


レーザー焼結設計のヒント:肉厚

レーザー焼結設計のヒント:肉厚
さまざまな肉厚を構築できる 3D プリントの能力は、従来の射出成形に慣れている設計者やエンジニアにとって長い間恩恵をもたらしてきました。従来の射出成形では、金型キャビティを均一に充填し、均一に冷却するために一定の肉厚が必要でした。対照的に、3D プリントでは、最小限のグラデーションで厚いものから薄いものまでさまざまな壁や機能を備えたパーツを問題なく製造できます。ただし、各 3D プリント プロセスには、さまざまな程度の肉厚許容範囲があります。
レーザー焼結は、後処理で除去する必要があるサポート構造を取り付ける必要がない唯一のプロセスであるため、流体のような壁を持つ分岐設計を実行するための最も一般的な 3D プリント技術の 1 つです。レーザー焼結の最適な製造ガイドラインを十分に検討するために、テキサス大学と共同で調査を後援し、部品が精度と再現性の要件を満たすことを保証する LS の設計ルールを決定しました。最適な LS ビルドへの道のりを支援するために、私たちの調査で検証された肉厚に関する私たちの貿易知識を共有しています。
壁の公差におけるプロセスの役割
大部分の 3D プリント プロセスとは異なり、レーザー焼結では、張り出した機能、穴、およびチャネルを構築するために、取り付けられたサポート構造を構築する必要はありません。代わりに、デザインはナイロンと複合粉末に焼結されています。周囲の未焼結粉末がパーツの造形をサポートするため、フリー ハンギング ウォールの理想的なプロセスとなります。この自由な形状の製造プロセスにより、LS は高熱用のスモーク アンド バーン ナイロンの認証を取得した FAR 25.853 を含む、多数の高性能熱可塑性プラスチックを提供しています。粉末の量と熱の両方が加算されて、デザインの上にかなり高密度の表面が作成されます。したがって、パーツの表面が大きくて平らな場合、反りが発生しやすくなる可能性があります。正しい向きと適切な壁の厚さは、不正確さを避けるのに役立ちます。
オリエンテーション
水平に構築された大きな平らな表面は、新しい粉末の各層と直接平行に大きな表面積を含むため、反りの可能性がはるかに高くなります。ビルドが進むにつれて、ますます高密度のパウダーに耐えなければなりません。粉体密度を考慮して、垂直または斜めに薄い壁を構築することをお勧めします。
パーツの形状と使用目的によっては、垂直または角度の付いたビルドが最高の精度をもたらす場合があります。
ディメンション
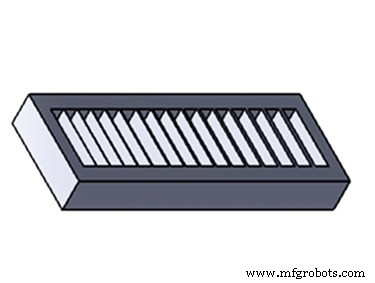
肉厚は、部品の精度だけでなく、部品の繰り返し使用や時間の経過に伴うテストに耐える能力にも影響します。私たちの調査では、15 の異なる厚さの壁をテストして、最も薄い解決可能な壁の寸法を特定しました。 0.6 mm (0.024 インチ) の薄さの壁が可能です。ただし、これほど薄い壁では、信頼性の高い構築に十分な寸法安定性が得られません。反りを考慮し、適切な剛性を確保するために、少なくとも 0.8 mm (0.031 インチ) の壁の厚さをお勧めします。

0.6 mm (0.024 インチ) 未満の壁。 0.8 m (0.31 インチ) が最高の安定性と精度を提供しました。
アプリケーション
レーザー焼結は、少量または非常に複雑な製造を必要とする航空宇宙ダクトおよび非耐荷重コンポーネントの製造に使用された最も初期の 3D 印刷技術の 1 つです。今日でも、航空宇宙、製造ダクト、操縦翼面、ブラケット、クリップ、クランプ、燃料タンク、その他の飛行認定部品で最も人気のあるプロセスの 1 つです。
大学との完全な調査をダウンロードしてください。穴の直径や可動コンポーネントの 1 つのパーツへの組み込みなど、追加の重要な設計機能について学びます。
産業技術