


3Dプリント射出成形金型:材料の比較
3D印刷プロセスを使用して最終用途のツールを作成することは、テクノロジーの機能が向上するにつれてますます一般的になっています。
この記事では、特定の金型アプリケーションである低ラン射出成形に焦点を当てます。この分野での3D印刷のアプリケーションの詳細なレビューは、ここにあります。この記事では、射出成形金型の製造に業界で現在使用されている2つの一般的な材料を比較します。
射出成形は、高温での加工力に耐え、複数回の実行にわたって寸法精度を維持する必要があるため、3D印刷材料の非常に要求の厳しいアプリケーションです。 3Dプリントされた射出成形金型は次の用途に最適です:
所要時間は短い(5〜7週間ではなく1〜2週間)。
射出成形金型の製造に適した3D印刷材料には、次のものが必要です。
高精度で滑らかな部品を(大規模な後処理なしで)製造できる2つの3D印刷プロセスは、マテリアルジェッティングとステレオリソグラフィー(SLA)です。 Material Jettingは専ら工業プロセスですが、デスクトップと工業用SLAシステムの両方が存在します。ただし、デスクトップSLA 3Dプリンターで利用可能な素材と制作機能は、ハイエンドの制作には使用できないため、ここでは説明しません。
この記事では、産業環境での低ラン射出成形金型の製造に適していることが証明されている2つの材料に焦点を当てます。Stratasysによる材料噴射用のDigitalABSplusとDSMによるSLA用のSomosPreFORMです。
免責事項: 以下にリストされている材料特性はメーカーによって提供されており、最適な熱後硬化プロセスを実行した部品に対応しています。
Somos PerFORMは、デジタルABSと比較した場合だけでなく、他のすべての産業用3D印刷材料(SLSナイロンなど)と比較した場合にも、非常に高い引張強度と曲げ強度を備えています。ただし、より脆く(破断点伸びが低い)、衝撃強度が低くなります。金型製造では、高い剛性と強度が主な要件であるため、SomosPerFORMの機械的特性が望ましいです。
荷重たわみ温度(HDT)は、特定の負荷の下でポリマーが変形する温度を示します。ガラス転移温度(Tg)は、熱硬化性材料が固体の「ガラス」状態からより柔軟な「ゴム」状態に遷移する温度領域です。射出成形アプリケーションでは、HDTとTgの両方の値を高くすることが望ましいため、SomosPerFORMはデジタルABSよりも優れています。
DigitalABSとSomosPerFORMはどちらも、低稼働の射出成形金型を製造するために産業環境で使用されてきました。次の表は、成形が「簡単」および「困難」と見なされる材料(それぞれPPおよびガラス繊維充填PA)を使用して単一の金型で製造できる部品の数をまとめたものです。
2つの材料の機械的特性と熱的特性の違いは、金型が製造できる部品の総数に影響を与えます。通常の動作状態(最初の3〜4回の実行後)では、3Dプリントされた金型は約120
o
の温度に達します。 C、溶融した材料から加熱されるため。金型の劣化を最小限に抑えるには、良好な熱安定性が不可欠です。以下の画像のPAGFテストサンプルは、2つの材料で3D印刷された同一の金型設計を使用して作成されました(どちらも10回目の実行後に作成されたパーツを示しています)。 Somos PerFORM金型はまだ安定しているのに、金型が過熱して劣化し始めたため、DigtalABS金型で製造された部品の品質ははるかに低くなっています。
*ポリプロピレン(PP)
射出成形は非常に要求の厳しい金型アプリケーションです。材料は高い剛性と高温での動作の両方を備えている必要があります。
マテリアルジェッティングとSLAは、産業用アプリケーションに必要な寸法精度と表面仕上げを備えた部品を製造できる唯一の3D印刷プロセスです。 3Dプリントされた低ラン射出成形金型の製造に使用される2つの材料(プロセスごとに1つ)を比較しました。
Digital ABS plusはほとんどの機能アプリケーションに最適な材料ですが、Somos PerFORMの高い剛性と優れた熱特性により、金型製作により適しています。これは、2つの材料で製造された各金型が製造できる部品の数から明らかです。
お住まいの地域の3Dプリント金型の価格とリードタイムを比較してみませんか?
デジタルABSの価格を見るSomosPerformの価格を見る
生産量が少ないアプリケーション(50〜100パーツ)。
変更または反復が発生する可能性のある金型設計。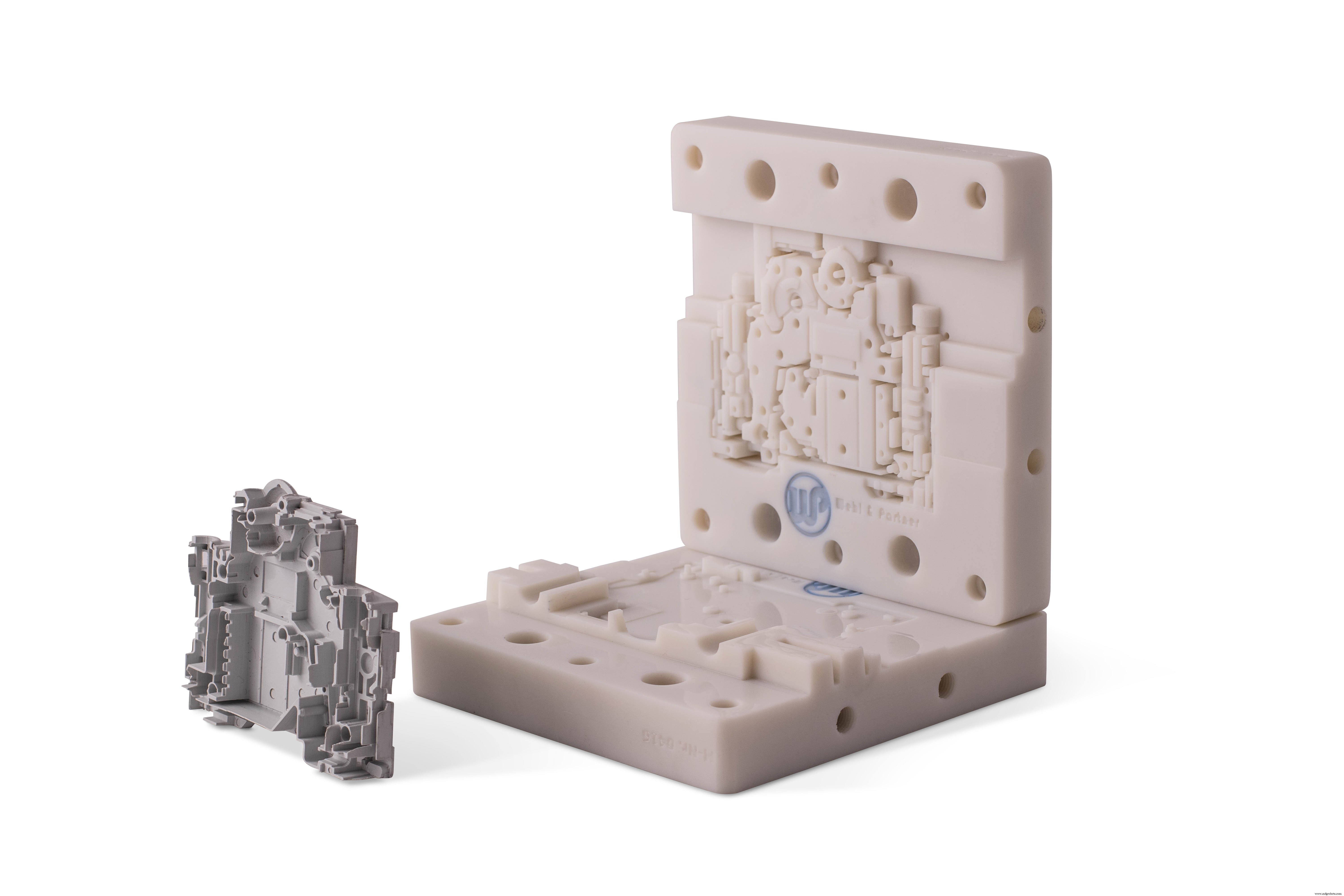

デジタルABSプラス Somos PerFORM 引張強度 55-60 MPa 80 MPa 引張弾性率 2600-3000 MPa 9800 MPa 破断時の伸び 25-40% 1.2% 曲げ強度 65-75 MPa 146 MPa 曲げ弾性率 1700〜2200 MPa 9030 MPa アイゾット衝撃(ノッチ付き) 90-115 J / m 20 J / m 硬度(ショアD) 85-87 93
*:熱後処理後
###3D印刷プロセス-詳細レベル{#detail}デジタルABSとSomosPerFORMは、さまざまな3D印刷プロセスで使用されます。以下の表に、一般的なマテリアルジェッティングと一般的な産業用SLAシステムの機能の概要を示します。どちらの技術も、複雑なディテールを備えた非常に滑らかな部品を製造でき、後処理はほとんど必要ありません。デジタルABSは、詳細レベルの点でSomos PerFORMに比べてわずかな利点があります。これは、Material Jettingがすべての3D印刷テクノロジーの中で最高の寸法精度を備えているためです(SLAがすぐ近くにあります)。 デジタルABSプラス Somos PerFORM HDT(@ 0.46 MPa)* 92-95°C 268°C ガラス転移温度(Tg) 47-53°C 81°C
デジタルABSプラス Somos PerFORM プロセス マテリアルジェッティング インダストリアルSLA 一般的な寸法精度 ±0.1%(下限値±0.05mm) ±0.15%(下限±0.05mm) 最小フィーチャサイズ 0.05 mm 0.10 mm 最小肉厚 0.6 mm 0.8 mm 最小レイヤー高さ 14-16ミクロン 25-50ミクロン
デジタルABSプラス† SomosPerFORM‡ 「簡単な」素材のパーツ* 50-100 100-200 「難しい」素材のパーツ** 5-30 30-50
**ガラス繊維充填ポリアミド(PA GF)
†出典:プロモールディング
‡出典:Wehl&Partner


3Dプリント