


高炉用エアブラストシステム
高炉用エアブラストシステム
高炉(BF)は、還元ガスによる鉱石負荷の低減により溶鉄(溶銑)を生成します。還元ガスは、酸素とコークスおよび石炭との反応によって生成されます。この酸素は、BFの下部に吹き付けられ、直管、ブローパイプ、羽口を介して分配される濃縮熱風の一部です。このセットは、メインのバッスルパイプに接続されています。酸素が濃縮されて吹き付けられる空気の量BFで行われるプロセスは、送風機によって提供されます。これらの送風機は、大気から空気を取り出し、必要な圧力に圧縮します。圧縮後、約200℃の温度になるこの圧縮空気は、酸素が豊富に含まれています。そして、温度が1.200〜1250℃に上昇するホットストーブに吹き込まれます。この熱風空気は、熱風メインを介してパイプを賑わせます。最新の大容量高炉のエアブラストシステムは、最高の高炉で作動します。 1350 ℃および最大5kg/ sq cm(g)の爆風圧力。通常、プロセス全体を図1に示します。
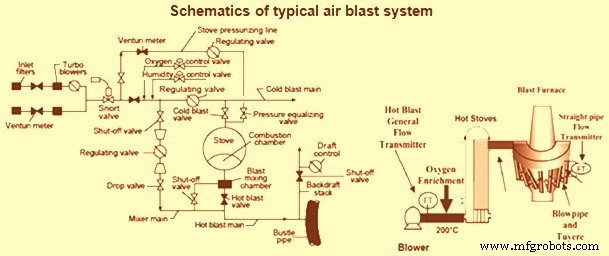
図1一般的なエアブラストシステムの概略図
高炉のエアブラストシステムの主なコンポーネントは、(i)送風機、(ii)コールドブラストメイン、(iii)ホットブラストストーブとその燃焼システム、(iv)ホットブラストメイン、(v)喧騒で構成されています。パイプ、(vi)羽口ストックとして知られるブローパイプと羽口、(vii)バルブのセット、および(viii)制御機器。
送風機は、エアブラストシステムの最初の機器です。これはブロワーハウス内にあり、必要な一定の流量と圧力で熱風ストーブに冷風を供給することを目的としています。したがって、サージ保護制御は高炉送風機にとって非常に重要な制御です。通常、高炉には2つの送風機が用意されています。それは大気から大量の空気を引き出し、それを必要な圧力に圧縮し、それをコールドブラストメインに吹き込みます。圧縮空気は通常150℃から250℃で、これは送風機での圧縮熱から生じる温度です。送風機は、蒸気タービン駆動または電気モーター駆動のいずれかです。送風機は、高炉の運転条件によって決まる気流条件を満たすように運転する必要があります。また、高炉の性能はブロワーの性能に大きく依存するため、非常に高いレベルの信頼性が必要です。
吹き付け空気を生成するために、ほとんどの高炉には、3段または4段の遠心ターボブロワーが装備されています。一部の非常に大型の高炉では、2つのブロワーが並行して動作します。ただし、非常に大型の高炉では、アキシャルブロワーをより効率的に使用できます。最新の高炉には、軸方向または軸方向の放射状等温圧縮機があり、優れた効率を維持しながら、比較的小さなケーシング内で大量の空気の流れを処理するように設計されています。
コールドブラストメインは、送風機と熱風ストーブを接続します。コールドブラストの温度は通常150℃から250℃の間であるため、通常はライニングされていません。ただし、一部の炉では、省エネ対策としてコールドブラストラインが断熱されています。コールドブラストメインのストーブ端には、ストーブ用のコールドブラストバルブとバタフライバルブを備えたミキサーラインがあります。高炉への熱電対温度を一定に保つために、高炉メインの熱電対がミキサーラインのこのバタフライバルブを制御し、ストーブに供給される空気の量とそれをバイパスする量を比例させます。
加熱されたストーブが最初に爆発するとき、加熱された空気の温度は望ましい熱風の温度よりもはるかに高いため、空気のかなりの部分がストーブをバイパスする必要があります。ストーブから熱が奪われて温度が下がると、ミキサーラインのバタフライバルブが徐々に閉じて、より多くの空気がストーブを通過するようにする必要があります。一部の自動ストーブ交換システムでは、調整バルブの位置がストーブ交換を開始する信号として使用されます。
コールドブラストメインには、通常、高炉の近くにある高炉バルブも装備されており、高炉の圧力を急激に下げる必要があるときに開きます。これにより、コールドブラスト空気が大気に放出され、コールドブラストラインに陽圧が維持されるため、炉からのガスが送風機に戻ることはありません。スノートバルブを開くと空気が急速に排出されるため、通常はマフラーが装備されています。
エアブラストに酸素が豊富に含まれているプラントでは、酸素を大気圧でターボブロワーの入口に追加するか、コールドブラストメインで圧力をかけて追加することができます。ブラスト水分制御に必要な場合は、コールドブラストメインに水分を追加します。
熱風ストーブは、高炉に熱風を継続的に供給する設備です。エアブラストは、高炉羽口に送られる前に、主に高炉トップガス(BFガス)の燃焼によって加熱される再生熱風ストーブに通して予熱されます。このようにして、トップガスのエネルギーの一部が顕熱の形で高炉に戻されます。この追加の熱エネルギーは、熱が高炉コークスの必要量を大幅に減らし、高価な冶金コークスの代わりに微粉炭などの補助燃料の注入を容易にするため、高炉に戻されます。これにより、プロセスの効率が向上します。最新の高炉の熱風ストーブには、次のような特徴があります。
- 高効率燃焼の実現–高炉ガスのみの運転でも高効率燃焼を実現。
- ストーブ本体からの熱放射が少ない。
- 低い建設費。
- 高いストーブの耐用年数-現代のストーブの予想耐用年数は約40年です
- 応力腐食割れを完全に排除します。
- チェッカーブリックの上面より上の未燃焼COの濃度が低い。
ほとんどの高炉には3つの高炉が装備されていますが、一部の高炉には4つのストーブがあります。ストーブは、断熱材で裏打ちされた背の高い円筒形の鉄骨構造で、熱が蓄えられてからエアブラストに移されるチェッカーレンガでほぼ完全に満たされています。各ストーブの直径は高炉とほぼ同じで、チェッカーの柱の高さは高炉の作業高さの約1.5倍です。現代の高炉では、ストーブのサイズと炉のサイズの関係はさらに大きくなっています。熱風ストーブについては、http://www.ispatguru.com/generation-of-hot-air-blast-and-hot-blast-stoves/の記事で個別に説明されています。
熱風は、熱風ストーブから、熱風メインと呼ばれる大きな耐火物で裏打ちされたダクトを通って高炉に送られます。高炉の効率的な運転には、熱風の一貫した高温が重要です。賑やかなパイプに沿った熱風メインの設計は、システムの動きと残留膨張に対処して、問題のない操作を提供することです。高炉熱風メインの設計者は、いくつかの固有の課題に直面しています。熱風メインは通常、多くの熱膨張コンポーネントの影響を受ける大口径のパイプです。伸縮継手システムは、ストーブの分岐接続、メインパイプ、バッスルパイプのX、Y、Z方向の熱運動に対応できるように設計する必要があります。熱の動きは、媒体によって引き起こされる皮膚の温度の変化、および周囲条件の変化によるタイロッドと構造の温度の変化によるものです。ストーブの接続と構造にかかる力と動き、および熱風配管システムの応力についても考慮する必要があります。最後に、伸縮継手は、最小限のメンテナンスで、長期にわたる高炉キャンペーンで動作する必要があります。
エアブラストシステムに必要なバルブとフィッティングは多数あります。主なバルブのいくつかを以下に示します。
- コールドブラストバルブ–高炉ストーブをコールドブラストメインから完全に分離することを目的としています。ストーブ近くの水平コールドブラストメインに設置されています。
- Snortバルブ–コールドブラストラインのメインに取り付けられています。バルブにはブローオフ装置があります。これは、ストーブに供給されるコールドブラストの量を調整するために使用されます。これは、ブロワーに背圧を発生させることなく、メインバルブと機械的に連結されたブローオフデバイスを介して過剰な空気が吹き飛ばされ、比例して開閉するためです。 。
- 熱風バルブ–「加熱中」モードでストーブを操作する場合、または高炉から完全に分離する場合に、高炉の熱風ストーブを熱風メインから分離することを目的としています。このバルブは、ストーブ近くの水平熱風メインに取り付けられています。
- 大気圧バルブ–高炉のストーブを煙突から解放するためのものです。
- ガススロットルバルブ–通常の操作時および電源障害の場合に、熱風ストーブガスバーナーに供給されるガス制御と導管ガスバーナーの完全解放用に設計されています。ガスコンジットの垂直部分に取り付けられています。
- ミキシングスロットルバルブ-コールドブラストレートを調整するためのものです。ストーブ近くのコールドブラストメインの垂直部分に取り付けられています。
- 煙突バルブ–高炉ストーブを煙突から分離することを目的としています。
- セパレーターバルブ–炉へのブラスト供給が停止した場合に、混合エアラインセクションがすばやくオーバーラップするように設計されています。コールドブラストミキシングエアラインの水平部に設置されています。
高炉をマントルレベルより上で取り囲む大口径の円形パイプは、バッスルパイプと呼ばれます。これは、熱風メインから羽口と呼ばれるいくつかのノズルを介して炉に熱風空気を分配するために使用されます。バッスルパイプは内部に耐火物で裏打ちされており、外側のスチールシェルを内部の高温空気から絶縁および保護します。
羽口は、賑やかなパイプからの熱風が高炉に入るのを可能にする小さなパイプです。これらは、高炉に熱風を噴射する特殊な形状のノズルです。それらは銅でできており、炉の温度に直接さらされるため、通常は水冷式です。それらは、自転車の車輪のハブのスポークのように高炉の周りに配置されています。羽口ストックは、グースネック、拡張ベローズ、接続パイプ、エルボー、のぞき穴、ブローパイプ、固定装置、および張力装置のアセンブリです。バッスルパイプと羽口の間の接続としての羽口ストックは、熱風供給システムと高炉の間の相対的な動きに適応します。
熱風システムを羽口に接続するブローパイプは、羽口の基部にある機械加工された球形のシートに適合します。羽口クーラーと羽口は水冷式です。 1150℃を超える熱風温度を利用する最新のブラスト炉では、羽口本体の水路は水速度を20 m /秒以上に保つように設計されており、羽口鼻水路は水速度を28m/秒以上に保つように設計されています。熱伝達率。最新の高炉のいくつかでは、ブローパイプのノーズも水冷されていますが、古い高炉のほとんどではこれは行われていません。燃料噴射ランスはブローパイプの壁から入り、通常、燃料を中心線からわずかに外し、ブローパイプのノーズから約50mm後方に排出します。一部の高炉には、複数の羽口燃料を容易にするためにブローパイプに2つの開口部があるデュアルインジェクションシステムが装備されています。羽口燃料としての微粉炭の使用が増えるにつれ、羽口の内側への衝突を防ぎ、石炭の燃焼を改善するために、インジェクションランスの配置がより重要になります。ブローパイプは、ブライドルロッドの張力によって羽口に対してしっかりと保持されます。ブライドルロッドは、羽口ストックを炉床ジャケットに接続します。ブライドルロッドの端にあるブライドルスプリングは、ブローパイプが熱風温度の変化に応じて伸縮するときに、動きを制限します。ブローパイプ自体は、金属が熱くなりすぎるのを防ぐために耐火材料で裏打ちされた合金鋼管です。
羽口ストックの主要なコンポーネントは、前のパーツの次のパーツの結果としての緊密な配置によって、研磨されたテーパー面と緊密に接続されています。したがって、閉じて取り付けられたテーパー面は、ジョイントの漏れのない完全性を提供します。動作中の加熱サイクルの乱れ、および羽口ストックのジョイントの1つが漏れると、建設要素が焼けて故障します。
羽口、羽口クーラー、ブローパイプは、最も過酷な温度条件の場合に作動します。羽口冷却器は、炉のライニングの胸に配置されます。ノズルは、高炉本体の内部ですでに250mmから350mmの深さの羽口と結合されています。
ブローパイプは通常、特殊なセラミック耐火ライニングからコーティングされた鋼で作られています。羽口は銅でできています。以前のアートタイプの羽口は、最大8mmの壁厚のプレス銅シートで作られていました。最近の羽口は通常、遠心鋳造された銅でできており、最高の材料均質性と微細孔のない高い製造可能性によって羽口の最大の動作寿命を保証します。ただし、この方法は、真空鋳造による羽口製造よりも少し高価です。後者は羽口の製造にも適用されることがあり、変換コストは低くなりますが、材料がわずかに不均一になる可能性があります。とにかく、羽口製造の鋳造方法は、中空銅羽口冷却器の鋳造にも関連する低い製造コストにもかかわらず、その低い操作能力のために羽口の溶接構造の適用にほとんど取って代わった。羽口冷却器も鋳造によって製造され、銅で作られています(青銅でできていることはあまりありません)。炉のライニングの胸に取り付けられ、炉床ジャケットへの追加の溶接でフランジを介して固定されます。
高炉羽口は、羽口の内面に直接15〜25cum/時の速度で供給される水によって冷却されます。排出される冷却水の加熱温度は15℃を超えてはなりません。羽口および羽口冷却器の表面に供給される冷却水の圧力は、通常5〜10 kg /sqcmを超えません。構造材料として銅(含有量が最低99.5%Cu)を使用することで、非常に高温の条件で動作する羽口のコーン本体から熱を効果的に除去できます。
ブローパイプと羽口の中心線にある羽口ストックの後ろには、ブローパイプから材料を洗浄するためのロッドを挿入できる小さな開口部があります。開口部は、必要に応じて開くことができるキャップで閉じられますが、閉じると気密になります。羽口キャップまたは改札と呼ばれるこのキャップには、ガラスで覆われたのぞき見があり、オペレーターは羽口の真正面にある炉の内部を検査できます。ストックの上部は、スイベルジョイントによってグースネックの耐火物で裏打ちされたノズルに接続されており、吊り下げバーのシートに収まるラグとキーで固定されています。各グースネックは、フランジとボルトによって、バッスルパイプの内径から放射状に伸びるネックに接続されています。 Tuyereの在庫は、長い耐用年数と簡単な取り扱いのために設計されています。典型的な羽口ストックの配置の概略図を図2に示します。
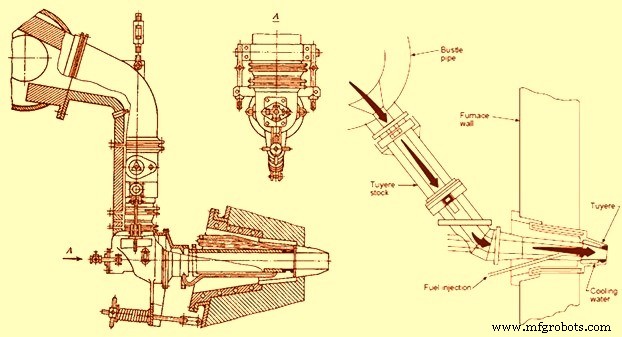
図2典型的な羽口ストック配置の概略図
製造プロセス