


Ender 3 (Pro &V2) ABS 設定;反りなどを防ぎます。
ABS は、Ender 3、Pro、または V2 で適切に印刷する方法を学ぶのが最も難しい素材の 1 つです。これは主に、密閉型プリンターではないという事実によるものです。
ただし、いくつかの設定を調整し、いくつかのトリックを使用してベッドの接着を改善することで、Ender 3 に ABS を印刷することができます.
短いバージョンは次のとおりです:Ender 3 で ABS を印刷するには、印刷温度を 230°C から 240°C に設定し、ベッド温度を 100°C に設定し、パーツの冷却ファンをオフにして、接着剤を塗布する必要があります。接着力を高め、反りを防ぐために、ビルドの表面に貼り付けてください。
もちろん、それだけではありません。私のテストの結果、ベッドの接着力を改善する方法、いくつかの問題を防ぐ方法などを確認するために、読み続けることをお勧めします.
Ender 3 で高品質のプリントを作成するための理想的な設定を見つけるために試行錯誤を繰り返したくない場合は、特別に調整された独自の Cura プロファイルをぜひチェックしてください。 Ender 3 プリンター シリーズの場合(わずか 7 ドルですべて入手できます)。
推奨:エンクロージャーの使用

設定に入る前に、Ender 3 で ABS を印刷するには筐体を絶対に使用する必要があることを言及しておく必要があります。これにより、プリンター内の温度が一定に保たれ、反りや層の分離が防止されるからです。
ただし、必ずしもエンクロージャーを購入する必要はないことに注意してください。自分でエンクロージャーを作成したり、大きな段ボール箱をプリンターの上に置いたりすることもできます。これも問題なく機能します。
もちろん、これは潜在的な火災の危険性があるため、お勧めしませんが、機能します.安全のために、手頃な価格の不燃性の Creality エンクロージャーを入手することをお勧めします。
ここで、印刷設定が既にわかっていて、反りを防ぐためにベッドの接着力を向上させる方法に関するヒントにスキップしたい場合は、ここをクリックしてください。
印刷温度
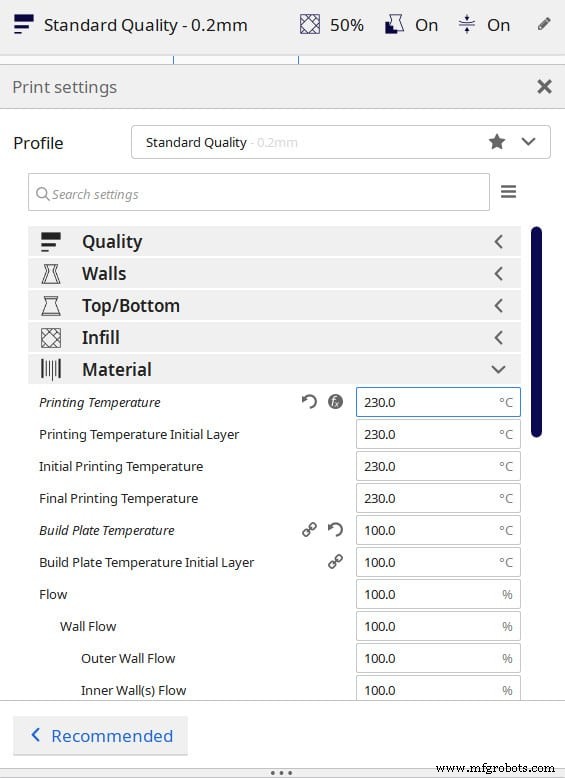
Ender 3 (Pro および V2) では、230°C から 240°C までが、ディテールの点だけでなく、ブリッジとオーバーハングの品質、および不要なアーティファクトの防止の点でもスイート スポットのようです。 230°C を下回るとレイヤーの接着性が低下し、240°C を超えるとブリッジの品質が低下する可能性があります。
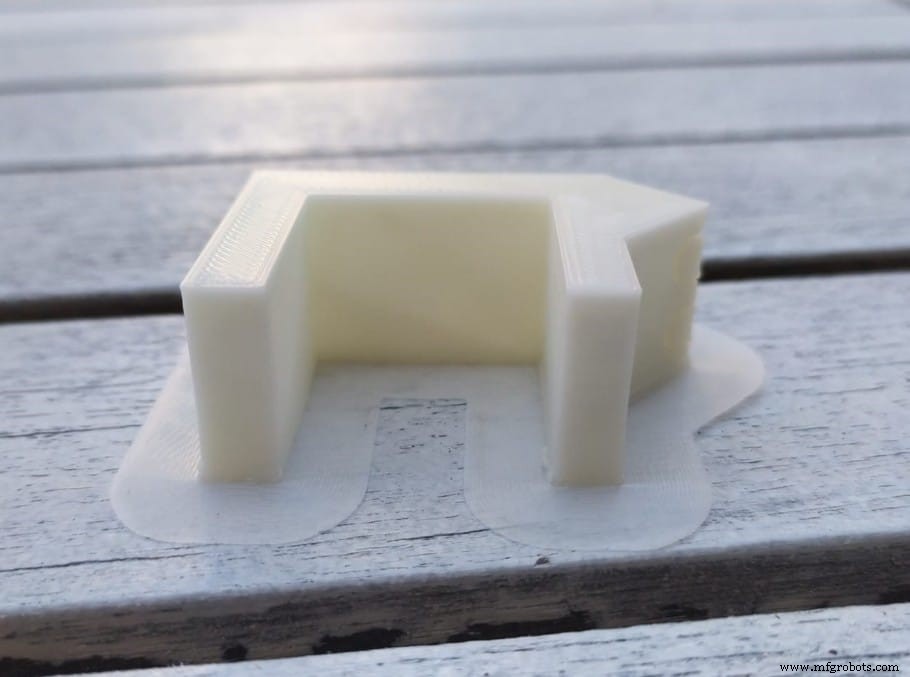
ベッドの接着性を同時にテストしたかったので、複数の温度タワーを印刷しました。いくつかは大きいものと小さいものでした。また、自分の机に取り付けるように設計した簡単なケーブル ガイドも印刷しました。
先ほど述べたように、特にブリッジングとオーバーハングがある場合、エンダー 3 の最適な温度は 230°C から 240°C の間のようです。ケーブルガイドに関しては、シンプルなデザインなので温度による品質の違いは感じませんでした。
ただし、これは、これらのテストにエンクロージャを使用しなかったため、エンクロージャが必要であるという点に戻ります。ケーブル ガイドは常に同じ場所 (230°C 240°C のものよりも広いクラックがありました)。これは、オブジェクトの周囲を高温で一定の温度に保つためにエンクロージャがいかに重要であるかを示しています。
注意 :エンクロージャーの重要性と、エンクロージャーが必要な理由について詳しく知りたい場合は、この記事をチェックしてください。
ここで、ABS ははるかに高い温度で印刷できることは注目に値しますが、240°C で停止した理由は、PTFE チューブが 245°C を超える温度に対応できず、損傷を受けて非常に一部を放出するためです。有毒ガス。そのため、PTFE チューブを交換するか、プリンターにその他の変更を加えない限り、245°C を超えないようにしてください。
- 理想的な Ender 3 ABS 印刷温度: 230°C から 240°C.
理想的なベッド温度
ABS を正しく使用するために必要なことが 1 つあるとすれば、それはベッドの接着です。ベッドを適切な温度に設定することは絶対に重要です (つばも使用しますが、これについては後で詳しく説明します)。
ベッド温度が接着にどのように影響するかについて研究が行われ、結論は次のとおりです。 「この研究は、印刷材料のガラス転移温度よりわずかに高いベッド温度で部品を印刷すると、接着力が大幅に増加することを示しています」.
基本的に、ベッドの接着に問題がある場合は、ベッドの温度をフィラメントのガラス転移温度 (PLA の場合は 60°C、ABS の場合は 100°C、PETG の場合は 80°C) よりわずかに高くします。
Ender 3 (Pro および V2) の場合、ABS を印刷する際の理想的なベッド温度は 100°C から 110°C までです (接着力を高めるため)。場合によっては、ビルド プレートからプリントが剥がれないように、スティックのりを使用する必要があります。
ABS は少し収縮しすぎるため、筐体がないと常に反りに対処する必要があり、場合によっては、ベッド温度を 110°C に設定しても、プリントがビルド プレートから完全に剥がれることがあります (繰り返しますが、反りを防ぐ方法については、投稿の後半で詳しく説明します)。
- 理想的な Ender 3 ABS ベッド温度: 100°C ~ 110°C。
部分冷却
ABS は冷却中に他のプラスチックよりも収縮するため、ベッドによって加熱されていない上層が冷却され、下層に引っ張り力がかかるため、プリントが反る可能性が高くなります。ワープまたはレイヤーを分離します (あまり一般的ではありません)。
これが、最初の数層だけでなく、常に冷却を最小限に抑えるかオフにしておくことをお勧めする理由です。
私のテストでは、最初の数層でファンをオフにしてから 30% の速度で実行すると、素晴らしい結果が得られることがわかりました.
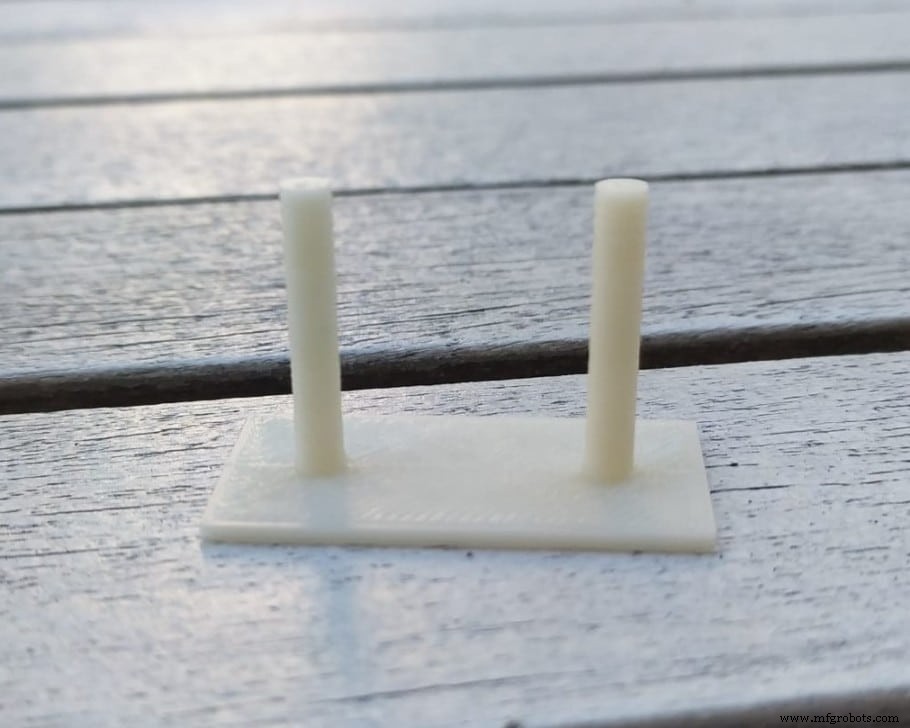
ただし、ABS ではブリッジが問題になる可能性があります。これは、プラスチックをできるだけ速く冷却して機能させる必要があるためです。つまり、ファンの速度が速ければ速いほど、ブリッジの状態が良くなります。
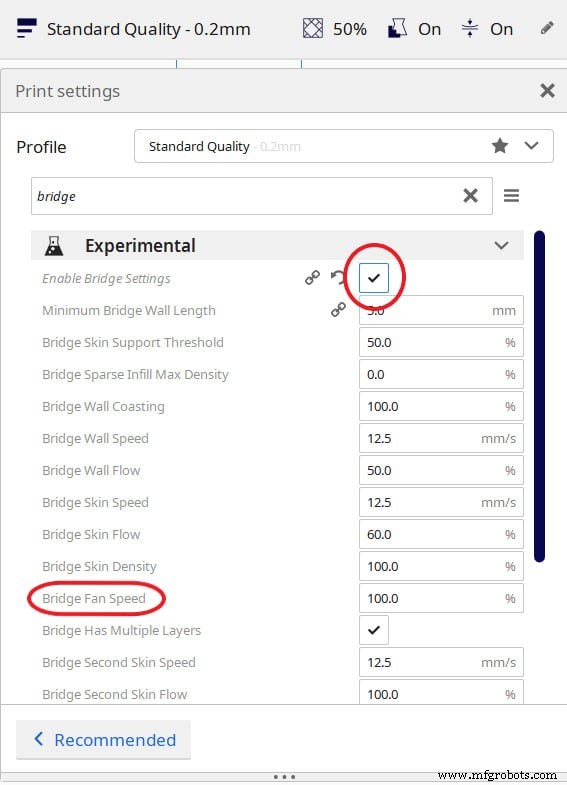
幸いなことに、Cura には「印刷冷却を有効にする」と呼ばれる実験的な設定があり、「ブリッジ ファン速度」を調整できます。これにより、ブリッジを印刷する場合にのみ、印刷冷却ファンを 100% に設定できます (設定タイプ「ブリッジ」を見つけるには)。設定検索バーに移動し、[印刷冷却を有効にする] ボックスをオンにし、[ブリッジ ファン速度] まで下にスクロールして調整します)。
理想的な Ender 3 ABS 冷却設定:
- 最初の層ではファンを完全にオフにします。
- プリントの残りの部分は扇風機を 30% またはオフにします。
- 橋のファンは 100% です。
撤回設定
私はリトラクション/ストリングテストを実行し、PLA に使用するのと同じ設定で完全に完璧な結果を得ました。これは Cura のデフォルト設定でもあり、次のとおりです:
- Combing Mode:ON で「Within Infill」に設定されています (デフォルトは「Not in Skin」で、どちらも機能します)。
- 後退距離:6.5mm
- 収納速度:25mm/s
- 最大撤回回数:100
- 最小押し出し距離ウィンドウ:10mm
これらの設定により、私の文字列テキストは非常にきれいになり、どこにも文字列が見えなくなりました.
速度設定
PLA と同様に、Ender 3 の ABS には 40mm/s から 60mm/s の速度での印刷が理想的であり、多くのアーティファクト、ゴースト、リンギングのない見栄えの良い印刷が得られます。速度と品質の最適なトレードオフは 50mm/s です。
さて、50mm/s と 60mm/s で素晴らしい結果が得られるかもしれませんが、モデルの複雑さと詳細レベルに応じて、35 または 40mm/s に変更したい場合があるかもしれません。リンギングやゴーストはできるだけ避けたいと思います。
- Ender 3 の理想的な ABS 速度設定: 40mm/s から 60mm/s の間。
Ender 3 で高品質のプリントを作成するための理想的な設定を見つけるために試行錯誤を繰り返したくない場合は、特別に調整された独自の Cura プロファイルをぜひチェックしてください。 Ender 3 プリンター シリーズの場合(わずか 7 ドルですべて入手できます)。
エンダー 3 の ABS 問題を解決する
前に述べたように、ABS は冷却時に他の熱可塑性樹脂よりもはるかに収縮するため、層の線に沿って反ったり、時にはひび割れたりすることさえあります.
これは、PLA や PETG などのプリントが容易な他のフィラメントを使用する場合よりもプリントの冷却を考慮する必要があることを意味します。反り、ベッドの接着不良 (これも反りが原因であるため)、層の剥離/亀裂などの問題。
ただし、これを入手したくなく、Stock Ender 3 で印刷する場合は、成功の可能性を高めるためのヒントをいくつか紹介します。
プリンターを空気の流れから遠ざけてください
冷たい空気の流れはプリントを必要以上に速く冷却し、また不規則に冷却します。これは、プラスチックが片側よりも反対側よりも収縮することを意味し、プリントがゆがんだり、ひびが入ったりする可能性があります.
筐体なしで印刷する場合は、プリンターをできるだけ暖かい部屋に置き、すべての窓/ドアを閉めて空気の通風を防ぎます。
注意 :ABS は有毒ガスを放出するため、実行中はプリンタと同じ部屋にいるべきではありません。
つばを使って印刷
ベッドの粘着性は ABS の深刻な問題になる可能性があるため、スライサーの設定をすべて自由に使用して改善する必要があります。つばを使用することがおそらく最良の対処方法です。
つばは基本的にプリントと接触するスカートであり、特にベッドの接着と反りに役立ちます。そのため、つばのある ABS を常にプリントしてください。
接着力を高めるためにスティックのりを使用
印刷面にスティックのりを少量塗ることで、印刷物がベッドから剥がれたり、反ったりするのを防ぐことができました.
スティックのりは接着力を大幅に改善し、ベッドが冷めたらプリントをはがすのにも役立ちます.
ベッドがまだ熱いうちにプリントを剥がそうとすることは、接着剤との結合が非常に強くなるため、ほとんど不可能であることに注意してください。そのため、まず室温まで冷ましてから剥がしてください.
接着剤スティックを使用することで、ベッドの接着に関する限り、ABS を印刷する際に最良の結果が得られました。わずかな反りが発生していましたが、ほとんど目立ちませんでした.
ペインターテープを使用
ペインターズテープをビルド面にテーピングすることも、ベッドの接着に大いに役立ちます。テープのストリップをできるだけきれいに貼り付け、間に隙間がないようにしてください。
接着に関しては、ABS はテープにしっかりとくっつき、スティックのりに比べて汚れにくく、剥がすのもはるかに簡単です。
ただし、スティックのりのほうが少し性能が優れているため、テープよりもスティックのりを使用することをお勧めします.
印刷のひび割れ (レイヤーの分離)
これを解決する唯一の現実的な方法はエンクロージャーを使用して印刷することですが、レイヤー間の結合が強いほど、剥離のリスクが低くなります。これは、より大きなノズルを使用すると、はるかに大きな接触が提供されるため、印刷のひび割れを防ぐことができることを意味します。層間の表面積を増やし、本質的にそれらの間の結合強度を高めます。
寒い環境や空気の通風により、プリントがひび割れするリスクがさらに高まるため、プリンターをできるだけ周囲温度が高い密閉された部屋に保管してください。
結論
ABS の主な敵は急速で不均一な冷却です。プリントがゆがんだり、ベッドから剥がれたり、さらにはひびが入ったりする可能性があるからです。
筐体を使用して印刷すると、これらの問題はすべて解決され、ABS を使用して印刷するのは簡単なことですが、筐体がない場合は、接着を改善するために造形面にスティックのりやペインターズ テープを貼り付けて、冷気のドラフトから離れた密室のプリンター。
ベッドの温度を ABS のガラス転移温度 (100°C) よりわずかに高くすることも、ベッドの接着に役立つため、ベッドの温度を調整してください。スティックのりを使わずに 110°C で最高の結果が得られました。
スティックのりを使用しない場合の 100°C と 110°C の差はかなり顕著でしたが、スティックのりを使用した場合はそれほどでもありませんでした。そのため、ベッドを 100°C に保ち、接着剤スティックを塗布することをお勧めします。これは、私が得ることができた最高の接着力だからです.
最後に、より良い結果を得るために、冷却ファンを下げるか完全にオフにすることを忘れないでください。ブリッジの印刷中にファンをオンにする設定を有効にすることを忘れないでください。そうしないと、見栄えがよくなりません.
おすすめ商品セクションをご覧ください

これは非常に困難な作業である可能性があり、一般的に多くの混乱につながることがわかっているため、当て推量を取り除き、どのプリンター、フィラメント、またはアップグレードを取得するかを調査するのに費やす時間を短縮できる推奨製品セクションを作成しました。 .
初心者だけでなく中級者、さらには専門家にも適していると思われるほんの一握りの 3D プリンターを選択して、決定を容易にし、記載されているフィラメントとアップグレードはすべて私たちによってテストされ、慎重に選択されました。であるため、どちらを選択しても意図したとおりに機能することがわかります。
3Dプリント
- Ender 3 (Pro &V2) のノズルを交換する方法!
- ABS はリサイクル可能で生分解性もありますか?
- エンダー 3 Z オフセット;調整方法
- エンダー 3 X 軸のたるみ;解決方法
- PLA は耐熱性がありますか? ABS、ASA、PETG など!
- Ender 3 Pro レビュー:2022 年に入手する価値はありますか?
- エンダー3のベッドレベリングの問題;それらを修正する方法!
- エンダー 3:ベッドを水平にし、水平に保つ方法!
- Ender 3 (Pro &V2) アップグレード;印刷して購入可能!
- 理想的な Ender 3 (Pro および V2) PETG 設定!
- 3D プリントの速度と温度:最適な設定