


CNCミリング:アップミリングとダウンミリングの違い
専門家は、機械加工される部品のサイズ、形状、機能、および材料に応じて、数え切れないほどの CNC フライス加工技術を使用して、CNC 工作機械を最大限に活用します。機械産業で使用されるこれらの技術の 1 つは、さまざまな切削方法、つまりダウンミリングとポストミリングの使用です。特定のアプリケーションで正しい切断方法を使用することは、処理を成功させる上で重要な役割を果たします。
相互の方向性に応じて、周辺フライス加工は、上部フライス加工と下部フライス加工の 2 つのカテゴリに分けることができます。アップミリングとダウンミリングは、2 つの一般的な CNC フライス加工プロセスです。それぞれの方法には、特定の長所と短所があります。定義から始めて、アップミリングとダウンミリングの違いを比較して理解してください。
アップミリングとダウンミリングとは?
アップミリングはバックミリングとも呼ばれます。
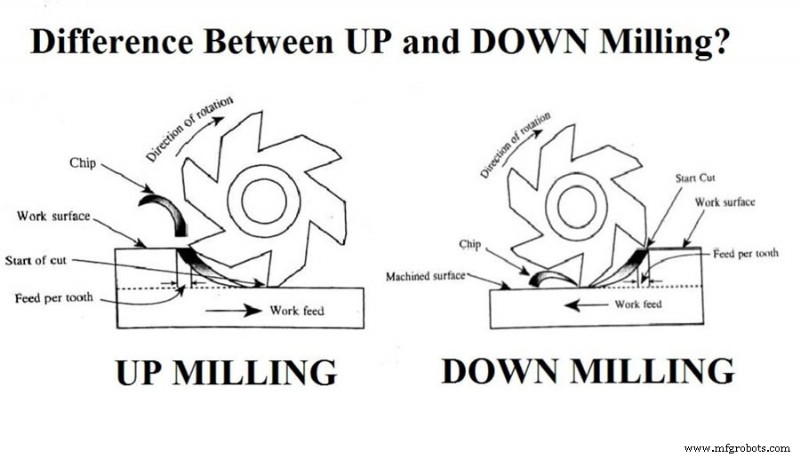
この方法は従来のフライス加工と呼ばれ、切削工具の回転方向にワークを送り、それによって上向きの切削力を発生させ、切削速度の方向はCNC切削部品の送り方向とは反対です。ここで、切削工具は接合中にワークピースにもたれかかるため、比較的大きな摩擦力が発生し、大量の熱が発生します。上向きフライス加工では、下向きフライス加工とは対照的に、フライス カッターは最小の材料を削り始め、回転しながら最大の材料を徐々に切削します。
下向きミリング。クライミングミリングとも呼ばれます。
この方法では、切削工具が回転するのと同じ方向にワークピースを送り、それによって下向きの切削力を生成します。送り時にフライスがワークに与える分力の方向は、ワークの送り方向と同じです。カッターとワークピースの入り口での噛み合いは、最大の材料を切断し、カッターが回転するにつれて徐々にゼロになります。切削工具の送り方向と回転方向が同じ場合、カッターとワーク間の抵抗は小さくなります。これは、機械加工中に発生する熱が少ないことを意味する場合があります。
アップミリングとダウンミリングの違い
1) アプリケーション
ダウンミリング:フライスカッターは常に部品に対して垂直方向に作用し、力は常に下向きです。これにより、切削部を押さえる効果があり、安定して切れます。クランプしにくい薄物・細物ワークに最適です。
上向きフライス加工:垂直成分の力は上向きであり、ワークピースはより多くのクランプ力を必要とします.
2) 表面品質
ダウン ミーリング:フライス カッターの刃先が初めてワークピースに切り込むとき、切りくずの厚さは最大で、徐々に 0 まで減少します。刃はゆっくりと摩耗し、表面品質は良好です。
上向きフライス加工:切りくず厚さが 0 から最大まで変化します。工具は最初はパーツに切り込むことができず、加工硬化により表面品質が低下します。
理想的には、優れた表面仕上げを確保するには、切削終了時の切りくず厚さを最小限に抑えることを考慮する必要があります。このため、荒加工ではバック ミーリングを使用し、仕上げ加工ではバック ミーリングを使用することが推奨されます。
3) ワークベンチを移動する
下向きフライス加工:力の水平成分は、作業台の送り方向と同じです。送りねじとワークテーブルのナットの間の隙間が大きいと、ワークテーブルが軸方向に揺れやすくなり、工具の歯が折れたり、シャフトが曲がったり、ワークが固定装置がずれたり、工作機械が動かなくなったりします。
上向きフライス加工:力は作業台の送り方向と反対であり、この方向には移動しません。
4) カッターの摩耗
– 下向きフライス加工:厚いものから薄いものへの切削で、未加工面からカッターの歯が切り取られます。下向きフライス加工を行う場合、材料を送りと同じ方向に切削できるため、工具の摩耗は比較的最小限に抑えられます。フライスカッターの使用に役立ちます。
– 上向きフライス加工:切削刃がワークピースに接触すると、すぐに金属層に切り込むことはできず、ワークピースの表面を少しスライドします。摺動過程では、強い摩擦により多くの熱が発生します。同時に、加工面に硬化層が形成されやすくなり、工具の耐久性が低下します。
5) チップ R 感情的
これら 2 つのフライス加工方法のもう 1 つの違いは、得られた切りくずが異なる方法でワークピースから分離されることです。ポストミリングプロセスでは、チップは上向きに投げられますが、ダウンミリングプロセスでは、チップは下方向に分離されます。これは、上向きフライス加工では、切りくずが切削領域に蓄積する傾向があり、フライス加工中に刃先によってブロックまたは運び去られ、表面仕上げが損なわれる可能性があることを意味します。一方、下向きフライス加工では、切りくずは切削に大きな干渉を引き起こすことなく、ワークピースから簡単に離れることができます。これが、切りくず処理にダウン フライス加工が適していると考えられる理由です。
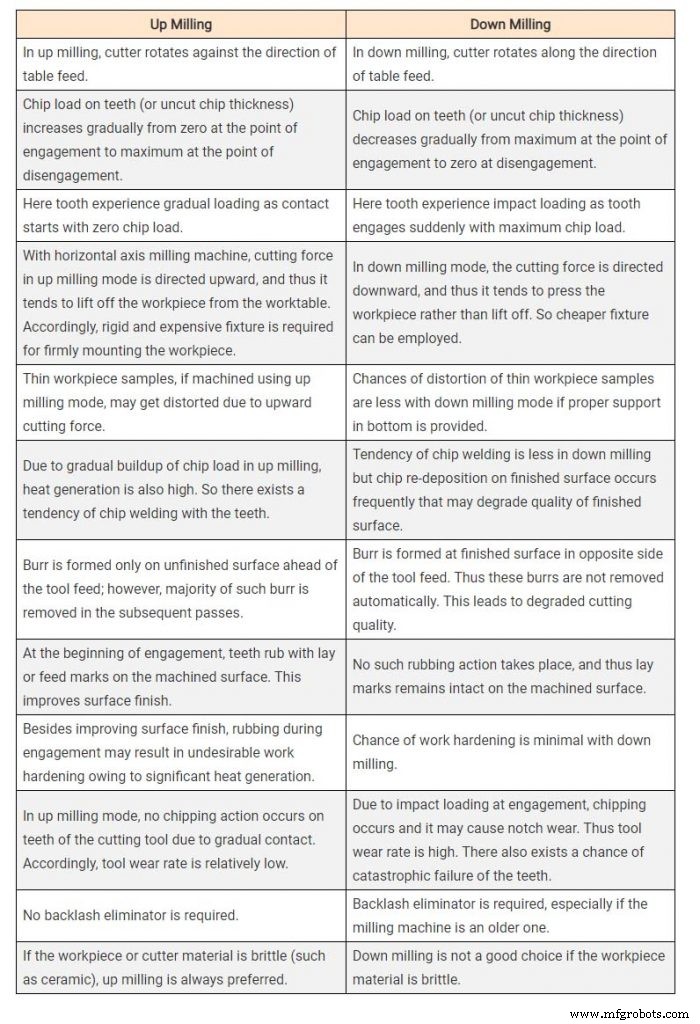
次のように。次の画像表は、アップミリングとダウンミリングの類似点と相違点を示しています。
(http://www.difference.minaprem.com/machining/difference-between-up-milling-and-down-milling/ からのソース)
C 結論:
ダウンミリングとアップミリングは、CNC フライス加工サービスを提供するために使用される別の方法であり、特定の状況またはアプリケーションで利点があります。両者の根本的な違いは、切断方向と送り方向です。下向きフライス加工では、切削工具の回転と同じ方向に材料が供給されます。一方、トップフライス加工では、材料の切削方向は切削工具の回転方向とは逆です。
- 滑らかな表面仕上げが必要な場合はダウン フライス加工が推奨され、粗い機械加工が必要な場合はバック フライス加工が必要です。
- ダウン フライス加工では、発熱が改善され、負荷が軽減され、切りくず排出が改善されます。
- 機械のクリアランスとたわみを減らすという点では、アップミリングは良いプロセスです。
- アップミリングは通常、鋳造や鍛造品の機械加工に使用され、ダウンミリングは仕上げ加工に使用されます。
- ダウン フライス加工は、溝入れ、フライス加工、スリット加工などの狭い作業にも使用されます。
製造プロセス