


はじめに GD&T について – 真円度 [ 記号、公差、測定]
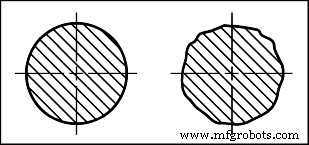
示されている 2 つの断面を考えてみましょう。どの断面が真円ですか?実際、完全に丸い断面はありません。右側の断面が十分に丸いかどうかはどうすればわかりますか?したがって、循環性を使用する必要があります。
GD&T 循環性の定義
真円度の幾何公差は、4 つの形状コントロールの 1 つです。その他のタイプは、真直度、平面度、および円筒度です。真円度とも呼ばれ、円柱状のピンや穴の直径など、フィーチャの真円度を制御します。目標は、完全な円に関連する円形フィーチャの必要な精度に制限を設定することです。
円形フィーチャの例には、円柱、球、円錐などがあります。ボールベアリングやスプールなどの可動部品に丸い表面が使用されることがあります。この場合、丸い形状は、これらの部品がスムーズに動き、均等に摩耗することを保証するのに役立ちます.真円度は 1 つのサーフェスに適用されるため、この公差はデータムに関連する必要はありません。
循環性 GD&T シンボル

吹き出しの描画:
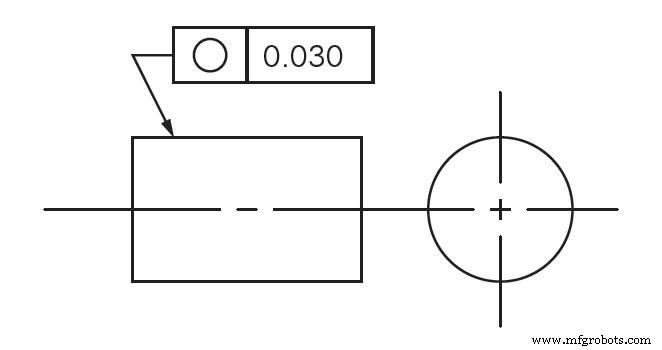
循環許容ゾーン
内側と外側に 1 つずつある 2 つの同心円で、円の表面のすべての点がそれらに収まる必要があります。公差域は、円形フィーチャーの中心軸に垂直な平面上にあります。公差域は、パーツ フィーチャの中心軸に垂直な平面上にある 2 つの同心円で構成されます。
これら 2 つの円の半径の差が、フィーチャの許容許容範囲を定義します。
循環性とその他のコールアウト
円は、他のラベルと混同されることがあります。各ラベルには特定の機能と測定方法があります。次の情報は、幾何学的寸法と公差におけるさまざまな半径寸法の違いを理解し、より多くの情報に基づいた選択を行うのに役立ちます。
真円度 VS 円筒度
円筒度は、真円度の 3D 版です。後者はフィーチャの真円度のみを考慮し、前者は円形フィーチャの中心軸の真直度も制御します。
円筒度は、フィーチャの形状を完全な円筒にできるだけ近づけようとします。
円筒度は、直径が一定のフィーチャに適しており、円錐形などには適していないため、真円度とも異なります。
同軸度アノテーションは、パーツの複数の円形フィーチャーの中心軸間の差を制限内に保ちます。
真円度は、あらゆる形態の製造で使用できる非常に一般的な測定方法です。完全な円形を必要とするもの (回転シャフトやベアリングなど) は通常、真円度について言及されています。この GD&T 記号は、機械工学の図面でよく見られます。
真円性 VS 同軸性
同軸度アノテーションは、パーツの複数の円形フィーチャーの中心軸の差を制限内に保ちます。
真円度は 1 つの機能に適用されますが、同軸度には複数の機能が必要です。
もう 1 つの重要な違いは、真円度は基準を必要としないのに対し、同軸度は基準軸なしでは機能しないことです。
円形度と同心度
同心性は同軸性の特殊なケースであり、同じ平面上に複数のフィーチャが存在します。
パーツの軸に垂直な平面に複数のフィーチャの直径 (たとえば、中空チューブの内径と外径) が含まれる場合、同心度の表記により、それらの中心が揺れを防ぐのに十分近くなります。
真円度と振れ
ビーティング (またはサーキュラー ビーティング) は、真円度と同心度を組み合わせて、フィーチャの完全な形状を制御します。振れの公差域は真円度域と似ているため、2 次元の測定値でもあります。
真円度と同心度の誤差を 1 回の測定で捉えます。真円度と同心度の誤差の合計です。
部品が完全に同心である場合、振れ測定で真円度の誤差が生じます。同様に、パーツの真円度が完全な場合、ビーティングは同心誤差を表します。
真円度とは異なり、振れには基準軸も必要です。
円形度の測定
真円度を測定する方法はたくさんあります。これらの方法はすべてある程度のスキルが必要であり、最初は実行するのが難しい場合があります。円形度の測定方法は次のとおりです。
- 高度計を使う
- 座標測定機を使用する
- マイクロメーターを使う
- 高度計を使う
- ターンテーブルと高度計を使って真円度を測定できます。
測定に関する考慮事項
球の中心を通る断面には公差があるため、球の真円度チェックは測定が困難です。したがって、シリンダーやコーンとは異なり、部品を十分に検査するには、複数の平面での測定が必要です。
ほとんどの機械加工部品は楕円形ではなく、通常は複数のブレードで構成されています。パーツが奇数のローブで構成されている場合、真円度チェックで誤った測定結果が得られる可能性があります。
奇数ローブが均等に分布している部品に 2 点測定法 (マイクロメーターなど) を使用すると、その部品が完璧であることが結果で示されますが、そうではありません。
このエラーにより、さらに処理が必要な部品が承認される場合があります。これは真円度測定の難しい部分であるため、熟練した検査員が必要です。
覚えておくべきポイント
真円度公差域はラジアル公差域ではなく、ラジアル公差域です。
このコントロールは、円形の地物に適用された場合にのみ機能します。
各断面では、ラベルは他の断面とは無関係に適用されます。
場合によっては、真円度測定で間違った測定結果が出ることがあります。
素材条件修飾子 (LMC / MMC) は機能管理フレームワークの一部ではありません。
真円度の許容限界は、フィーチャの真円度を制御する他のアノテーションの許容限界よりも小さくする必要があります。
関連記事:
GD&T 並列処理のクイック ガイド
GD&T の垂直性
GD&T の概要:円形ランアウト
はじめに GD&T について – フラットネス
はじめに GD&T について – 真直度
製造プロセス