


電子ビーム溶接:定義、構造、作業、アプリケーション、長所、および短所[PDF付きの注記]
今日この記事では、電子ビーム溶接機の詳細な概要を説明します。 。
この溶接プロセスは、1949年にドイツの物理学者であるKarl-HeinzSteigerwaldによって最初に開発されました。
この記事では、最初に定義、その仕組みについて説明し、その後、EBWマシンのアプリケーション、利点、および制限についても説明します。
それでは、さらに遅れることなく、記事に飛び込みましょう。
電子ビーム溶接とは何ですか?
電子ビーム溶接は、2つの類似または非類似の金属が熱を使用して結合され、その熱が高エネルギー電子によって生成される液体状態の溶接プロセスです。電子が高速でワークピースに衝突すると、速度論的エネルギーと熱エネルギーの2つの形式のエネルギー変換が行われます。
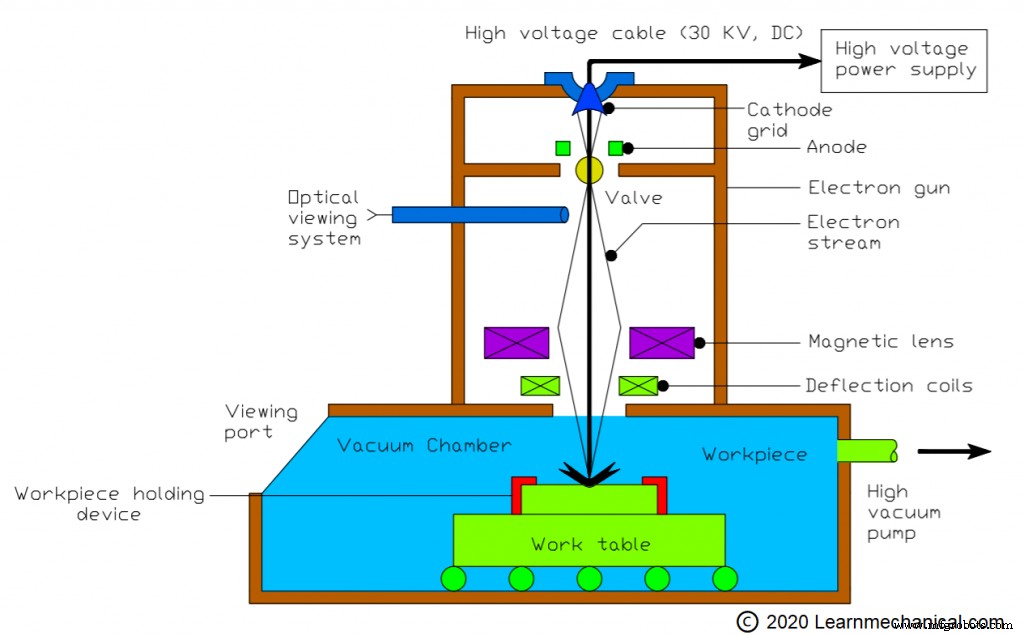
電子ビーム溶接機の構造:
電子ビーム溶接機は、次の部品で構成されています。
- 高電圧電源
- 電子銃
- カソードグリッド
- アノード
- 光学表示システム
- 磁気レンズ
- 偏向コイル
- 真空チャンバー
- ワークピース
- ワークピース保持デバイス
では、これらの部分について詳しく説明しましょう。
高電圧電源:
電源は、低電圧と高電圧の2つの方法に分類されます。
- 薄肉溶接の低電圧範囲は5〜30kVです。
- 厚肉溶接の高電圧範囲は70〜150kVです。
電子銃:
電子銃では、自由電子は溶銑ストラップまたはワイヤーからの熱放出によって生成されます。
電子銃の主な目的は、陰極グリッド、陽極、磁気レンズ、および偏向コイルの助けを借りて、自由電子を電子ビームに変換することです。
カソードグリッド:
この部分により、自由電子が生成されます。ただし、生成された自由電子の電圧は非常に低いeVです。この自由電子を加速するために、それらはアノードとエミッター(カソード)によって生成される高電界を通過します。
アノード:
アノードは、カソードグリッドによって生成される電子を加速するために使用されます。
光学表示システム:
光学表示システムは、電子ビームがワークピースに衝突する作用点を特定して設定するのに役立ちます。
磁気レンズ:
磁気レンズは、収束する電子のみを通過させます。発散電子の低エネルギーを吸収し、高強度の電子ビームを提供します。
偏向コイル:
- 偏向コイルは磁気レンズの一種で、ブラウン管に使用されています。
- 画面全体で電子ビームをスキャンするのに役立ちます。
真空チャンバー:
- 真空チャンバー内には空気はありません。この機械の溶接は真空中で行われます。
- ここでの圧力プリセットは、大気圧より低いか、大気圧です。
- ブラウンチューブまたはチャンバーとも呼ばれます。
ワークピース:
- ワークピースは固定具に取り付けられています。
- ワークピースは類似または非類似の金属にすることができます。
ワークピース保持装置:
- ワークピース保持装置はフィクスチャとも呼ばれます。ワークピースをしっかりと保持するために使用されます。
- 固定具は、鋳鋼、ステンレス鋼、鋳鉄、高張力鋼などで構成されています。
動作原理電子ビーム溶接:
電子溶接の動作原理は、電子ビーム加工と同じです。ここでは、電子ビームを使用して類似の金属または非類似の金属を結合するために使用します。
まず、システムに電力を供給します。図からわかるように、1つの陰極[負電荷を持っています]が取り付けられており、それはタングステンで構成されています。そして、アノードのすぐ下が接続されています。
ここで、30〜175 kVの電位差を作成する必要があります。これは、コヒーレント光がアノードを通過するカソードから生成され、アノードが可能な限り加速するのに役立つためです。
これで、コヒーレントライトがワークピースに直接表示され、その間、コヒーレントライト間の余分なギャップを減らすフォーカシングコイルが取り付けられます。
これで、偏向コイルの助けを借りて直接光がワークピースに到達し、ここでは温度が非常に高いため、ワークピースが溶けます。これで、運動エネルギーが熱エネルギーに変換されます。
ここでワークピースが固定具に取り付けられ、プロセス全体が真空中で行われるため、空気がありません。空気が入ると、コヒーレントライトの方向がずれて、溶接したくない他の場所に現れる可能性があります。
最新の電子ビーム溶接機のビデオは次のとおりです:
電子ビーム溶接の用途:
電子溶接は幅広い用途があります。ここにそれらのいくつかをリストしました、そしてそれらは:
- ワークピースの溶接と穴あけに使用されます。
- 電子ビーム溶接は、海洋、自動車、航空機、製造などのさまざまな産業で使用されています。
- 防衛部門でもさまざまな製品の製造に使用されています。
- 2つの類似または非類似の金属を接合するためのものです。
- 耐火材料の接合用で、タングステン、セラミックなどです。
- 医療業界でも使用されています。
- 電子溶接により、25ミクロンメートルの狭いスロットが切断されます。
電子ビーム溶接の利点:
したがって、ここに電子ビーム溶接のいくつかの利点があります:
- 電子溶接ではフィラー材料は必要ありません。
- 歪みはほとんどありません。
- 溶接欠陥も非常に少なく表示されます。
- 電子溶接は硬い材料も溶接します。
- このプロセスで得られる表面仕上げは高いです。
- また、高い金属接合率を提供します。
- 熱効率ゾーンと溶接は狭いです。
- このプロセスは、均一な拡散金属を結合するのにも役立ちます。
- 溶接プロセスは継続的でタイトです。
- ワークピースは高い強度特性を持ち、母材の最大95%の強度を維持します。
- このビーム溶接プロセスは非常に正確です。
- 溶接プロセスは完全に自動化されています。
電子ビーム溶接の欠点:
電子ビーム溶接の欠点は次のとおりです。
- このプロセスは半熟練労働者では実行できないため、高度な熟練労働者が必要です。つまり、電子溶接プロセスの知識が必要です。
- ワークピースのサイズは大きくありません。真空チャンバーのために制限されています。
- 高度なメンテナンスが必要です。
- 電子溶接装置は高価です。
- 設置と資本コストが高い。
- 電子溶接にはX線放射があり、それは人間にとって大きな問題です。
- 制作費も高額です。
結論:
これで、電子ビーム溶接の詳細な概要がわかりました。
この記事がおもしろいと思います。また、機械工学の主題に関する知識ベースの記事もたくさん取り上げました。それらもお気軽に確認してください。
産業技術
- ホーニングプロセス:定義、部品または構造、動作原理、利点、アプリケーション[PDF付きのメモ]
- ラッピングプロセス:定義、動作原理、タイプ、材料、利点、アプリケーション[PDF付きのメモ]
- すくい角:定義、重要性、およびタイプ(正、負、ゼロ)[PDF付きのメモ]
- クイックリターンメカニズム:定義、タイプ、動作原理、アプリケーション、長所、短所[PDF付きのメモ]
- 押し出しプロセス:定義、動作原理、タイプ、アプリケーション、長所、および短所[PDF付きのメモ]
- 電子ビーム溶接とは何ですか?-定義とプロセス
- TIG溶接の用途・メリット・デメリット
- MIG 溶接の動作原理、長所と短所
- エレクトロスラグ溶接 (ESW) の用途、長所と短所
- サブマージアーク溶接の用途とメリット・デメリット
- プラズマアーク溶接の用途・メリット・デメリット