


薄肉射出成形のヒントと考慮事項
薄肉は設計でよく見られる機能であり、射出成形部品にさまざまな問題を引き起こす可能性があります (詳細は後述)。潜在的な問題を回避する最も簡単な方法は、デザインを修正して壁を強化するか、微調整を加えることです。パーツの機能要件により、薄肉を完全に回避することが常に可能であるとは限らないことがわかっているため、パーツに薄肉を含める必要がある場合に役立つ設計と材料の考慮事項についても説明します。
薄肉形状のスキニー
では、薄い壁の問題は何ですか?射出成形の成功は適切な流動にかかっており、薄い壁はプラスチック材料が部品金型全体に均一に流動することを困難にします。以下に、薄肉射出成形の一般的な危険をいくつか示します。
- クラッキング
- マテリアル フローの問題から形成されていない領域
- 不均一な冷却と反り
- 弱いニットラインまたは骨折点
- 化粧品の質感の不一致
設計段階の早い段階で CAD モデルをアップロードすることで、潜在的な問題を早い段階で特定し、スケジュールを守りながら必要に応じて修正することができます。当社の見積ソフトウェアは、金型の製造を開始する前に、お客様の部品が薄肉であるかどうかを自動的に識別し、潜在的なフライス加工の問題にフラグを立てます。設計に薄すぎる壁が含まれているというフラグが立てられた場合 (通常、材料によっては 0.015 ~ 0.020 インチ (0.381 ~ 0.508 mm) 未満)、アプリケーション エンジニアから連絡があり、角にドラフトを追加し、薄い壁に厚さを追加することをお勧めします。壁や届きにくい場所、またはデザインを改善するためのその他の機能。
重要事項
部品にどの材料を選択するかを検討するときは、適切な材料の選択は部品の形状とアプリケーションのニーズに依存することに注意してください。
- 高密度ポリエチレン (HDPE)
- 低密度ポリエチレン (LDPE)
- ポリプロピレン (PP)
- ナイロン (PA)
これらはすべて、リビング ヒンジを含むパーツに最適なオプションです。曲げる能力が必要な薄い領域。熱硬化性樹脂ファミリーのもう 1 つの材料は液状シリコーン ゴム (LSR) で、非常に簡単に充填されます。金型設計に機能を追加することで、バリを減らすことができます。
一方、ポリカーボネートなどの材料は粘着性があり、薄い壁の形状を埋めるのは困難です。どの材料を使用するかを決定する際には、パーツの肉厚を考慮する必要があります。
各素材の推奨肉厚を確認し、提案を提供するためにここにいることを忘れないでください.
 肉厚が適切であれば、プラスチック部品の外観上の欠陥のリスクが軽減されます。
肉厚が適切であれば、プラスチック部品の外観上の欠陥のリスクが軽減されます。 壁にぶつからないように:デザインのヒントとコツ
壁のある成形部品の材料を設計および選択する際に覚えておくと役立つコツの概要を以下に示します。
- 一般に、設計全体で 0.060 ~ 0.120 インチ (1.5 ~ 3.0 mm) の均一な肉厚を確保することで、パーツが均一に冷却され、反りが防止されます。
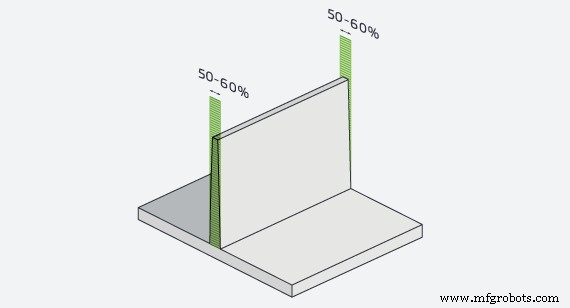
- 1 つの例外:リブは、右の写真に示すように、メイン ベースの厚さの約 50 ~ 60% にする必要があります。リブ全体が同じ厚さであると、リブの付け根に余分な材料が残ることがあります。
- より堅牢な薄いリブ壁を作成するには、単にリブを厚くするのではなく、ガセット (クロス サポート リブ) を追加してデザインを強化することを検討してください。
- 薄い形状に半径を含む流路を追加すると、材料が薄いリブやセクションに流れ込みやすくなります。
- ほとんどの成形部品にはパーティング ライン (金型の 2 つの半分が接合する継ぎ目) が予想されますが、パーティング ラインの位置を変えると見た目が大きく変わります。見積もりによりパーティング ラインの位置が特定され、ジオメトリを目立たない位置に変更するように提案する場合があります。
CAD ファイルを早期にアップロードすることで、設計に関するフィードバックを提供し、射出成形製造プロセスをガイドすることができます。壁の厚さや部品の形状全般に問題があると予測される場合は、完成した部品を予定どおりに受け取ることができるように、迅速に修正する方法をアドバイスできます。
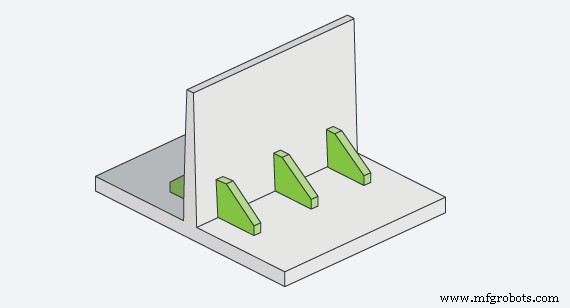
ガセットを追加すると、薄いリブの壁をサポートできます。
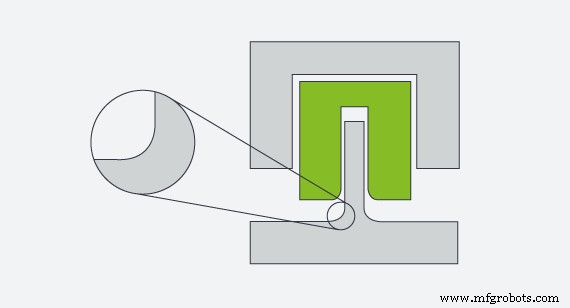
パーツ ジオメトリの内側のコーナーに半径を追加することは、パーツを金型からきれいに突き出すために重要です。
産業技術