


Osai 10 シリーズ CNC プログラム例
この Osai 10 シリーズ CNC プログラムの例では、繰り返し (RPT) およびパラメトリック プログラミングで平面回転 (ROT) を使用する方法を示します。
Osai 10 シリーズ CNC プログラム例
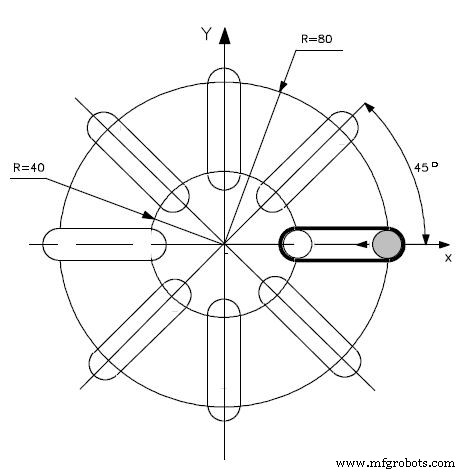
(UGS, X, -100, 100, Y, -100, 100) N148 (DIS, " ...") N149 S1500 T5.5 M6 N150 E25 =0 N151 (RPT, 8) N152 ( ROT, E25) N153 G X40 Y M3 N154 Z0 N155 G29 G1 Z-10 F150 N156 X80 F200 N157 Z-18 F150 N158 X40 N159 G Z0 N160 E25 =E25 + 45 N161 (ERP) N162 (ROT, 0)
CNCマシン
- Fanuc G75 溝入れサイクル CNC プログラム例
- ファナック CNC プログラム例
- CNC G81 ドリル サイクル プログラムの例
- Fanuc G94 フェーシング サイクル CNC サンプル プログラム
- CNC プログラム例のスロット ミリング
- G84 タッピング サイクルの CNC プログラムの例
- Siemens Sinumerik Milling プログラミング例
- Quincunx a CNC プラズマ切断コントローラ プログラムの例
- G2 I &J CNC プログラム例を使用したミリング アーク
- CNC ポケット ミリング プログラムの例 – ペック ミリング
- Heidenhain 会話型 CNC プログラム サンプルの完成