


3D 印刷速度;より速く印刷して時間を節約する方法!
3D プリントは、特に迅速なプロセスではありません。一部の小さなモデルは、プリントするのに永遠のように感じることがあります (私は 37 時間かかったモデルをプリントしました)。しかし、特に印刷品質を落とさずにプロセスを高速化する方法はありますか?
この記事では、スライサーで調整して印刷が完了するまでの時間を大幅に短縮するさまざまな設定、印刷品質を (ある程度) 維持する方法、およびいくつかの異なるヒントとコツについて説明します。
それでは、早速始めましょう!
速度 vs 品質

特定の速度を処理するマシンの能力は、速度が印刷品質にどのように影響するかを評価する際に考慮すべき重要な要素になります。
機械の設計と材料は、高速での品質に影響を与える可能性があります。これは、エクストルーダーの動きが速いと大きな振動が発生する可能性があるためです。
フィラメントには、融解するために特定の温度が必要なため、制限もあります。マシンの動きが速すぎると、マシンがその速度でフィラメントを融解できないため、流量が制限される可能性があります。
さらに、プリンターの速度が速すぎると、フィラメントが強力な結合を形成する時間がないため、層の接着が弱くなる可能性があります。ここに、このトピックに関する拡張記事があります。
ノズル サイズを大きくすると、印刷時間が大幅に短縮される可能性がありますが、やはり品質が犠牲になります。
一般的に言えば、印刷が速いほど品質は低下します。
印刷時間に影響するスライサー設定
スライサーは、STL 形式のモデルを g コード形式のプリンター コマンドに変換するコンピューター ソフトウェアです。
これらのアプリのほとんどすべてで、インフィルと周囲の機能、レイヤーの幅と高さ、速度などのいくつかのパラメーターを制御でき、それらすべてが印刷速度に大きな影響を与える可能性があります.
印刷の品質にできるだけ影響を与えないようにして、印刷時間を短縮する最善の方法を見てみましょう:
砲弾数 (ウォール ライン カウント)
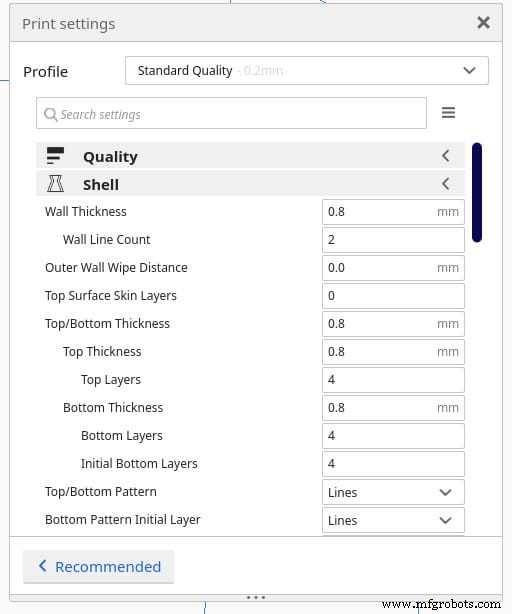
シェル (または周囲) は 3D プリント パーツの外側を構成し、壁と上部と下部の 2 つのセクションに分類できます。
壁の厚さを調整すると、周囲の数が自動的に設定されます。たとえば、壁の厚さを 1.2mm に設定すると、各周囲の厚さが 0.4mm であるため、プリンターは合計 3 つの周囲 (Cura では壁の線数として表示) を印刷することを意味します。
周囲の数を減らすことは、印刷パスが短くなり、押し出される材料の量が減ることを意味するため、印刷時間が短縮されます.
つまり、周囲/シェルの数を減らすと、印刷が高速になります。
充填密度
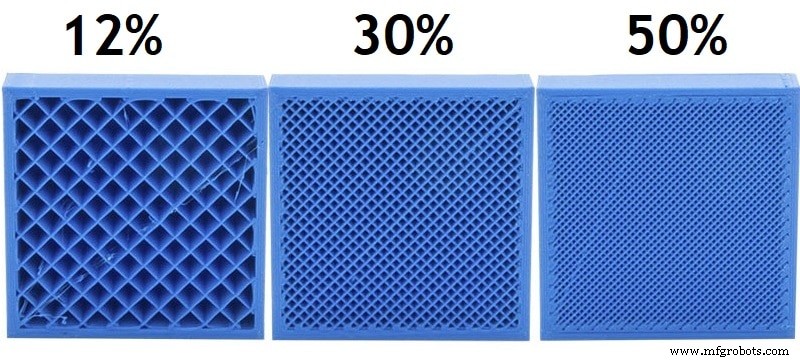
インフィルはモデルの内部ボリュームを構成し、調整できる設定の 1 つは密度です。密度は、モデルの内部を構成する材料の量を表します。完全に中空を意味する 0% から、完全に固体を意味する 100% まで。
作品の密度が高いほど、押し出す必要のある材料の量が多くなり、プリンターが印刷を完了するのに時間がかかります。
したがって、より速く印刷したい場合は、インフィル密度を下げる必要がありますが、これは印刷の強度に影響を与える可能性があることに常に留意してください。
つまり、要するに;インフィル密度を約 10% に下げると、印刷あたり数分から数時間節約できます。
段階的な充填手順
強度の低下を軽減しながら、印刷全体を通してインフィル密度を低下させないようにする方法が 1 つあります。
段階的な充填を使用すると、モデル全体で密度勾配が得られます。これにより、最下層の低密度パーセンテージから開始し、最上層近くで密度を徐々に増加させることによって、使用される材料の量が削減されます。
2 つの異なる設定を調整できます:充填材が半分に減る回数を表す段階的な充填ステップと、充填材の密度が減る高さを制御する高さです。
この設定でどれだけの時間を節約できるかは、モデル自体に依存するため、設定を有効にして 2 つのパラメーターを調整してから、モデルをスライスして、推定造形時間を段階的インフィル ステップを使用しない場合と比較します。
インフィル パターン
インフィル パターンは、インフィルを印刷するために使用される形状またはデザインであり、印刷時間にも影響します。スライサー設定ではさまざまなインフィル パターンを利用でき (一部は使用しているソフトウェアによって異なります)、それぞれがモデルにさまざまな特性 (主にモデルの強度) を提供します。
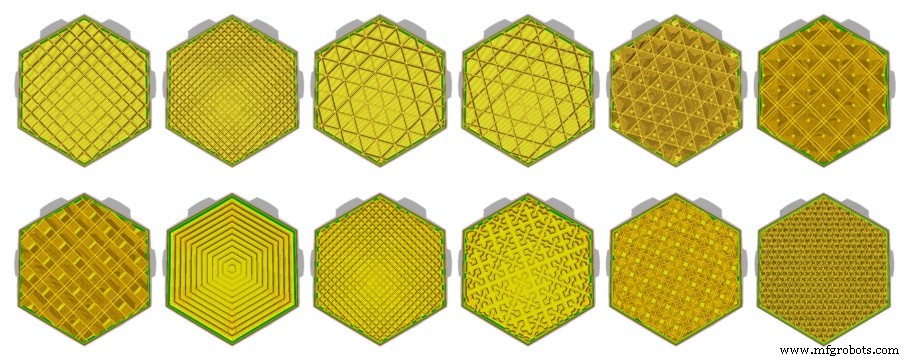
一般的に、「ライン」インフィル パターンが最も高速で、次に「ジグザグ」が続きます。これは、作成が簡単であるためです。ただし、これはモデルの形状やその他の要因にも依存します。
一般的に言えば、作成している特定のモデルに最適なパターンを選択する必要があります。これは、作成するモデルをより強力にすることができるためです。モデルを完成させるのにかかります。
印刷速度と移動速度
印刷速度は、印刷中にノズルがビルド プレート上を移動する速度を制御します。この速度を非常に高く設定すると、リンギングや押し出しの問題を試すことができます。ベースライン速度を設定してから、表面に欠陥が見られるまで徐々に速度を上げてください。
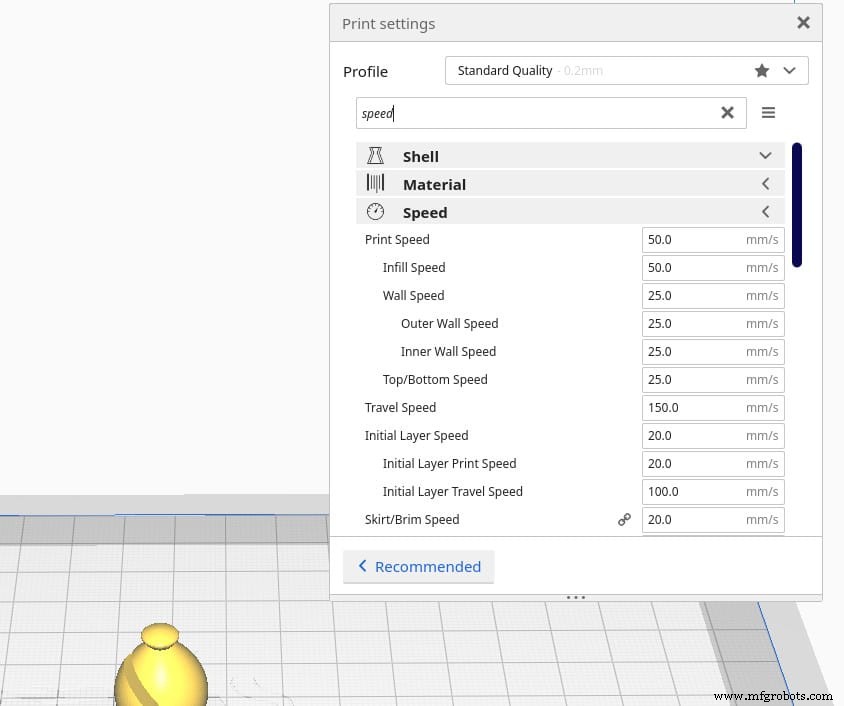
一方、移動速度は、フィラメントを押し出していないときにノズルが移動する速さです。この速度を高く設定しすぎると、大きな振動が発生し、移動中にノズルがプリントの別の部分と衝突する可能性があります。
印刷速度設定により、各パーツ (インフィル、壁、上部、下部) の速度を個別に制御できます。
品質に影響を与えることなく、充填速度を大幅に向上させることができます。シェル/壁にはさらにテストが必要ですが、ほとんどのプリンターでは、品質を大幅に損なうことなく最大 60mm/s まで印刷できます (品質を損なうことなく 200mm/s で印刷できるプリンターもあります)。
加速とジャーク
加速度とジャークは、マシンのファームウェアで確立された値であり、G コードには書き込まれず、動きがどのように実行されるかをより詳細に定義します。
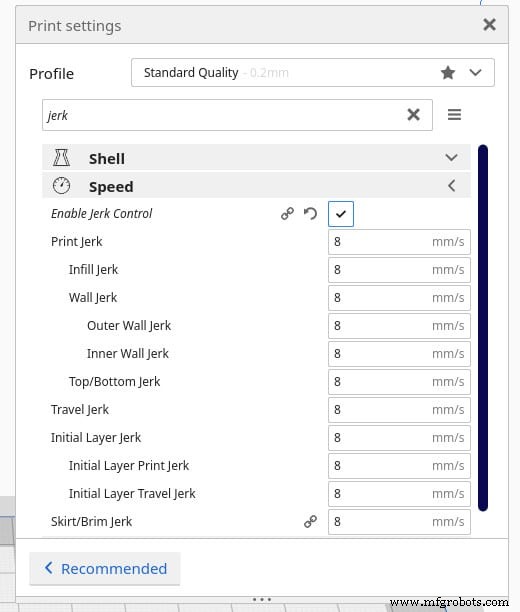
ジャーク設定は、プリント ヘッドが静止位置から移動する瞬間の最大速度変化を表します。設定が高いほど、安定した位置から離れる速度が速くなり、設定が低いほど、安定した位置から離れる速度が遅くなります。
たとえば、プリント ヘッドが静止している場合、加速度パラメータを無視して、0 mm/s から設定されたジャーク値まで瞬時に移動するようにプリンタに指示します。また、プリント ヘッドが 0 mm/s に達するまで減速する速度も制御するため、両方の方法で機能します。
ジャーク値が高い場合、最大速度に到達するまでの時間や停止するまでの時間が短くなり、印刷時間が短縮されます (また、これらの急激な速度変化によって振動が発生する可能性があるため、印刷品質も低下します)。
Acceleration 設定は、プリント ヘッドが加速できる速度を表します。設定値が高いほど、プリント ヘッドが最大速度に到達する速度が速くなり、設定が低いほど、プリント ヘッドが最大速度に到達する速度が遅くなります。印刷ヘッドが移動するのに十分な距離がある場合、加速度を上げると印刷時間が短縮されます。
次の計算機を使用して、加速設定、軸の距離/長さ、および目的の最大速度を入力すると、プリンターがその目的の速度に到達するまでの時間を確認できます。
サポート設定
サポートは、3D プリントで使用される一般的な機能です。これは、プリント中に各レイヤーがその下のレイヤーによってサポートされる必要があるためです。押出機は、下に材料がない場所に材料を配置する必要がある場合があり、これがサポートの出番です。
現在、サポートの印刷には非常に時間がかかります。そのため、印刷プロセスを高速化することが目標である場合は、サポート材料をできるだけ少なく印刷するために必要なことは何でもする必要があります。
これは、押出温度を下げ、層の冷却を改善し、流量を減らし、印刷速度を下げることで実行できますが、私が最も効果的であることがわかったのは、印刷の向きを調整して、層の量を減らすことです。次に、スライサーがサポートの導入を開始する角度を増やします (Cura では、デフォルトで 45 度です)。
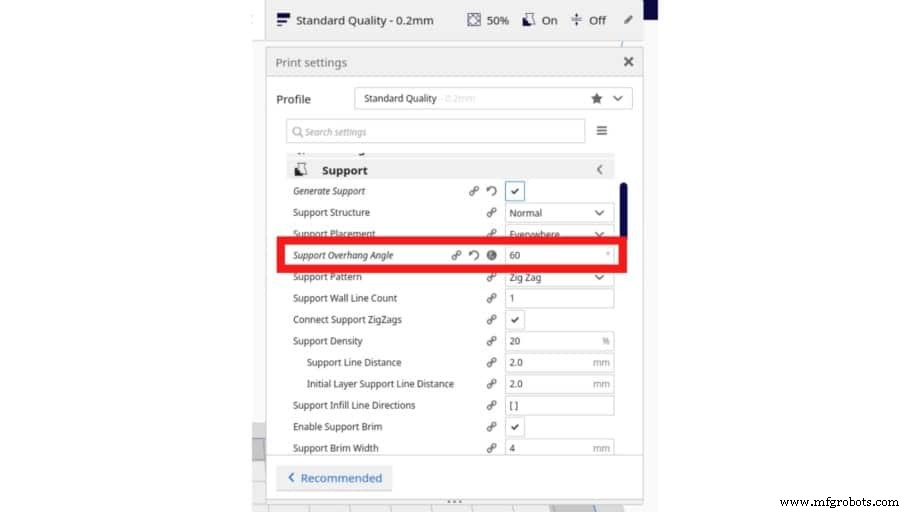
お使いのプリンターがサポートを必要とせずに快適に印刷できる最大角度を調べるには、このオーバーハング &ブリッジング テストを印刷して、どの時点で失敗し始めるかを確認してください。プリンタが 60 度の角度で快適に印刷できるが、65 度で失敗し始める場合は、65 度でサポートを有効にします。
印刷を高速化し、全体的な材料使用量を削減するもう 1 つの方法は、サポートの充填密度を下げることです。
サポートとその使用の最適化について詳しくは、その特定のトピックについて書いたこの記事をご覧ください。
レイヤーの高さ
層の高さは、ノズルと押し出された材料の前の層の間の距離です。このパラメーターは、モデルの解像度レベルに関連しています。レイヤーの高さが低いほど詳細レベルが高くなり、その逆も同様です。

印刷速度に関しては、レイヤーが厚いほど、同じ高さを実現するために必要なレイヤーが少なくなるため、印刷が高速になります。
一方、層の高さを高くすると、得られる解像度が低くなります。これに加えて、より厚い層を使用すると、モデル間の表面接触面積がはるかに小さくなるため、モデルの強度に悪影響を及ぼす可能性があります。
一般的に言えば、品質、速度、および強度の点で適切な層の高さは 0.2 mm です。
線幅 (押し出し幅)
線幅は、印刷される線の幅を決定します。通常、ノズルの穴と同じ幅ですが、この設定を調整して増減できます。
押し出し幅が大きくなると、ノズル内の圧力も高くなり、材料がノズルから出た後に横に押し出されます。したがって、より多くの材料が一度にノズルから出て、印刷が速くなります。
もちろん、線幅を 200% に増やしてもまったく同じ印刷品質が得られるとは期待できません (この段階では非常に似ていますが)。一般に、線幅を少し下げると、印刷速度は低下しますが、印刷品質は向上します。一方、線幅を大きくしすぎると、印刷品質は低下しますが、速度は向上します。
ヒント :花瓶モード (Cura の外側輪郭をらせん状にする) で印刷すると、標準の 0.4mm ノズルを使用すると、一般的に印刷がやや弱くなりますが、線幅を 200% に増やすと、基本的に、壁が 2 倍の厚さで花瓶が印刷されます。はるかに強力なプリントで、仕上げに時間がかかりません.
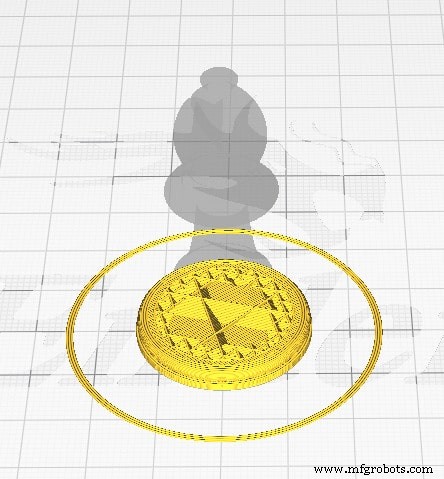
ベッドの接着設定 (つばやラフトを使用しないでください)
スカート、つば、いかだは、ベッドの接着を助けるように設計されています (主につばといかだ)。スカートは、モデルを囲む押し出しプラスチックのラインで、プリント自体と接触することなくプリントされます。作品の印刷を開始する前に、エクストルーダーをプライミングし、スムーズな流れを得るために使用されます。
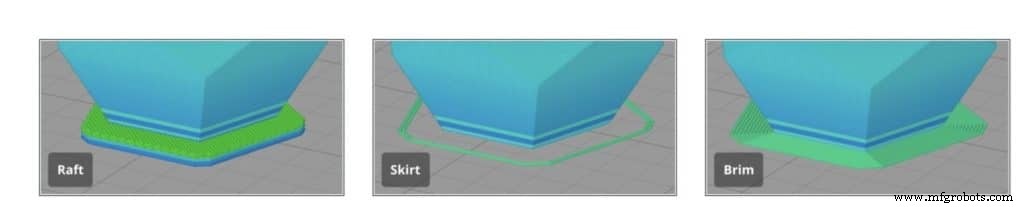
つばは、スカートと同じようにモデルを囲む素材の層ですが、実際にはモデルのエッジと接触します。これは、ベッドの接着を助け、反りを防ぎます.
Raft は、3D モデルを印刷するためのベースとして使用される印刷面です。最初のレイヤーが適切に印刷され、ビルド表面から剥がれないことを保証するのに役立ちます.
ご想像のとおり、いかだを使用すると、印刷プロセスに多くの時間が追加され、より多くの材料が消費されます.スカートを使用するか、まったく使用しないことを強くお勧めします。プリンターは通常、ベッドの側面に線を印刷してエクストルーダーをプライミングするためです.
ベッドの接着に問題がある場合は、つばを使用してベッド温度をフィラメントのガラス転移温度よりわずかに高くすることを検討してください。
アダプティブ レイヤー
アダプティブ レイヤーは、可変レイヤーの高さを使用するため、品質と解像度をあまり失うことなく、印刷時間を大幅に短縮するのに役立ちます。これは、プリンターがモデルの形状に応じて、印刷中に層の高さを減少させることを意味します.
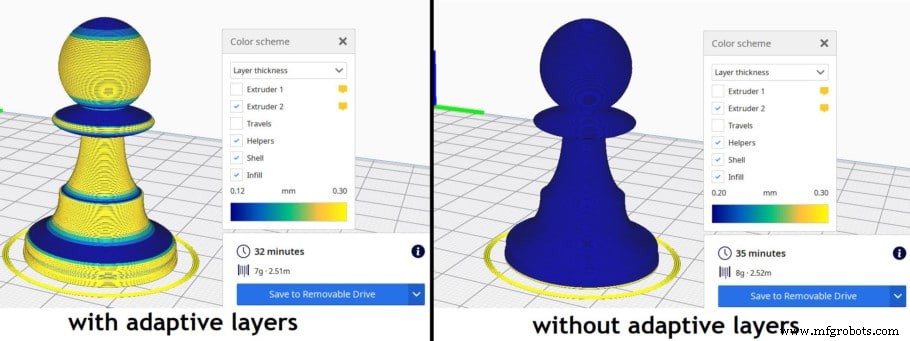
Cura では、この機能により、湾曲した幾何学的領域を印刷するときにレイヤーの高さが自動的に低くなり、構造変化の少ない領域はより厚いレイヤーで印刷されます。
モデル自体にもよりますが、アダプティブ レイヤーを使用すると、場合によっては最大 15% または 20% もの時間を節約できます。
印刷速度を上げるその他の方法
スライサー設定以外にも、印刷物がプリンターから出る速度を上げるために、他の方法に頼ることができます。
より大きなノズルを使用する (印刷品質が低下します)
より大きな直径のノズルを使用すると、より広い周囲を印刷できるため、必要な全体の数を減らすことができます。

同様に、より大きな直径のノズルを使用すると、レイヤーの高さを増やすこともできます。これは、前述のように、印刷速度に直接影響しますが、印刷品質は明らかに低下します.
より大きなノズルで印刷することのもう 1 つの利点は、層自体がはるかに広いため、より多くの表面接触領域があり、これが印刷の強度に直接相関することです。ノズルが広いほど、線幅が広くなり、この増加した表面接触面積により、より強力なプリントが得られます。
大きなバッチで印刷
複数の部分を印刷する必要がある場合は、大量のバッチで印刷するのが適切なオプションです。
これにより、プリンターの加熱、冷却に必要な時間が短縮され、ベッドを水平にする必要がある回数が減ります (自動ベッドの水平調整にも多くの時間がかかります)。
大きなバッチを印刷することの唯一の短所は、ビルド プレートからプリントが外れてしまうなど、1 つのエラー/問題が発生した場合、バッチ全体が失われ、最初からやり直す必要があることです。
まとめと設定例
3D プリンティングは、必ずしも高速なプロセスではありません。高さわずか数センチのプリントでも、完成までに数時間かかることがあります。
このガイドに従えば、品質を極端に低下させることなく、印刷速度を大幅に向上させることができます。
次のリストは、Ender 3 などの標準的な安価な 3D プリンターで印刷速度を上げるための設定例を示しています:
- レイヤーの高さ :0.28mm
- ウォール ライン カウント :2
- インフィル :5% – 10%
- アダプティブ レイヤー :有効
- スピード :60 mm/秒
- レイヤーの初期速度 :20 mm/秒
- 最初のレイヤーの高さ :0.2mm
- ベッドの接着 :スカート
- 線幅 :200%
- ファンの初期速度 :0%
- ファンの速度 (最初のレイヤーの後):100%
- オーバーハング角度をサポート :60° (可能であれば、サポートを無効にします)。
- ジャーク: 最大値 20 mm/s.
- 加速: 400m/s^2
3Dプリント