


完璧なプリントのための理想的な Cura PETG 設定とプロファイル!
PETG は、3D プリントで最も使用されているポリマーの 1 つであり、PLA だけが上回っています。これは、たとえばソーダのボトルに使用されているプラスチックの改良版です。この変更により、溶融温度が低下し、押し出しが容易になるため、3D プリンターにより適したものになります。 PLA と比較すると、PETG はより頑丈ですが、より柔らかいです。一部のフィラメントにはさまざまな不透明度があり、審美的な理由だけでなく、照明を組み込むプロジェクトにも適した良好なレベルの透明度を実現できます。また、動作温度範囲が高く、屋外条件により適しています。
PETG を使用する利点がわかったので、可能な限り最高の結果を得るためにプリンターの設定を調整する方法を見てみましょう!
PETG で印刷する場合は、温度を 70+ºC に設定する必要がありますが、印刷温度は 220ºC ~ 240ºC にする必要があります。最初のレイヤーのファンをオフにし、印刷速度を 30 ~ 500mm/s に設定することが重要です。 PETG では、糸引き、ベッドの接着、層の分離または層間剥離に注意する必要があります。つまり、収縮設定が非常に重要です。
それぞれの設定について詳しく説明し、微調整する方法について説明します。始めましょう!
PETG の問題
PETG は非常に糸くずが出る可能性がありますが、リトラクトを適切に調整するか、完成したモデルをヒートガンですばやく吹き飛ばしてプラスチックの細い毛を取り除くだけです。 PETG が十分にくっつかないユーザーもいれば、くっつきすぎてベッドからモデルを取り外すのが面倒なユーザーもいるため、ベッドの粘着性も懸念されます。最後に、いくつかの問題を引き起こす可能性のある貧弱なレイヤー結合がありますが、通常はスライサーでも管理できます
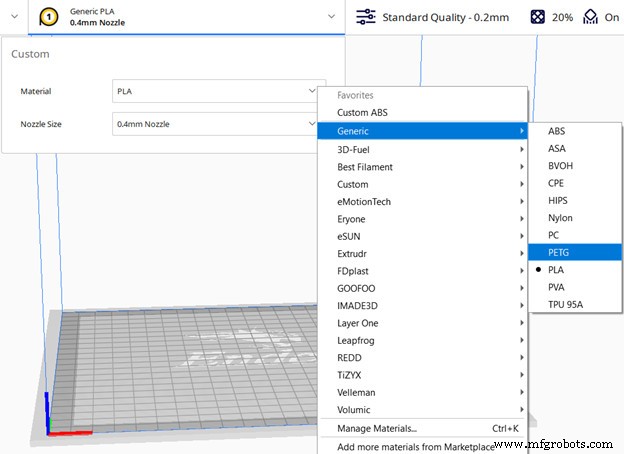
Cura のデフォルトの PETG プロファイルを有効にします (開始点として使用します)
Curaには既知のブランドのプロファイルが多数組み込まれているため、それらを出発点として使用し、そこから微調整を行うのは賢明なアイデアです.ブランドがリストにない場合は、一般的な PETG プロファイルから始めることができます。
レイヤーの高さ
層の高さは、印刷時間、ディテール、強度に大きな影響を与えます。層の高さが高いほど、印刷時間は短くなりますが、ディテールと強度は低下します。 PETG の場合、層間剥離を避けるために薄い層を選択することをお勧めします。
ある研究によると、ノズルサイズに対する層の高さの比率が大きいほど、層の間のギャップが小さくなり、強度が向上します。したがって、より大きな層が必要な場合は、より大きなノズルを使用することをお勧めします。押し出し幅を変更してより大きなノズルをエミュレートすることは可能ですが、実際のノズル サイズの 125 ~ 150% を超えないようにすることをお勧めします。 (例:0.4mm ノズルの場合は 0.6mm)。
このトピックの詳細については、こちらの記事をご覧ください
微調整
レイヤーの高さだけをわずかに変更して印刷し、特定のプロジェクトに最適なレイヤーの高さが見つかるまで結果を確認してください。
理想的な PETG 層の高さ:
- 詳細: ノズル サイズまたは押し出し幅の 25% (0.4 mm ノズルの場合は 0.1 mm)
- 全体の最適な層の高さ: ノズル サイズまたは押出幅の 25% ~ 40% (0.4 mm ノズルの場合は 0.15 mm)
- クイック プリント/プロトタイピング: ノズル サイズまたは押出幅の 50% ~ 80% (0.4 mm ノズルの場合は 0.2 ~ 0.3 mm)
印刷温度
PETG の印刷温度は、PLA ほど許容範囲が広いわけではありません。適切に設定しないと、ディテールが乏しい、または深刻な層間剥離を伴う非常に糸のようなモデルが得られます。印刷温度が高いほど、レイヤーの接着力は高くなりますが、ディテールは低下します。
微調整
温度の調整は、温度校正タワーを印刷し、一定距離後に押出温度を変更することで実行できます。プリントが完了すると、フィラメントの層の接着性とディテールが最も優れている範囲を明確に確認できます。
理想的な PETG 印刷温度: 220~240℃
このテーマについての良いビデオがあります!
ベッド温度
PETG は、一部の表面にくっつきすぎることで知られていますが、ベッドの温度が適切に設定されていないと不十分です。ガラス製ベッドの場合、ベッドの塊が付着したまま部品が外れることがあります。このような状況では、スティックのりなどの優れた離型剤が不可欠です。
研究によると、ベッド温度をフィラメントのガラス転移温度よりわずかに高くすると、接着性が大幅に向上することが示されています。
水などの物質とは異なり、ポリマーにはガラス転移温度という追加の特性温度があります。ポリマーがこのしきい値を超えて加熱されると、その物理的特性はもろくて硬い状態から延性があり強靭な状態に変化します。 PETGのガラス温度は約80℃です。したがって、マシンがこの温度に達することができる場合は、少なくとも 70ºC 以上に設定することを強くお勧めします。より顕著な象の足が予想されますが、これはスライサーまたはモデル自体で下側に面取りを追加することで補正できます。
微調整
ベッドを少なくとも 70 ℃ に設定することから始め、印刷に失敗した場合は 5 ℃ ずつ高くします。高くしすぎると、モデルがくっつきすぎて、コーティングの一部やベッド自体の塊さえも取り除いてしまうため、ベッドが台無しになる可能性があることに注意してください。
理想的な PETG ベッド温度:70ºC – 85ºC
印刷速度
PETG の印刷速度は PLA の印刷速度と似ていますが、遅くするとより良い結果が得られる場合があります。デフォルトの CURA 設定で問題ありません。 30 ~ 50 mm/s が妥当な範囲です。一部の情報源は、移動速度を上げると弦張りが改善される可能性があることを示唆しています。お使いのプリンターが 120+ mm/s を処理できる場合は、試してみる価値があります。
微調整
さまざまな速度で同じパーツを数回印刷する速度を微調整できます。
理想的な PETG 速度設定:
- 印刷速度: 30 ~ 50 mm/秒
- 初期レイヤーの印刷速度: 20 ~ 30 mm/秒
- 充填速度: 40 ~ 60 mm/秒
- 移動速度: プリンターによっては 100+ mm/s
撤回
PETG は印刷が熱く、冷却をあまり必要としないため、非常に糸くずが出る可能性がありますが、適切なリトラクトとその他のオプションを有効にすると、印象的な結果を得ることができます。
ストリングテストは、収縮を調整するのに役立ちます。最初に、ダイレクト ドライブ エクストルーダーの場合は 3mm、ボーデン セットアップの場合は 6mm の後退距離を使用します。どちらの構成でも 25mm/s の収縮速度が適切な開始推定値であるか、より低速で試してください。通常、Cura の在庫設定はうまく機能します。
コーミングとは?使用する設定は?
コーミングはリトラクトをオフにし、移動の動きを変更してインフィルを越えてにじみ出たプラスチックを堆積させます。 「インフィル内」に設定すると便利な場合があります
微調整
収縮速度と距離を変えて、同じパーツを数回印刷する速度を微調整できます。
理想的な PETG 後退設定:
- 後退距離: ダイレクト ドライブの場合は 3 mm、ボーデンの場合は 6 mm
- 後退速度: 25mm/秒
- コーミング: オンにして「インフィル内」に設定
ベッドの接着力
ベッド温度の項で述べたように、温度をフィラメントのガラス転移温度よりも高く設定すると、接着強度が大幅に向上します。
つばは、ベッドとの接触を増やす単一層の厚いボーダーです。それらの使用は、ベッドに固執するための良好な基盤を持たないモデルで特に役立ちます.スカートは同じですが、モデルと接触することはありません。スカートはノズルのプライマーとしてのみ機能するため、レイヤーの接着にはあまり効果的ではありません.
ラフトはつばのように機能しますが、モデル全体の下に少なくとも 2 つまたは 3 つの層で構成されています。また、ベッドの凹凸を補正するのにも役立ちます。スティックのりやヘアスプレーは、プリントがくっつかないときだけでなく、しっかりとプリントがくっつくときにも役立ちます。
理想的な PETG ベッド接着設定:
- ベッドの温度: 70℃以上
- ベッド接着タイプ: PEI シートまたはコーティングされたガラス
- つばの幅: 少なくとも 10 mm
- 接着に役立つ製品: スティックのり、ヘアスプレー
プリント冷却
剥離や反りを避けるため、PETG による冷却は使用しないでください。強力なパーツの最初の最良の推測は、ブリッジを除いて、パーツの冷却を完全にオフにすることです。くっきりとしたディテールと糸引きを少なくするために、最初の 2 層または 3 層が配置された後、100% のファン速度を使用できます
微調整
理想的な PETG 冷却設定:
- 初期層のファン速度: オフ
- ファン速度: 0 ~ 100% (詳細または強度のどちらを目指しているかによる)
- ベッド接着タイプ: PEI シートまたはコーティングされたガラス
- つばの幅: 少なくとも 10 mm
PETG を印刷するためのエンクロージャが必要ですか?
PETG では囲いを使った印刷は厳密には必要ありませんが、寒い部屋では便利です。
まとめ:PETG を印刷するための理想的な Cura 設定/プロファイル
- レイヤーの高さ: ノズル サイズまたは押出幅の 25% ~ 40% (0.4 mm ノズルの場合は 0.15 mm)
- 印刷温度: 220~240℃
- ベッドの温度: 70℃以上
- ベッド接着タイプ: スカート
- 後退距離: ダイレクト ドライブの場合は 3 mm、ボーデンの場合は 6 mm
- 後退速度: 25mm/秒
- コーミング: オンにして「インフィル内」に設定
- 印刷速度: 30 ~ 50 mm/秒
- 移動速度: プリンターによっては 100+ mm/s
- ファン速度の初期レイヤー: オフ
- 残りのファン速度: 0 ~ 100% (詳細または強度のどちらを目指しているかによる)
3Dプリント