


チップ制御を管理し、工具寿命と生産性を向上させる方法
チップ管理が不十分だと、工具寿命の短縮、表面仕上げの不良、安全上の問題など、機械工にとって問題が発生する可能性があります。これらの問題は、企業に数え切れないほどの生産時間と収益の損失をもたらします。これについてできることは次のとおりです。
タッピング操作中の切りくず処理は、ねじの品質の低下、工具寿命の短縮、そしておそらく壊滅的な故障につながります。部品を回収できると仮定すると、これらのイベントの最後は、シンカーEDMまたは機械的方法を使用して壊れたタップを抽出する間、追加の費用と時間の損失につながります。
このシナリオに関連するリスクは、スレッドミリングの人気を説明するのに役立ちます。これにより、機械工はスレッドプロセスをはるかに細かく制御できるだけでなく、チップ管理の問題を大幅に排除できます。
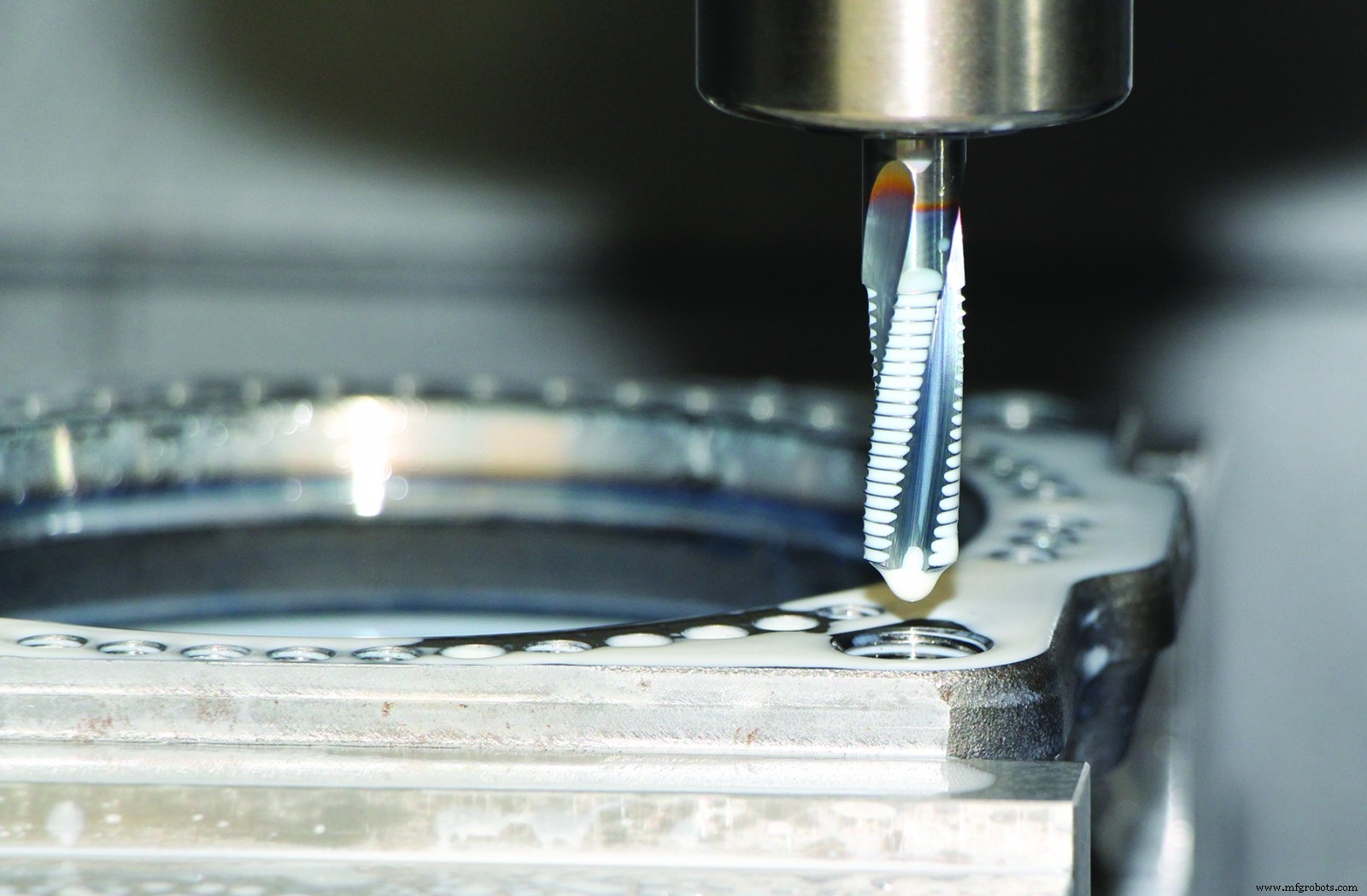
「ねじフライス盤は、めねじを加工するときに究極の切りくず処理を提供します」と、EmugeCorp.の製品ディレクターであるMarkHatchは述べています。
「タッピングが連続的な機械加工プロセスであり、したがって延性のある材料に連続的なねじ山を作成する場合、ねじ切りは中断されたものであり、最も硬い材料でさえ小さくて扱いやすいチップに分解します」と彼は言います。 「これが、航空宇宙産業や実際に高価値の部品を製造するすべてのショップが、精度と予測可能性の両方を提供するため、タッピングよりもフライス盤を好む理由です。」
ねじフライス盤以降
ハッチは、この重要なスレッド作成プロセスがここ数年で簡単になったことを指摘しています。今日の事実上すべてのCNC工作機械は、ねじ切りに必要なヘリカル補間機能を備えており、ほとんどの場合、穴から切りくずを効果的に洗い流すために、スピンドルを介したクーラントを提供します。つまり、CAMシステムは一般に、以前よりもスレッドミルに対応しているため、ねじ穴をフライス盤でフライスするときに使用されるアークイン、アークアウトモーションの手動プログラミングに関する懸念がなくなります。
切削工具もより効果的になりました。たとえば、EmugeのZGFシリーズスレッドミルは3xDの長さで利用でき、その範囲を拡大します。同社はまた、UNCおよびUNFからパイプ、STI、ミニチュアおよび「巨大な」スレッドまですべてをカバーする、いくつかの追加のスレッドミルラインを提供しています。 Emugeとその競合他社から今日市場に出回っている多種多様な高品質ツールのおかげで、スレッドミル加工できないものはほとんどなく、チップ制御の問題は過去のものになっています。
意見の形成
その多くの魅力的な品質にもかかわらず、しかし、スレッドミリングはすべての、最終的な解決策ではありません。その代替手段であるタッピングは、より高速で簡単です。そのため、大量のアプリケーション、手動機械、またはショップが何らかの理由でスレッドミリングを回避したい場合の最初の選択肢であり続けます。ハッチは、次善の代替策は、確かにチップ制御の観点から、コールドフォームまたはロールタッピングであり、材料を除去するのではなく移動させることを示しています。
「自動車業界では、強力で高品質のスレッドを生成し、チップ関連の問題を排除できるため、シリンダーヘッドとトランスミッションコンポーネントの深穴スレッディングに冷間成形を幅広く使用しています」と彼は言います。 「唯一の注意点は、成形によって糸の頂上に非常に小さな、ほぼU字型の窪みが残るという事実です。特定の医療部品や食品加工機器では、この欠陥により細菌が集まる領域が生じるため、これらの用途ではロール状の糸が許可されないことがよくあります。」

素晴らしいタップ
スレッドミリングとロール成形スレッドがない場合は、カットタップが残ります。幸いなことに、Emugeやその他の切削工具メーカーは、止まり穴でも切りくずをワークピースから引き上げる優れた仕事をする、汎用および材料固有のタップを幅広く提供しています。 OSG USAInc.のプロダクトマネージャーであるKyleMatsumotoは、A-Tapはまさにそれを行うように設計されていると示唆しています。
A-Tapは、安定した切りくず形成と排気を加速するために可変リードフルートを使用していると彼は説明します。その結果、タッピング操作を妨げることが多いねじれた鳥の巣とはまったく異なり、予測可能なスパイラル形状のチップが得られます。この工具はまた、非常に鋭いエッジを持ち、チップの形状をさらに安定させ、かじりをなくすのに役立つと言われています。どちらも、通過する切りくずを引っ掛ける可能性が低い滑らかなねじ面を作成すると同時に、部品の品質を向上させるのに役立ちます。
「可変ねじれ形状を使用すると、すべての切断が行われるタップの面取りでより鋭い角度を作成できます」と松本氏は言います。
「これにより、切削動作がスムーズになるだけでなく、切りくずをきれいにコンパクトに保つことができます」と彼は付け加えます。 「そして、フルートの終わりに向かって、ねじれ角が減少し、チップの出口が速くなります。 A-Tapは鋼とステンレス鋼用に設計されていますが、鋳鉄や35ロックウェルまでのさらに硬い材料でも非常にうまく機能します。」

ハッピーチップを作る!
GuhringInc.のねじ切りツールの製品マネージャーであるPaulMotzelも同様のソリューションを提供しています。彼は、同社のPionexタップラインはカットアンドロール形式で入手可能であると述べています。ツールに応じて、これらは通常、摩擦を減らし、切りくずの排出を支援するために、会社のSiriusまたはSlidurコーティングで処理されます。 Pionexタップも、研削後に研ぎ澄まされて研磨され、コーティング後に再度研磨されて、滑らかで強力な刃先を提供し、工具寿命を延ばします。彼はまた、Pionexタップのフォームバージョンは、表面接触が少なく、タッピング力を30%削減する潤滑溝があると述べています。
「何年も前に、ドイツの同僚の1人が、良いチップは幸せなチップだと言っていました」とMotzel氏は言います。 「つまり、行く場所とそこに行く方法があるということです。タッピングの問題のおそらく90%がチップに関連していると考えるのをやめると、彼が彼のコメントに注目していたことがわかります。」
高度なコーティングとツールの形状はさておき、Motzelは、ショップが犯す最も一般的な間違いの1つは、間違ったスタイルのタップを選択することであると示唆しています。
「スパイラルポインテッドタップはチップを前方に押し出すので、底に十分なスペースがある場合でも、止まり穴で使用しないでください」と彼は言います。 「それらはワークピースを完全に通過するように設計されており、そうでない場合、ぶら下がっている切りくずがレリーフ面の後ろに押し込まれ、タップを爆破する可能性があります。」
「解決策は、止まり穴に常にスパイラルフルートタップを使用することです。ヘリックス角度が高いと、切りくずがワークピースから排出され、貫通穴のスパイラルポイントが節約されます」と彼は付け加えます。
チップ管理について共有できるヒント、コツ、テクニックは何ですか?以下のコメントであなたの考えを共有してください。
水ベースのクーラントがあなたの店に適しているかどうかわかりませんか?流体クーラントの入門書については、このビデオをご覧ください:
産業技術