ切断システムと同様に、レーザーは3つの非常に重要でありながら別個のシステムで構成されています。電源またはレゾネーター、カッティングヘッド、モーションシステムまたはテーブル。
レゾネーター:
過去のレーザー設計では、これはCO2共振器によって達成され、無数のミラー、高速加圧ガス、RF周波数ジェネレーターがすべて組み合わせて使用され、複雑な「ビームデリバリーシステム」を介して光を送る光のイオンを大幅に分割および増幅していました。 "。今日、これらの電源はほとんどがデジタルであり、内部に可動部品や消耗部品がほとんどなく、さまざまな光ファイバーケーブルを使用して増幅されたビームをカッティングヘッドに送信します。元のスタイルのCO2マシンは現在も製造されていますが、光ファイバーとソリッドステートの設計がより洗練され、構築、保守、運用のコストがはるかに低くなるにつれて、その設計は段階的に廃止されています。
カッティングヘッド:
カッティングヘッドは、レーザービームが最も強い熱の点に集束される最後のポイントであり、その強い熱をシールドし、気化プロセスと除去を支援する必要な追加のカッティングガスが供給される場所です。その気化した材料。これらのカッティングヘッドは、CNCコントローラーを介して制御されるオートフォーカスヘッドに短い範囲の材料での切断とセットアップを簡単に提供する単純な手動フォーカスヘッドであり、より広範囲の自動材料変更を可能にします。レーザーによってこれらのヘッドを清潔で涼しく保つことが最も重要です。ラスターによって生成された強烈な熱は、ほこりの粒子によって簡単に偏向され、急速な熱の蓄積につながり、それによってレンズと内部ヘッドコンポーネントに迅速な損傷を与える可能性があるためです。
モーションシステム:
プラズマ切断システムと同じように、レーザーマシンは正確さを提供するために正確なモーションシステムを必要とします。これらのモーションコントロールシステムは、通常、正確であるだけでなく、非常に高速であるため、3G以上の加速係数と、4,000インチ/分を超える高速速度が可能です。
レーザーのデメリット:
- 投資コスト(240K以上)
- 限られた材料範囲
- カッティングヘッドの清浄度と冷却を優先
レーザーの利点:
- 精度(ピースパーツで0.005 "、通常のフルトラベルで0.025")
- 選択した材料と厚さでの非常に速い処理時間
- 簡単に自動化
- 優れたエッジ品質
- スラグの除去
プラズマとレーザーのどちらを使用するかを決定する
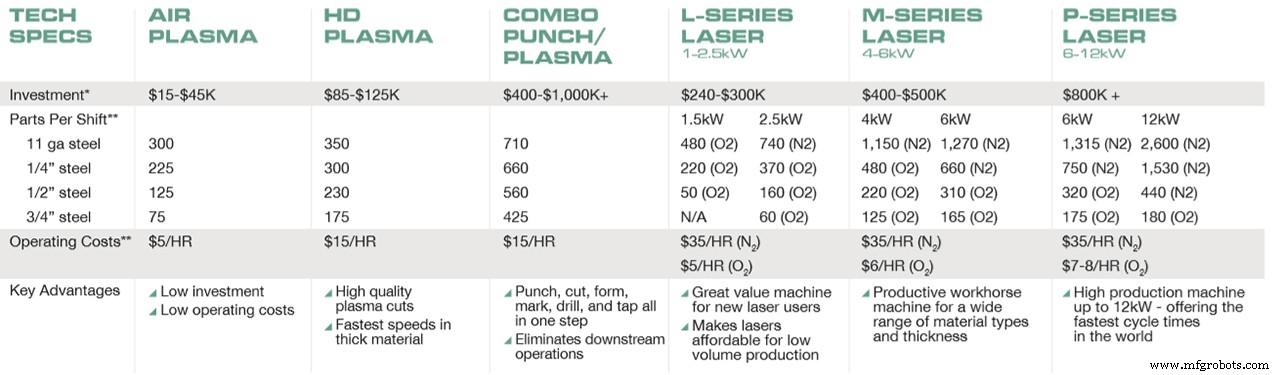
以下は、プラズマ切断システムとレーザー切断システムの両方のサプライヤーであるPiranhaFabによって提供された優れたチャートです。このグラフは、基本システムから高度なシステムの投資コストと、予想されるスループットおよび投資コストの詳細を示しています。チャートは規則ではありませんが、ショップとアプリケーションのプラズマ切断とレーザー切断のどちらを正しく決定するのに役立つ優れたリソースとガイドです。
サザンファブリケーションマシナリーセールスインクでは、プラズマおよびレーザー切断システムを知っており、ニーズに合った適切なシステムの決定と入手を支援します。最初のシステムまたは10番目のシステムの購入を検討している場合でも、部品、プロセス、アプリケーション、および予算に対して最高の価値を確実に得ることができます。利用可能なレーザーおよびプラズマシステムを今すぐチェックするか、813-444-4555までお電話いただくか、www.southernfabsales.comのWebサイトにアクセスしてください。
産業機器