


射出成形
この記事をシェアする
このガイドには、射出成形について知っておくべきすべてのことが記載されています。テクノロジーの基本原則をマスターし、時間の節約とコストの削減につながる実用的な設計のヒントをすぐに学びましょう。
パート 1
射出成形の基礎
射出成形とは何ですか?それはどのように機能し、何に使用されますか?このセクションでは、これらの質問に答え、射出成形部品の一般的な例を示して、技術の基本的な仕組みと応用について理解できるようにします。
射出成形とは何ですか?
射出成形は、同一のプラスチック部品を良好な公差で大量生産するための製造技術です。射出成形では、ポリマー顆粒が溶解され、圧力下で金型に射出され、そこで液体プラスチックが冷却されて固化します。射出成形に使用される材料は熱可塑性ポリマーであり、着色したり、他の添加剤を充填したりすることができます。
自動車部品から電子機器の筐体、キッチン家電に至るまで、身の回りのほとんどすべてのプラスチック部品は射出成形を使用して製造されています。
射出成形は、高い生産量で部品あたりのコストが非常に低く、優れた再現性と強力な設計柔軟性を備えているため、広く使用されています。射出成形の主な制限は、通常、プロセスに工具への多額の先行投資が必要となるため、経済的な面にあります。従来、設計から製造までの所要時間は数週間かかることがありましたが、最新のデジタル製造ワークフローでは、場合によってはわずか 1 週間で成形部品を製造できるようになりました。
カスタム射出成形の仕組み
射出成形機は、射出ユニット、金型 (プロセス全体の中心)、およびクランプ/エジェクター ユニットの 3 つの主要部分で構成されます。
このセクションでは、これらの各システムの目的と、その基本的な動作メカニズムが射出成形プロセスの最終結果にどのように影響するかを検討します。
射出成形の長所と短所
射出成形は長い歴史を持つ確立された製造技術ですが、新しい技術の進歩により常に洗練され、改善されています。
以下に射出成形の主な利点と欠点をまとめ、射出成形がアプリケーションにとって適切なソリューションであるかどうかを理解するのに役立ちます。
射出成形の利点
プラスチックの大量生産
射出成形は、同一のプラスチック部品を大量に製造するための最もコスト競争力の高い技術です。金型が作成され、機械がセットアップされると、追加の部品を非常に迅速かつ低コストで製造できます。
射出成形の推奨最小生産量は 500 個です。この時点では、規模の経済が考慮され、工具の初期コストが比較的高いため、単価への影響はそれほど顕著ではありません。
幅広い素材
ほぼすべての熱可塑性材料 (および一部の熱硬化性樹脂やシリコーン) は射出成形できます。これにより、さまざまな物理的特性を備えた非常に幅広い材料を設計に使用できるようになります。
射出成形で製造された部品は非常に優れた物理的特性を持っています。ガラス繊維などの添加剤を使用したり、PC/ABS などのペレットをブレンドしたりして特性を調整し、特定の強度、剛性、または耐衝撃性を実現できます。
非常に高い生産性
一般的な射出成形サイクルは 15 ~ 60 秒かかります。これは、部品のサイズと金型の複雑さによって異なります。比較すると、CNC 加工や 3D プリントでは、同じ形状を作成するのに数分から数時間かかる場合があります。また、1 つの金型に複数の部品を収容できるため、この製造プロセスの生産能力がさらに向上します。これは、1 時間ごとに数百 (または数千) の同一の部品を生産できることを意味します。
優れた再現性と公差
射出成形プロセスは再現性が高く、製造される部品は本質的に同一です。もちろん、時間の経過とともに金型にはある程度の磨耗が発生しますが、典型的なパイロットランのアルミニウム金型は 5,000 ~ 10,000 サイクルに耐えますが、工具鋼からの本格的な量産金型は 100,000 以上のサイクルに耐えることができます。
このレベルの精度はほとんどの用途に十分であり、CNC 加工と 3D プリントの両方に匹敵します。より厳しい公差も可能ですが、材料の収縮に依存します。たとえば、ポリプロピレン (PP) はポリカーボネート (PC) よりも収縮するため、厳密な寸法を保持することが困難になります。
優れた外観
射出成形の主な利点は、追加の仕上げをほとんどまたはまったく必要とせずに完成品を製造できることです。金型の表面を高度に研磨して鏡のような部品を作成したり、ビードブラストしてテクスチャーのある表面を作成したりすることができます。 SPI 規格は、達成できる仕上げのレベルを規定します。
仕上げ/材料の互換性に関する推奨事項を確認する →
射出成形の制限
ツールの初期費用
射出成形における主な経済的考慮事項の 1 つは、部品の形状ごとにカスタム金型を製造する必要があるため、初期の金型コストです。これらの工具のコストは主に金型の設計と製造に関連しており、通常、単純な金型の場合は約 250 ドルから 1,000 ドルの範囲ですが、より複雑な工具の場合は大幅にコストがかかる場合があります。金型のコストは生産される部品の総数に分散されるため、中程度から大量の生産量では射出成形の費用対効果がますます高まります。
設計変更にはコストがかかります
金型の製造後に修正するには非常に費用がかかります。通常、設計を変更するには、新しい金型を一から作成する必要があります。このため、射出成形用の部品を正しく設計することが非常に重要です。
パート 2 では、射出成形の設計時に留意すべき最も重要な設計上の考慮事項をリストします。パート 5 では、部品の物理プロトタイプを作成することでリスクを軽減する方法についても説明します。
他のテクノロジーと比較してリードタイムが長い
射出成形の通常の所要時間は 6 ~ 10 週間です。金型の製造には 4 ~ 6 週間、さらに生産と出荷には 2 ~ 4 週間かかります。
設計変更が必要な場合(よくあることですが)、所要時間もそれに応じて増加します。
一方、デスクトップ 3D プリンタを使用して作成された部品は、夜間に納品の準備が整いますが、産業用 3D プリンティング システムのリードタイムは通常 3 ~ 5 日です。 CNC 機械加工部品は通常 10 日以内、最短で 5 日以内に納品されます。
射出成形用の設計
最終製品の品質とプロセスの再現性に影響を与える可能性のある要因がいくつかあります。プロセスの利点を最大限に引き出すには、設計者は特定の設計ガイドラインに従う必要があります。
このセクションでは、射出成形の一般的な欠陥、部品設計時に従うべき基本および高度なガイドライン、コストを最小限に抑えるための推奨事項について概説します。
射出成形の一般的な欠陥
射出成形におけるほとんどの欠陥は、溶融材料の流れまたは凝固時の不均一な冷却速度に関連しています。
以下は、射出成形用の部品を設計する際に留意すべき欠陥のリストです。次のセクションでは、適切な設計慣行に従ってこれらのそれぞれを回避する方法を説明します。
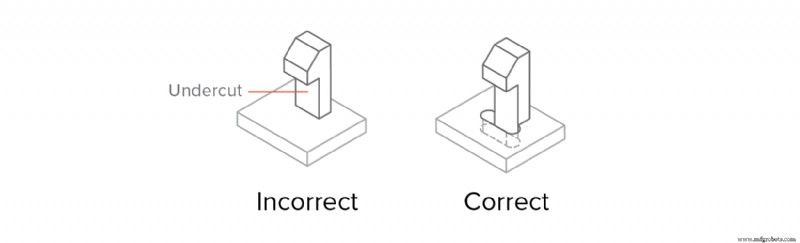
アンダーカットの対処
最も単純な金型 (ストレートプル金型) は 2 つの半分で構成されます。ただし、アンダーカットのあるフィーチャー (ねじの歯やスナップフィットジョイントのフックなど) は、ストレートプル金型では製造できない場合があります。これは、金型を CNC 加工できないか、材料が部品の取り出しの邪魔になっているためです。
射出成形におけるアンダーカットは、金型が開くときまたは取り出し中に材料が邪魔になるため、単純な 2 部構成の金型では製造できない部品フィーチャーです。
共通の設計機能
これらの実践的なガイドラインを使用して、射出成形部品に見られる最も一般的なフィーチャーを設計する方法を学びます。これらを使用して、基本的なデザイン ルールに準拠しながら、デザインの機能を向上させます。
パート 2
品質に影響を与える要因はいくつかあります。 最終製品の再現性 プロセスの。プロセスの利点を最大限に引き出すには、設計者は特定の設計ガイドラインに従う必要があります。
このセクションでは、射出成形の一般的な欠陥と基本および高度なガイドラインについて概説します。 コストを最小限に抑えるための推奨事項など、部品を設計する際に従うべき事項。
射出成形の一般的な欠陥
射出成形におけるほとんどの欠陥は、溶融した材料の流れまたは凝固中の不均一な冷却速度に関連しています。
ここでは、射出成形用の部品を設計する際に留意すべき欠陥のリストを示します。次のセクションでは、適切な設計慣行に従って、それぞれの問題を回避する方法を見ていきます。
ワーピング
特定のセクションが他のセクションよりも早く冷える (その結果、収縮する) と、内部応力によりパーツが永久に曲がってしまう可能性があります。
肉厚が一定ではない部品は最も反りやすくなります。
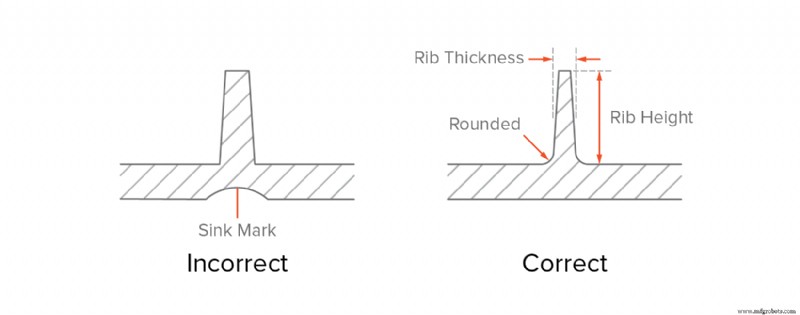
ヒケ
部品の内部が表面より先に固まると、平らな表面にヒケと呼ばれる小さな凹みが現れることがあります。
壁が厚い部品やリブの設計が不十分な部品は、最も沈みやすくなります。
マークをドラッグ
プラスチックが収縮すると、金型に圧力がかかります。取り出し中、パーツの壁が滑って金型に擦れ、引きずり跡が生じる可能性があります。
壁が垂直な (抜き勾配がない) 部品は、引きずり跡が最もつきやすくなります。
ニットライン
2つの流れが合流すると、小さな髪の毛のような変色が生じることがあります。これらの編み線はパーツの美しさに影響しますが、一般にパーツの強度も低下させます。
突然の形状変化や穴のあるパーツは、ニット ラインが発生しやすくなります。
ショートショット
金型内に空気が閉じ込められると、射出時の材料の流れが妨げられ、部品が不完全になる可能性があります。適切な設計により、溶融プラスチックの流動性を向上させることができます。
壁が非常に薄い部品やリブの設計が不十分な部品は、ショート ショットが発生しやすくなります。
アンダーカットの対処
最も単純な金型 (ストレートプル金型) は 2 つの半部分で構成されます。ただし、アンダーカットのあるフィーチャー (ねじの歯やスナップフィットジョイントのフックなど) は、ストレートプル金型では製造できない場合があります。これは、金型を CNC 加工できないか、材料が部品の取り出しの邪魔になっているためです。
射出成形におけるアンダーカットは、金型が開いている間または取り出し中に材料が邪魔になるため、単純な 2 部構成の金型では製造できない部品の特徴です。
ネジの歯やスナップフィット ジョイントのフックは、アンダーカットの例です。
アンダーカットに対処するためのアイデアをいくつか紹介します。
シャットオフを使用してアンダーカットを回避する
アンダーカットを完全に回避することが最善の選択肢である可能性があります。 。アンダーカットがあると、常に金型にコスト、複雑さ、メンテナンス要件が追加されます。多くの場合、賢明な再設計によりアンダーカットを排除できます。
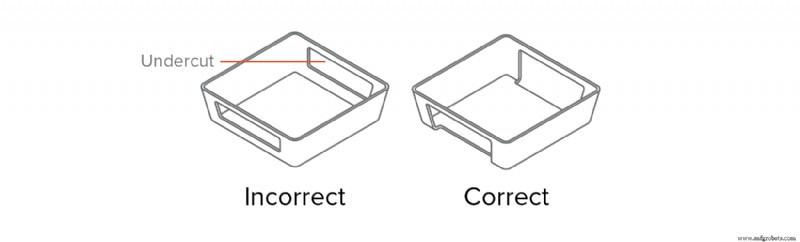
シャットオフは、パーツの内部領域 (スナップフィットの場合) またはパーツの側面 (穴またはハンドルの場合) のアンダーカットに対処するための便利なテクニックです。
以下は、アンダーカットを回避するために射出成形部品を再設計する方法の例です。基本的に、アンダーカットの下の領域で材料が除去され、問題が完全に解消されます。
パーティングラインを移動
アンダーカットに対処する最も簡単な方法は、金型のパーティング ラインを移動してアンダーカットと交差するようにすることです。
このソリューションは、外面にアンダーカットのある多くの設計に適しています。それに応じてドラフト角度を調整することを忘れないでください。
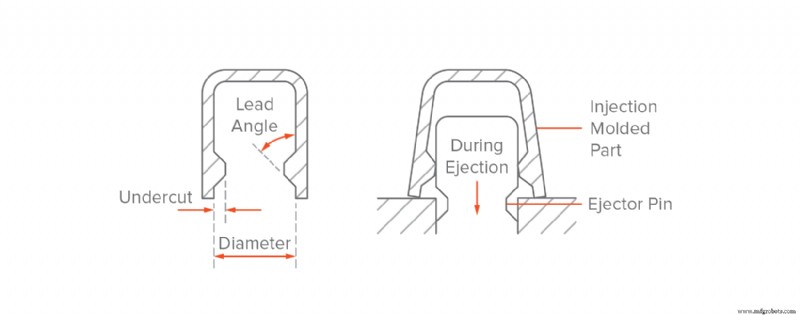
剥離アンダーカット (バンオフ) を使用する
ストリッピング アンダーカット (バンプオフとも呼ばれます) は、 フィーチャーが取り出し中に金型上で変形するのに十分な柔軟性がある場合に使用できます。 。ストリッピング アンダーカットは、ボトルキャップのネジ山を製造するために使用されます。
アンダーカットは、次の条件下でのみ使用できます。
- 剥離アンダーカットは硬化部分から離れた場所に配置する必要があります。 角やリブなど。
- アンダーカットにはリード角が必要です 30 度から 45 度。
- 射出成形パーツにはスペースが必要です そして柔軟性がなければなりません。 拡張したり変形したりするのに十分です。
繊維強化プラスチックで作られた部品のアンダーカットを剥がさないようにすることをお勧めします。一般的には柔軟なプラスチックです。 PP、HDPE、ナイロン (PA) などは、直径の最大 5% のアンダーカットを許容できます。
 *剥離アンダーカットのある部品の例。部品は金型から押し出される際に変形します。*
*剥離アンダーカットのある部品の例。部品は金型から押し出される際に変形します。* スライド サイド アクションとコア
スライド サイド アクションとコアは、アンダーカットを避けるために射出成形パーツを再設計できない場合に使用されます。
サイドアクションコアはインサートです。 型が閉じるときにスライドして入り、型が開く前にスライドして出てきます。これらのメカニズムによりコストと複雑さが増すことに留意してください。
サイド アクションを設計するときは、次のガイドラインに従ってください。
- コアが出入りできるスペースが必要です。 。これは、フィーチャーがパーツの反対側にある必要があることを意味します。
- サイドアクションは垂直に移動する必要があります。 。 90° 以外の角度での移動はより複雑になり、コストと納期が増加します。
- 抜き勾配角度を追加することを忘れないでください。 サイド アクション コアの動きを考慮して、いつものようにデザインに追加します。
一般的なデザイン機能
これらの実践的なガイドラインを使用して、射出成形部品で発生する最も一般的なフィーチャーを設計する方法を学びます。これらを使用して、基本的なデザイン ルールを遵守しながら、デザインの機能を向上させます。
ネジ付きファスナー (ボスとインサート)
射出成形パーツに留め具を追加するには 3 つの方法があります。パーツに直接ネジを設計する方法、ネジを取り付けられるボスを追加する方法、またはネジ付きインサートを組み込む方法です。
パーツ上に直接ねじ山をモデリングします。 可能ですが、ねじ山の歯は本質的にアンダーカットであり、金型の複雑さとコストが大幅に増加するため、お勧めできません (アンダーカットについては後のセクションで詳しく説明します)。ネジを備えた射出成形部品の例としては、ボトルのキャップがあります。
ボス
ボスは射出成形部品で非常に一般的で、 取り付けまたは組み立てのポイントとして使用されます。 。これらは、ネジ、ネジ付きインサート、またはその他のタイプの固定および組み立てハードウェアを受け入れるように設計された穴を備えた円筒状の突起で構成されています。上司とは勝手に閉じていく肋骨と考えると良いでしょう。
ボスは、取り付けまたは固定のポイントとして使用されます (セルフタッピンねじまたはねじ付きインサートと組み合わせて)。
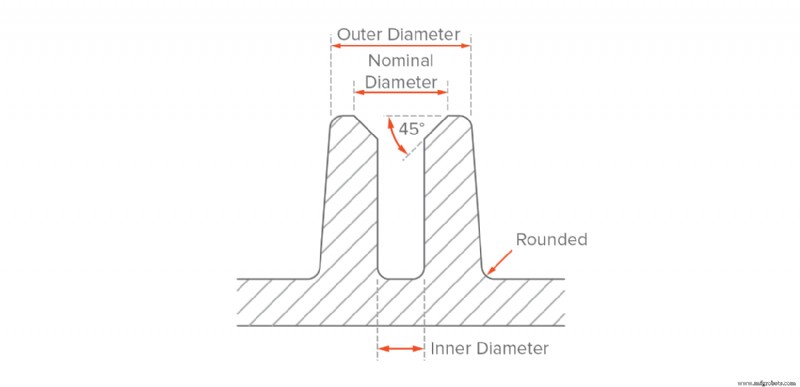 *ボスの推奨デザイン*
*ボスの推奨デザイン* ボスを__締結点__として使用する場合、ボスの外径はねじまたはインサートの呼び径の2倍、内径はねじの芯の直径と等しくなければなりません。組み立てに完全な深さは必要ない場合でも、フィーチャー全体で__均一な壁厚__を維持するために、ボスの穴は底壁レベルまで延長する必要があります。ネジやインサートを簡単に挿入できるように面取りを追加します。
__最良の結果を得るには:__
主壁に結合するボスの設計は避けてください
ボスをリブでサポートするか、メインウォールに接続します
インサート付きボスの場合、インサートの呼びサイズの 2 倍に等しい外径を使用してください
スレッド
金属ネジ付きインサート プラスチック射出成形部品に追加して、小ねじなどの留め具用の耐久性のあるねじ穴を提供できます。インサートを使用する利点は何度も組み立てと分解を繰り返すことができることです。 .
インサートは、熱挿入、超音波挿入、または金型内挿入によって射出成形部品に取り付けられます。ねじ付きインサートを受け入れるボスを設計するには、ガイド寸法としてインサートの直径を使用し、上記と同様のガイドラインを使用します。
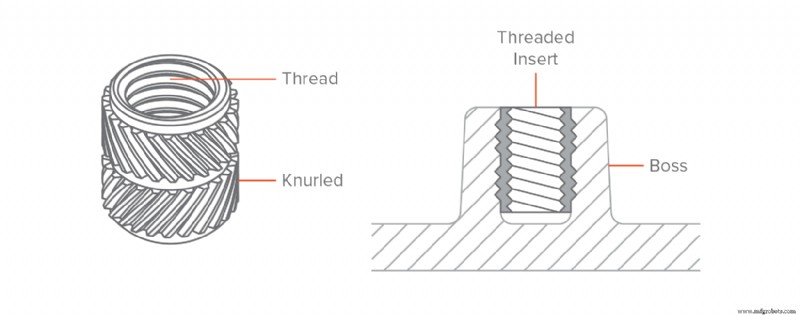 *ボスに配置されたねじ付きインサート*
*ボスに配置されたねじ付きインサート* __最良の結果を得るには:__
射出成形品に直接ネジ山を追加することは避けてください。
ネジまたはインサートの呼び径の 2 倍の外径を持つボスを設計します
ねじ山の端に 0.8 mm の逃げを追加します
0.8 mm より大きいピッチのねじを使用してください (1 インチあたり 32 ねじ)
台形またはバットレスねじを使用します
作成されたアンダーカットに対処する最良の方法:
0.8 mm より大きいピッチのねじを使用してください (1 インチあたり 32 ねじ)
おねじの場合は、パーティング ラインに沿って配置します。
リブ
推奨される最大肉厚でもパーツの機能要件を満たすのに十分でない場合は、リブを使用して剛性を高めることができます。
リブを設計する場合:
● 0.5 × 主肉厚に等しい厚さを使用してください
● 3 × リブの厚さより小さい高さを定義します
● リブの厚さの 1/4 × を超える半径のベース フィレットを使用します
● 少なくとも 0.25° ~ 0.5° の抜き勾配を追加します
● 分を追加します。リブと壁の間の距離は 4 × リブの厚さ
スナップフィットジョイント
スナップフィットジョイントは、 留め具や工具を使わずに 2 つのパーツを接合する非常にシンプル、経済的、 迅速な方法です。 。スナップフィット ジョイントには幅広い設計の可能性が存在します。
経験則としてはたわみです。 スナップフィット ジョイントの強度は、主にその長さと許容力によって決まります。 これは、その幅に適用できます (厚さは部品の壁の厚さによって多かれ少なかれ決まるため)。また、スナップフィット ジョイントもアンダーカットの例です。
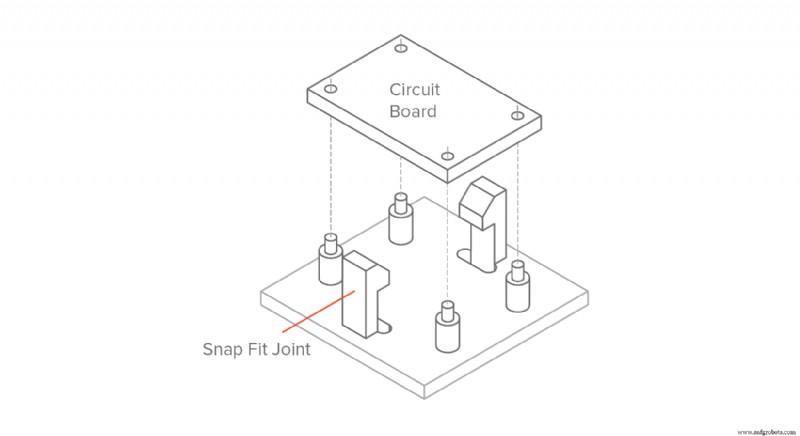 *スナップフィットジョイントを使用したアセンブリの例*
*スナップフィットジョイントを使用したアセンブリの例* 上の例では、最も一般的なスナップフィット ジョイントの設計 (__カンチレバー スナップフィット ジョイント__ として知られています) が示されています。リブの場合と同様に、スナップフィット ジョイントに抜き勾配を追加し、壁の厚さの 0.5 倍の最小厚さを使用します。
スナップフィットジョイントの設計に関する具体的なガイドラインは、この記事の範囲を超える大きな主題です。詳細については、MIT のこの記事を参照してください。
最良の結果を得るには:
スナップフィットジョイントの垂直壁に抜き勾配を追加します
壁の厚さの 0.5 倍を超える厚さのスナップフィットを設計
幅と長さを調整して、たわみと許容力を制御します。
リビングヒンジ
リビング ヒンジは 2 つのセグメントを接続するプラスチックの薄い部分です。 部品を曲げたり曲げたりできるようにします。 。通常、これらのヒンジはペットボトルなどの大量生産の容器に組み込まれています。適切に設計されたリビング ヒンジは、故障することなく最大 100 万回のサイクルに耐えられます。
素材 射出成形に使用されるリビング ヒンジは柔軟でなければなりません。民生用途にはポリプロピレン (PP) とポリエチレン (PE) が、エンジニアリング用途にはナイロン (PA) が適しています。
適切に設計されたヒンジを以下に示します。 推奨される最小の厚さ ヒンジの厚さは 0.20 ~ 0.35 mm の範囲で、厚さが厚いほど耐久性が高くなりますが、パーツの剛性も高くなります。
{{img}}
*リビング ヒンジの例 (左) と PP または PE の推奨設計寸法 (右)*
本格的な制作に入る前にプロトタイプを作ります。 CNC 加工または 3D プリントを使用してリビング ヒンジを作成し、アプリケーションに最適な形状と剛性を決定します。たっぷりのヒレ肉を加えます。 そして肩のデザイン。 部品の本体として均一な肉厚を備えているため、金型内の材料の流れが改善され、応力が最小限に抑えられます。 150 mm を超えるヒンジを分割します。 寿命を延ばすために 2 つ(またはそれ以上)に分けてください。
詳細なガイドラインについては、この MIT ガイドを参照してください。
最良の結果を得るには :
-
厚さ 0.20 ~ 0.35 mm のヒンジを設計
-
リビング ヒンジを備えた部品には、柔軟な素材 (PP、PE、または PA) を選択してください
-
主壁の厚さと同じ厚さの肩を使用します
-
できるだけ大きなフィレットを追加します
クラッシュリブ
クラッシュリブは変形して摩擦を生み出す小さな突起です。 さまざまなコンポーネントが一緒に押し込まれ、位置が固定されるとき。
クラッシュリブはタイトフィットのための高公差穴を製造するための経済的な代替品となります。 。一般的にベアリングやシャフトを収納するために使用されます。 およびその他の圧入用途。
クラッシュリブを設けた部品の例を以下に示します。良好な位置合わせを確保するには、3 つのクラッシュ リブを使用することをお勧めします。各リブの推奨高さ/半径は 2 mmです。 。 最小締めしろ 0.25 mm を追加します。 クラッシュリブと嵌合部の間。金型との接触面が小さいため、クラッシュ リブは抜き勾配なしで設計できます。
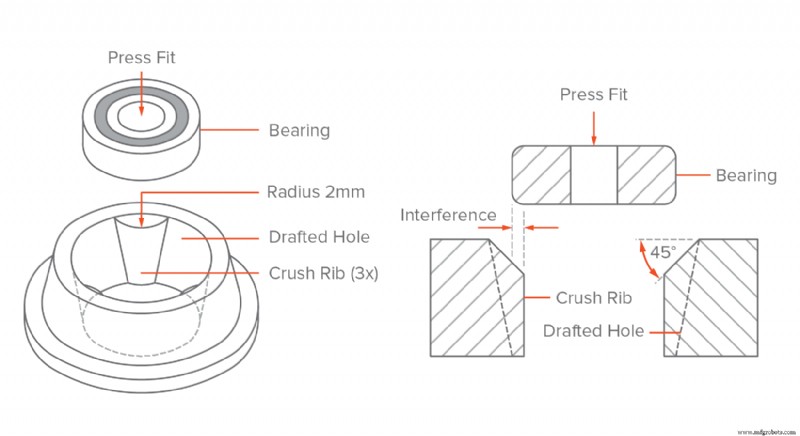 *クラッシュリブの例(左)と推奨設計寸法(右)*
*クラッシュリブの例(左)と推奨設計寸法(右)* __最良の結果を得るには:__
クラッシュ リブとコンポーネントの間に最小 0.25 mm のしめしろを追加します
クラッシュ リブの垂直壁に抜き勾配を追加しないでください
文字と記号
テキストは、ロゴ、ラベル、警告、図、説明に役立つ非常に一般的な機能であり、貼り付けたりペイントしたラベルの費用を節約したりできます。
テキストを追加するときは、エンボス テキストを選択します。 型に CNC 加工を施す方が簡単で経済的です。
さらに文字を0.5mm 高くします。 部品表面より上にあると文字が読みやすくなります。 太字で丸みのあるフォント スタイルを選択することをお勧めします。 均一な線の太さ、20 ポイント以上のサイズ。フォントの例としては、Century Gothic Bold、Arial、Verdana などがあります。
彫刻文字の代わりにエンボス文字 (高さ 0.5 mm) を使用します
均一な太さのフォントを使用し、最小フォント サイズは 20 ポイントにしてください。
テキストを分割線に対して垂直に配置します
0.5 mm を超える高さ (または深さ) を使用してください
公差
射出成形では通常、公差が ± 0.250 mm (0.010 インチ) の部品が製造されます。
特定の状況では、より厳しい公差(± 0.125 mm、さらには ± 0.025 mm)も可能ですが、コストが大幅に増加します。
小規模生産(10,000 ユニット未満)の場合は、精度を向上させるために二次操作(穴あけなど)の使用を検討してください。これにより、パーツと他のコンポーネントまたはインサートとの正しい干渉が保証されます (たとえば、圧入を使用する場合)。
射出成形の設計ルール
射出成形の最大のメリットは複雑な形状を簡単に成形できることです。 形成できるため、単一の部品が複数の機能を果たすことができます。
金型を一度製造すれば、これらの複雑な部品を非常に低コストで再生産できます。ただし、開発の後半段階での金型設計の変更は非常にコストがかかる可能性があるため、最初の段階で最高の結果を達成することができます。 が不可欠です。射出成形で最も一般的な欠陥を回避するには、以下のガイドラインに従ってください。
一定の壁厚を使用する
均一な肉厚を使用してください。 (可能であれば) パーツ全体に塗布し、厚い部分を避けてください。 。壁が不均一だと、溶けた材料が冷えるときにパーツが歪んだりする可能性があるため、これは非常に重要です。
セクションの厚さが異なる場合 が必要な場合は、移行をできるだけスムーズにしてください。 面取りまたはフィレットを使用します。こうすることで、材料がキャビティ内でより均一に流れ、金型全体が確実に完全に充填されるようになります。
最良の結果を得るには:
推奨値内で均一な肉厚を使用してください
異なる厚さが必要な場合は、厚さの差の 3 倍の長さの面取りまたはフィレットを使用して移行を滑らかにします。
厚い部分をくり抜く
厚い部分は、反りや陥没などのさまざまな欠陥を引き起こす可能性があります。デザインの任意のセクションを中空にすることで、そのセクションの最大厚さを推奨値に制限します。 は不可欠です。
中空部の強度を高めるにはリブを使用します。 同等の強度と剛性を持ちながら壁厚を減らした構造を設計します。中空セクションを備えた適切に設計されたパーツを以下に示します。
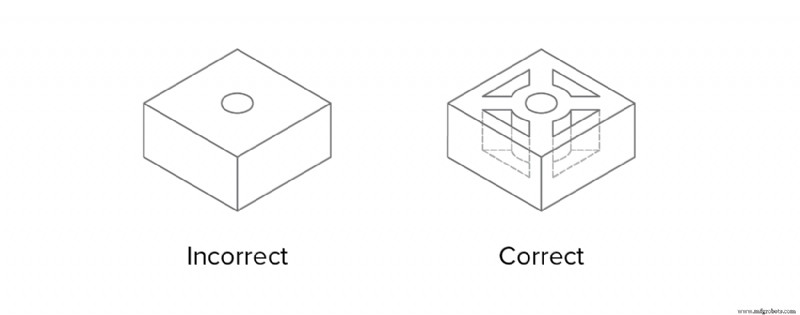 *肉厚部分を中空にし、リブを追加して剛性を向上させます*
*肉厚部分を中空にし、リブを追加して剛性を向上させます* リブは、厚さを増やさずに __水平セクション__ の剛性を向上させるために使用することもできます。ただし、壁の厚さの制限は引き続き適用されることに注意してください。推奨リブ厚 (下記を参照) を超えると、ヒケが発生する可能性があります。
 *肉厚制限はリブにも引き続き適用されます*
*肉厚制限はリブにも引き続き適用されます* 最良の結果を得るには:
厚い部分をくり抜き、リブを使用して部品の強度と剛性を向上させます
最大のリブを設計します。壁の厚さの 0.5 倍に等しい厚さ
最大のリブを設計します。高さは壁の厚さの 3 倍に等しい
スムーズなトランジションを追加する
推奨: 3 × 肉厚差
肉厚の異なるセクションが避けられない場合があります。このような場合は、面取りまたはフィレットを使用して、移行をできるだけスムーズにします。
同様に、垂直フィーチャー (リブ、ボス、スナップフィットなど) のベースも常に丸みを帯びている必要があります。
すべてのエッジを丸くする
均一な肉厚 この制限はエッジやコーナーにも適用されます。良好な材料の流れを確保するには、移行は可能な限りスムーズでなければなりません。
内側のエッジの場合 、 少なくとも壁の厚さの 0.5 倍の半径を使用します。 。 外側のエッジの場合 、内側の半径と壁の厚さを足したものに等しい半径を追加します。 。こうすることで、壁の厚さがどこでも (角であっても) 一定になるようにします。
これに加えて、鋭い角により応力が集中し、部品が弱くなる可能性があります。
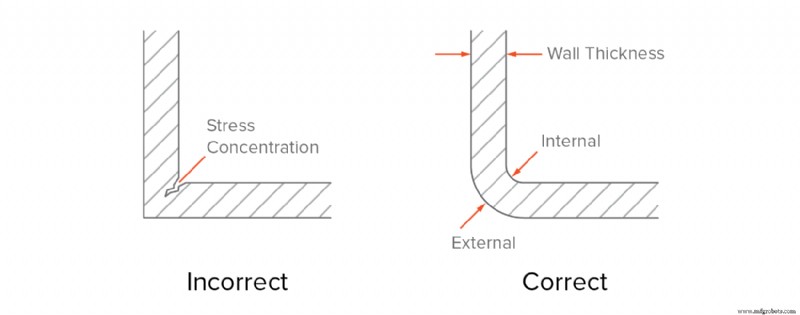 *均一な肉厚を維持し、欠陥を避けるために、すべてのエッジに広い半径を追加します*
*均一な肉厚を維持し、欠陥を避けるために、すべてのエッジに広い半径を追加します* 最良の結果を得るには:
壁の厚さの 0.5 倍に等しいフィレットを内側のコーナーに追加します
壁の厚さの 1.5 倍に等しいフィレットを外側のコーナーに追加します
抜き勾配角度を追加する
金型からの部品の取り出しを容易にするために、すべての垂直壁に抜き勾配を追加する必要があります。抜き勾配のない壁は、突き出し時の金型との摩擦が大きいため、表面に引きずり跡が残ります。
最小抜き勾配角度は 2° にすることをお勧めします。背の高いフィーチャでは、より大きな抜き勾配角度 (最大 5o °) を使用する必要があります。
抜き勾配の重要性について詳しくは、この記事をご覧ください →
経験則としては、 抜き勾配を25 mm ごとに 1 度増やすことです。 。たとえば、高さ 75 mm のフィーチャーに 30 度の抜き勾配を追加します。部品がテクスチャ表面仕上げの場合は、より大きな抜き勾配を使用する必要があります。 。経験則として、上記の計算結果に 1o ~ 2o 度を追加します。
リブには抜き勾配も必要であることに注意してください。ただし、角度を追加するとリブの上部の厚さが薄くなるので、設計が推奨される最小肉厚に準拠していることを確認してください。
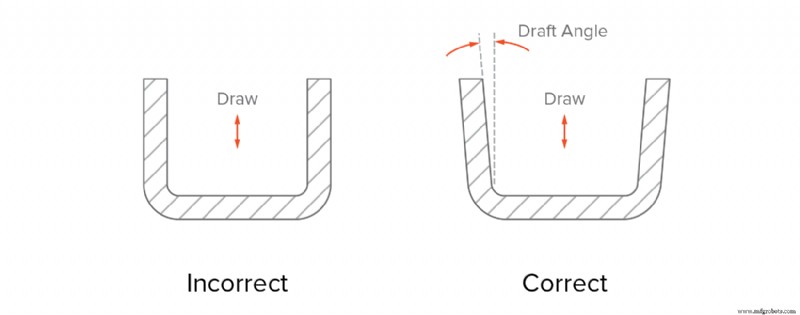 *すべての垂直壁に抜き勾配角度 (最小 2°) を追加します*
*すべての垂直壁に抜き勾配角度 (最小 2°) を追加します* __最良の結果を得るには:__
すべての垂直壁に最小 2o 度の抜き勾配を追加します
50 mm を超えるフィーチャの場合は、抜き勾配を 25 mm ごとに 1 度ずつ増加させます
テクスチャ表面仕上げの部品の場合は、抜き勾配角度を 1 ~ 2 度追加して増やします
パート 3
射出成形材料
射出成形は幅広いプラスチックに適合します。このセクションでは、最も人気のある素材の主な特徴について詳しく学びます。また、射出成形部品に適用できる標準的な表面仕上げについても説明します。
射出成形に使用される材料
すべての熱可塑性プラスチックは射出成形できます。一部の熱硬化性樹脂や液体シリコーンは、射出成形プロセスにも適合します。
また、繊維、ゴム粒子、鉱物、または難燃剤で強化して、物理的特性を変更することもできます。たとえば、グラスファイバーを 10%、15%、または 30% の比率でペレットと混合すると、より高い剛性の部品が得られます。
ポリプロピレン (PP)
最も一般的な射出成形プラスチック。耐薬品性に優れています。食品に安全なグレードも用意されています。機械的な用途には適していません。
ABS
高い耐衝撃性、低コスト、低密度を備えた一般的な熱可塑性プラスチック。溶剤に弱い。
ポリエチレン (PE)
優れた衝撃強度と耐候性を備えた軽量の熱可塑性プラスチック。屋外用途に適しています。
ポリスチレン (PS)
最も低コストの射出成形プラスチック。食品に安全なグレードも用意されています。 Not suitable for mechanical applications.
Polyurethane (PU)
Thermoplastic with high impact strength and good mechanical properties &hardness. Suitable for molding parts with thick walls.
Nylon (PA 6)
Engineering thermoplastic with excellent mechanical properties and high chemical &abrasion resistance. Susceptible to moisture.
Polycarbonate (PC)
The plastic with the highest impact strength. High thermal resistance, weather resistance &toughness. Can be colored or transparent.
PC/ABS
Blend of two thermoplastics resulting in high impact strength, excellent thermal stability, and high stiffness. Vulnerable to solvents.
POM (Acetal/Delrin)
Engineering thermoplastic with high strength, stiffness &moisture resistance and self-lubricating properties. Relatively prone to warping.
PEEK
High-performance engineering thermoplastic with excellent strength and thermal &chemical resistance. Used to replace metal parts.
Silicone rubber
Thermoset with excellent heat &chemical resistance and customizable shore hardness. Food-safe and medical grade available.
An additive that is commonly used to improve the stiffness of the injection molded parts is fiberglass. The glass fibers can be mixed with the pellets at ratios of 10%, 15% or 30%, resulting in different mechanical properties.
Colorant can be added to the mixture (at a ratio of about 3%) to create a great variety of colored parts. Standard colors include red, green, yellow, blue, black and white and they can be mixed to create different shades.
Surface finishes and SPI standards
Surface finishes can be used to give an injection molded part a certain look or feel. Besides cosmetic purposes surface finishes can also serve technical needs 。 For example, the average surface roughness (Ra) can dramatically influence the lifetime of sliding parts such as plain bearings.
Injection molded parts are not usually post-processed, but the mold itself can be finished to various degrees.
Keep in mind that rough surfaces increase the friction between the part and the mold during ejection, therefore a larger draft angle is required.
The Society of Plastics Industry (SPI) explains several standard finishing procedures that result in different part surface finishes.
A-2
A-3 Suitable for parts that require the smoothest surface finish for cosmetic or functional purposes (Ra less than 0.10 μm). The A-1 finish is suitable for parts with mirror-like finish and lenses. Semi-gloss finish The mold is smoothed with fine grit sandpaper, resulting in a fine surface finish. B-1
B-2
B-3 Suitable for parts that require a good visual appearance , but not a high glossy look. Matte finish The mold is smoothed using fine stone powder, removing all machining marks. C-1
C-2
C-3 Suitable for parts with low visual appearance requirements , but machining marks are not acceptable. Textured finish The mold is first smoothed with fine stone powder and then sandblasted, resulting in a textured surface. D-1
D-2
D-3 Suitable for parts that require a satin or dull textured 表面仕上げ。 As-machined finish The mold is finished to the machinist's discretion. Tool marks will be visible. - Suitable for non-cosmetic parts , such industrial or hidden components.
When selecting a glossy surface finish, remember these useful tips:
- A high glossy mold finish is not equivalent to a high glossy finished product. It is significantly subject to other factors such as plastic resin used, molding condition and mold design. For example, ABS will produce parts with a higher glossy surface finish than PP. To find the recommended material and surface finish combination visit the appendix.
- Finer surface finishes require a higher grade material for the mold. To achieve a very fine polish, tool steels with the highest hardness are required. This has an impact on the overall cost (material cost, machining time and post-processing time).
Part 4
Cost reduction tips
Learn more about the main cost drivers in injection molding and actionable design tips that will help you reduce the costs of your project.
Cost drivers in injection molding
The biggest costs in injection molding are:
- Tooling costs determined by the total cost of designing and machining the mold
- Material costs determined by the volume of the material used and its price per kilogram
- Production costs determined by the total time the Injection molding machine is used
Tooling costs are constant (starting at $3,000 and up to $5,000). This cost is independent of the total number of manufactured parts, while the material and production costs are dependent on the production volume.
For smaller productions (1,000 to 10,000 units), the cost of tooling has the greatest impact on the overall cost (approximately 50-70%). So, it’s worthwhile altering your design accordingly to simplify the process of manufacturing of the mold (and its cost).
For larger volumes to full-scale production (10,000 to 100,000+ units), the contribution of the tooling costs to the overall cost is overshadowed by the material and production costs. So, your main design efforts should focus on minimizing both the volume part and the time of the molding cycle.
Here we collected some tips to help you minimize the cost of your Injection molded project.
Tip #1:Stick to the straight-pull mold
Side-action cores and the other in-mold mechanisms can increase the cost of tooling by 15% to 30%. This translates to a minimum additional cost for tooling of approximately $1,000 to $1,500.
In a previous section, we examined ways to deal with undercuts. To keep your production on-budget, avoid using side-action cores and other mechanisms unless absolutely necessary.
Tip #2:Redesign the injection molded part to avoid undercuts
Undercuts always add cost and complexity, as well as maintenance to the mold. A clever redesign can often eliminate undercuts.
Tip #3:Make the injection molded part smaller
Smaller parts can be molded faster resulting in a higher production output, making the cost per part lower. Smaller parts also result in lower material costs and reduce the price of the mold.
Tip #4:Fit multiple parts in one mold
As we saw in a previous section, fitting multiple parts in the same mold is common practice. Usually, 6 to 8 small identical parts can fit in the same mold, essentially reducing the total production time by about 80%.
Parts with different geometries can also fit in the same mold (remember, the model airplane example). This is a great solution for reducing the overall cost of assembly.
Here’s an advanced technique:
In some cases, the main body of 2 parts of an assembly is the same. With some creative design, you can create interlocks points or hinges at symmetrical locations, essentially mirroring the part. This way the same mold can be used to manufacture both halves, cutting the tooling costs in half.
Tip #5:Avoid small details
To manufacture a mold with small details require longer machining and finishing times. Text is an example of this and might even require specialized machining techniques such as electrical discharge machining (EDM) resulting in higher costs.
Tip #6:Use lower grade finishes
Finishes are usually applied to the mold by hand, which can be an expensive process, especially for high-grade finishes. If your part is not for cosmetic use, don’t apply a costly high-grade finish.
Tip #7:Minimize the part volume by reducing wall thickness
Reducing the wall thickness of your part is the best way to minimize the part volume. Not only does it mean less material is used, but also the injection molding cycle is greatly accelerated.
For example, reducing the wall thickness from 3 mm to 2 mm can reduce the cycle time by 50% to 75%.
Thinner walls mean that the mold can be filled quicker. More importantly, parts thinner parts cool and solidify much faster. Remember that about half the injection molding cycle is spent on the solidification of the part while the machine is kept idle.
Care must be taken through to not overly reduce the stiffness of the part which would downgrade its mechanical performance. Ribs in key locations can be used to increase stiffness.
Tip #8:Consider secondary operations
For lower volume productions (less than 1000 parts), it may be more cost effective to use a secondary operation to complete your injection molded parts. For example, you could drill a hole after molding rather than using an expensive mold with side-action cores.
Part 5
Start Injection molding
Once your design ready and optimized for injection molding, what’s next? In this section we’ll take you through the steps needed to start manufacturing with injection molding.
Step 1:Start small and prototype fast
Before you commit to any expensive injection molding tooling, first create and test a functional prototype of your design.
This step is essential for launching a successful product. This way design errors can be identified early, while the cost of change is still low.
There are 3 solutions for prototyping:
<オル>Use the information below as a quick comparison guide to decide which solution is best for your application.
Prototyping with 3D printing
Designs optimized for injection molding can be easily 3D printed
The prototyping solution with the lowest cost and fastest turnaround
Not every injection molding material is available for 3D printing
3D printed parts are 30-50% weaker than injection molded parts
Prototyping with CNC machining
Material properties identical to the injection molded parts
Excellent accuracy and finishing
Design modifications may be need, as different design restrictions apply
More expensive than 3D printing with longer lead time
Prototyping with low-run injection molding
The most realistic prototypes with accurate material properties
The actual process and mold design is simulated
The prototyping solution with the highest cost
Smaller availability than CNC or 3D printing
Step 2 :Make a “pilot run” (500 - 10,000 parts)
With the design finalized, it time to get started with Injection molding with a small pilot run.
The minimum order volume for injection molding is 500 units. For these quantities, the molds are usually CNC machined from aluminum. Aluminum molds are relatively easy to manufacture and low in cost (starting at about $3,000 to $5,000) but can withstand up to 5,000 - 10,000 injection cycles.
At this stage, the typical cost per part varies between $1 and $5, depending on the geometry of your design and the selected material. The typical lead time for such orders is 6-8 weeks.
Don’t get confused by the term “pilot run”. If you only require a few thousand parts, then this would be your final production step.
The parts manufactured with “pilot” aluminum molds have physical properties and accuracy identical to parts manufactured with “full-scale production” tool steel molds.
Step 3 :Scale up production (100,000+ parts)
When producing parts massive quantities of identical parts (from 10,000 to 100,000+ units) then special Injection molding tooling is required.
For these volumes, the molds are CNC machined from tool steel and can withstand millions of Injection molding cycles. They are also equipped with advanced features to maximize production speeds, such as hot-tip gates and intricate cooling channels.
The typical unit cost at this stage varies between a few cents to $1 and the typical lead time is 4 to 6 months, due to the complexity of designing and manufacturing the mold.
Part 6
Useful resources
In this guide we touched on everything you need to get started with injection molding - but there’s plenty more to learn.
Here are the most useful resources on injection molding and other digital manufacturing technologies if you want to delve deeper.
Other guides
Want to learn more about digital manufacturing? There are more technologies to explore:
樹脂
- ドイツのスタートアップが開発した「最初の」カーボンファイバースマートフォン
- 高性能LLDPEフィルムグレード
- 流行語、流行語解除:10プラスチック製造用語
- 柔軟な材料が製品の包装を改善している4つの理由
- プラスチック材料についてあなたが知らなかった10の楽しいこと
- ナイロンの商業用途トップ3
- 熱可塑性複合材料:構造用バンパーブラケット
- Chemical Process Services Ltd.は、より環境に優しいエポキシ硬化剤を開発しています
- 5軸CNCマシンを使用した大型複合金型の3Dプリント
- EconCore、東レ、ボスティックがFST認定の熱可塑性ハニカムパネルで協力
- Hexionは、航空宇宙複合材料の製造に2成分エポキシソリューションを導入しました