


プラズマアーク溶接:定義、作業、機器、アプリケーション、利点
この記事では、プラズマアーク溶接とはについて学びます。 ?とその動作原理 、機器、タイプ、アプリケーション、利点など。 また、PDFファイルをダウンロードすることもできます 最後にこの投稿の。
プラズマアーク溶接とは ?
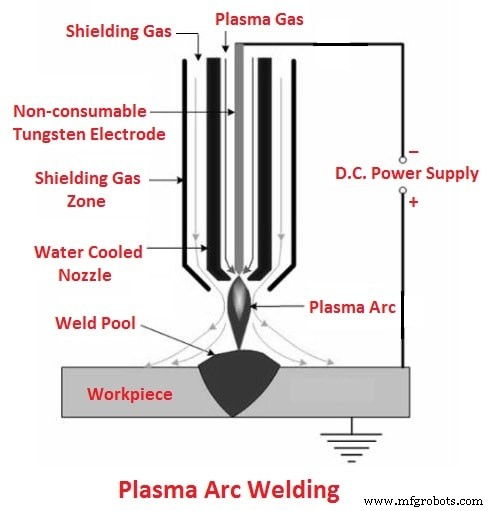
プラズマアーク溶接 は、タングステン非消耗電極と別のワークピースとの間の圧縮アークによって生成される熱を使用するアーク溶接プロセス(トランスファーアークプロセス)または水冷収縮ノズル(非トランスファーアークプロセス)です。
プラズマは、陽イオン、電子、および中性ガス分子のガス状混合物です。トランスファーアークプロセスは、高エネルギー密度のプラズマジェットを生成し、セラミック、銅合金、鋼、アルミニウム、ニッケル合金、チタン合金の高速溶接および切断に利用できます。
非転送アークプロセスは、比較的低いエネルギー密度のプラズマを生成します。各種金属の溶接やプラズマ溶射(コーティング)に使用されます。非転写プラズマアーク溶接のワークピースは電気回路の一部ではないため、プラズマアークトーチはアークを消さずにあるワークピースから別のワークピースに移動する可能性があります。
プラズマアーク溶接の動作原理
PAWは原則に基づいて機能します 不活性ガスに十分な量のエネルギーが供給されると、その電子の一部は原子核から放出されますが、一緒に移動します。
電子が移動した後、原子は高温のイオン化状態に変換されます。これは、物質の第4の状態として知られている物質の最も一般的な状態です。
これらのイオン化された原子は、2つのプレートを結合するために使用される高温を持っています。これがPAWの基本原理です。この溶接は、非消耗性のタングステン電極を使用してアークを生成するTIG溶接の一種です。
- アーク溶接:種類、機器、用途など
- 水中溶接はどのように機能しますか?
プラズマアーク溶接装置
以下はPAWの機器です:
- プラズマアークトーチ
- シールドとプラズマガス供給
- フィラーメタル
- 電源
1。プラズマアークトーチ
タングステン電極、コレット、インナーノズル、アウターノズルの4つの主要部品で構成されています。タングステン電極はコレットによって保持されます。内部ガスノズルは不活性ガスを供給して、トーチ内にプラズマを形成します。
外側のノズルは、溶接領域を酸化から保護するシールドガスを供給します。アークがトーチの内側に含まれているため、PAWトーチは冷却され、高熱を発生します。そのため、ウォータージャケットはトーチの外側に保管されます。
2。シールドとプラズマガス供給
プラズマガスは、単一の供給源から供給されるシールドガスに似ています。アルゴン、ヘリウムなどの主に不活性ガスは、不活性ガスとシールドガスの両方として使用されます。このガスは、不活性チューブと屋外チューブの両方に供給されます。
3。フィラーメタル
多くの場合、この溶接プロセスではフィラー材料は使用されません。フィラー材料を使用すると、溶接ゾーンに直接供給されます。
4。電源
PAWプロセスでは、タングステン電極と放電ノズル(転送されていないPAWプロセスの間)のいずれかで、電極と溶接プレート(転送されたPAWプロセスの場合)の間に電気火花を生成するために高電力DC電源が必要でした。
この溶接は約2アンペアの低アンペアで溶接でき、それを制御できる最大電流は約300アンペアです。正しく機能するには約80ボルトが必要です。電源には、変圧器、整流器、制御コンソールが含まれます。
プラズマアーク溶接の動作
最初に、ワークピースは徹底的に洗浄されます。電源は、タングステン電極とノズルの間、またはタングステン電極とワークピースの間にアークを生成する電力を供給します。タングステン電極は、ガス粒子のイオン化に使用される高強度アークを提供し、オリフィスガスをプラズマに変換します。
この高温のイオン化ガスは、小さな穴によって溶接プレートに供給されます。アルゴンなどのシールドガスは、圧力バルブと調整バルブを介して溶接トーチの外部ノズルに供給されます。
これらのガスは、溶接領域の周囲にシールドを形成し、酸素や窒素などの大気ガスから溶接領域を保護します。プラズマが溶接プレートに衝突して、溶接領域を1つの部品に変えます。次の溶接は溶接方向に行われます。この溶接プロセスでフィラー材料が必要な場合は、溶接工が手動で供給します。
プラズマアーク溶接の種類
プラズマアーク溶接には、次の2種類があります。
- 譲渡されていないPAW
- 転送されたPAW
転送されたプラズマアーク溶接と転送されていないプラズマアーク溶接の違い :
1。トランスファープラズマアーク溶接
この溶接プロセスでは、タングステン電極がマイナス端子に固定され、ワークピースがプラス端子に固定されます。また、DC電流を使用します。タングステン電極とワークの間にアークが発生します。
このプロセスでは、プラズマとアークの両方がワークピースに転送され、プロセスの加熱能力が向上します。厚いシートの溶接に使用されます。
2。非転写プラズマアーク溶接
この溶接プロセスでは、DC電流が使用されます。ここで、タングステン電極は負極に取り付けられ、ノズルは正極に取り付けられています。トーチ内のタングステン電極とノズルの間にアークが発生します。
これにより、トーチ内のガスのイオン化が増加します。トーチは、このイオン化ガスを転送してさらに処理します。薄いシートの溶接に使用されます。
プラズマアーク溶接の長所と短所
PAWの利点は次のとおりです:
- ミスアライメントに対するアークの耐性が高いため、必要なオペレータースキルは少なくなります。
- 高い溶接率。
- 高い貫通力(鍵穴効果)があります。
- 溶接には高エネルギーが利用できます。硬くて粗いワークピースを簡単に溶接できます。
- 工具とワークピースの間の距離はアーク形成に影響しません。
- 同じサイズの溶接部の消費電力は低くなります。
- プラズマアーク溶接によって生成されるより安定したアーク。
- 低アンペア数で動作できます。
PAWの欠点は次のとおりです:
- 高価な機器。
- 高い入熱の結果として、歪みが大きく、幅が広い。
- 騒がしい作業であるため、騒音公害の可能性があります。
- より多くの放射線があります。
- プラズマアーク溶接には高度な熟練労働者が必要です。
- 維持費が高い。
プラズマアーク溶接の用途
プラズマアーク溶接は何に使用されているのか疑問に思われるかもしれませんが、PAWの用途は次のとおりです。
- これらのタイプの溶接は、海洋および航空宇宙産業で使用されています。
- ステンレス鋼またはチタンのパイプやチューブの溶接に広く使用されています。
- 電子産業でよく使用されるプラズマアーク溶接。
- 通常、工具、染料、金型の修理に使用されます。
- タービンブレードの溶接やコーティングにも使用されます。
この記事のPDFをダウンロード

結論
だから今、私たちはプラズマアーク溶接についてのあなたの疑問をすべてクリアすることを願っています 。 「PAW」についてまだ疑問がある場合は、 」お問い合わせいただくか、コメントでお尋ねください。
皆さんのためのFacebookコミュニティもあります。必要に応じて、コミュニティに参加できます。こちらがFacebookグループへのリンクです。
読んでくれてありがとう。あなたが私たちの記事が好きなら、それをあなたの友人と共有してください。トピックについて質問がある場合は、コメントセクションで質問できます。
ニュースレターを購読して、新しい投稿をアップロードしたときに通知を受け取ります。
産業技術