


鍛造プロセス、操作、タイプ、アプリケーション、長所と短所は何ですか?
今日は、鍛造とは何か、鍛造の種類について学びます。さらに、このプロセスの操作、アプリケーション、長所と短所について説明します。鍛造は金属成形プロセスです 金属を加熱し、必要な形状が得られるように力を加えます。これは基本的にホットワークプロセスです。 ワークピースがプラスチックステージまで加熱され、必要に応じて手動またはプレスによって力が加えられます。この力は、鍛造の基本的な要件である本質的に圧縮性です。冷間鍛造と呼ばれる熱を加えずに鍛造作業を行う場合があります。現在、鍛造はあらゆる製造業で使用されています。 
鍛造プロセスとは何ですか?
操作:
主に鍛造は、加えられた力に応じて2つの操作で構成されます。
1。)描画:
ドローダウンは、長さを伸ばし、ワークの断面積を減らすプロセスです。この操作だけで、ワークの長さが長くなり、断面積が小さくなります。このプロセスでは、圧縮力がその長さ軸の垂直方向に適用されます。長さ軸に平行に長さを変えるために引張力が加えられる場合、このプロセスは伸線として知られています。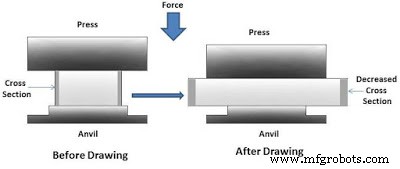
2。)動揺:
アプセットは、ドローダウンとは正反対の操作です。この操作では、ワークの長さが短くなり、断面積が大きくなります。このプロセスでは、圧縮力がその長さ軸に平行な方向に適用されます。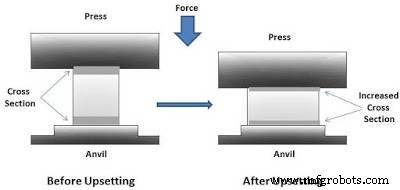
鍛造の種類:
鍛造は以下のように分類されます。
1。)温度に応じて:
a。)熱間鍛造: ワークピースを再結晶温度以上に加熱してから力を加えると、このプロセスは熱間鍛造と呼ばれます。ほとんどの金属の再結晶温度は、その溶融温度の半分です。
2。)ダイの配置によると:
a。)オープンダイ鍛造: この鍛造プロセスでは、フラットダイを使用するか、ダイを使用しません。これは主に熱間鍛造プロセスであり、ワークピースを加熱してハンマーで叩き、目的の形状を取得します。このプロセスにより、粗い製品が生成されます。
3。)鍛造装置によると:
a。)スミス鍛造: スミス鍛造は、金属成形の伝統的な方法です。静止したアンビルとハンマーの上にワークを置くオープンダイ鍛造法です。 ワークを叩いて変形させます。力は手動またはパワーハンマーのいずれかによって加えられます 。
ハンマーは、ドロップアクションによって一連の打撃で力を加えました。このタイプでは、突然加えられる力が使用されます。
長所と短所:
利点:
- 鍛造は鋳造と比較して比較的タフな製品を提供します 。
- 鍛造製品の疲労強度と耐クリープ性が高くなっています。
- Forge製品はより高い機械的特性を備えています。
- 低コストの運用。
- このプロセスには特別なスキルオペレーターは必要ありません。
- このプロセスによってさまざまな形を形成できます。
デメリット:
- 大型鍛造プレスの初期コストが高くなります。
- 熱間鍛造に必要な二次仕上げプロセス。
- 複雑な形状を生成することはできません。
- プレスのサイズが原因でサイズが制限されています。
- 脆い金属は鍛造できません。
鍛造のアプリケーション:
- 主に鍛造製品はすべての機械産業で使用されています。
- タービン ローター、ジェネレーターローターなどは鍛造品です。
- 疲労強度が高いため、クランクシャフト、カムシャフトギアなどのほとんどの可動部品 鍛造などで作られています。
- 冷間鍛造は、ノミ、ボルトなどの製造に使用されます。
- これらは主に手工具やハードウェアの製造に使用されます。
- さまざまな構造物の造船で使用されます。
これはすべて、鍛造プロセス、操作、タイプ、アプリケーション、長所と短所についてです。この記事に関して質問がある場合は、コメントして質問してください。この記事が気に入ったら、友達と共有することを忘れないでください。より興味深い記事については、当社のWebサイトを購読してください。読んでくれてありがとう。
製造プロセス
- 鍛造とは何ですか?-定義、プロセス、およびタイプ
- 非伝統的な機械加工プロセス:要件、タイプ、長所と短所
- プラズマアーク溶接:原理、動作、機器、タイプ、アプリケーション、長所と短所
- ソリッドステート溶接プロセス:原理、タイプ、アプリケーション、長所と短所
- 爆発圧接:原理、動作、タイプ、アプリケーション、長所と短所
- 摩擦圧接:原理、動作、種類、用途、長所と短所
- 遠心鋳造:動作原理、種類、用途、長所と短所
- キャスティング、作業プロセス、長所、短所、用語、およびアプリケーションとは何ですか?
- 抵抗溶接:原理、種類、用途、長所と短所
- スエージングプロセス:作業、アプリケーション、長所と短所
- 押し出しプロセス:作業、タイプ、アプリケーション、長所と短所