


鋳造欠陥の種類–完全な概要
この記事では、キャストの欠陥について学習します。 と鋳造欠陥の種類は何ですか 。
鋳造欠陥とは何ですか?
キャストの欠陥 :これは、金属鋳造プロセス中に鋳造物に現れる望ましくない不規則性です。鋳造金属の欠陥は、さまざまな理由で、またはさまざまな原因で発生する可能性があります。この記事では、キャスト障害の主な形態をすべて説明します。一部の欠陥は見落とされたり許容されたりする可能性がありますが、他の欠陥は許容できないため、部品が正しく機能するために修正する必要があります。
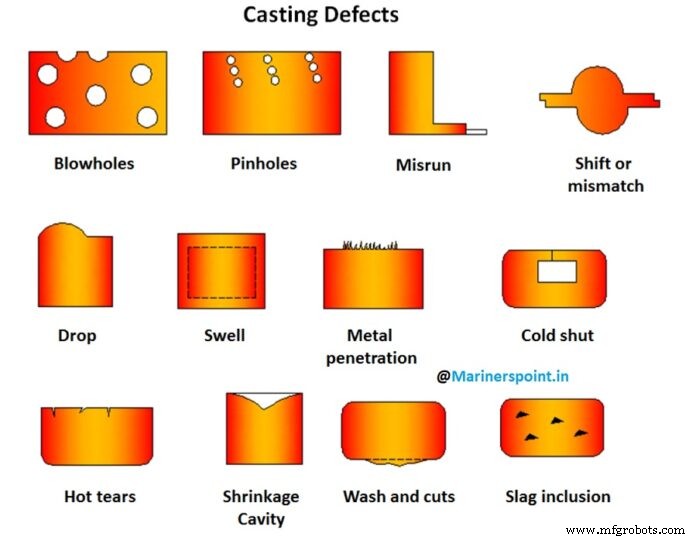
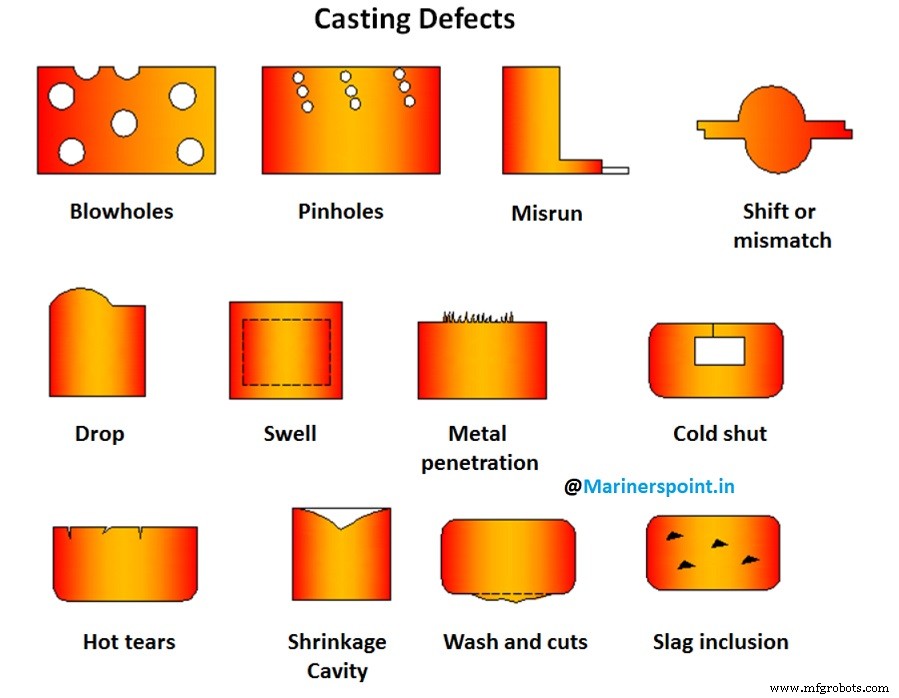
鋳造欠陥の種類
特に砂型鋳造は、適切に設計された鋳造では適切な鋳造技術によって制御可能であるが、完全に防止できるわけではない特定の欠陥の影響を受けます。ただし、一般的な鋳造欠陥の種類 見つかった場合、その原因と解決策を以下に説明します。
1。シフト
これは外部のキャストの欠陥です 通常、パーティングラインでの鋳造物の上部と下部のコアの位置ずれまたは不一致が原因で発生します。シフトの別の可能性のある原因でのフラスコのミスアライメント。
これらの鋳造欠陥は、パターンまたはダイパーツの適切な位置合わせ、成形ボックス、パターンプレートへのパターンの正しい取り付け、および使用前のフラスコ、位置決めピンなどのチェックによって防ぐことができます。
2。 ワーページ
反りは、凝固中または凝固後に発生する鋳造物の意図的ではない望ましくない変形です。鋳造物のさまざまな部分の凝固速度が異なるため、隣接する壁に応力が発生し、これらの領域に反りが生じます。大きくて平ら
セクションまたはリブなどの交差するセクションは、特に反りが発生しやすいです。
解決策は、波状の波形構造の広い領域を作成するか、すべての領域で等しい冷却速度を提供するために十分なリブまたはリブのような形状を追加することです。適切な鋳造設計は、鋳造の反りを減らすのに大いに役立ちます。
3。 フィン
鋳造の一部として意図されていない金属の薄い突起は、フィンと呼ばれます。フィンは通常、金型またはコアセクションの分割で発生します。金型とコアが正しく組み立てられていないと、フィンが発生します。型の重量が不十分であるか、フラスコのクランプが不適切であると、再びフィンが生成される可能性があります。
解決策は、金型の上部に十分な重量を使用して2つの部品をしっかりとはめ込み、鋳造に使用する金型とコアを正しく組み立てることです。
4。腫れ
うねりは、金属圧力による金型キャビティの拡大であり、鋳造物の局所的または全体的な拡大をもたらします。これは、金型の不適切または欠陥のある突っ込みが原因で発生します。膨らみを避けるために、砂は適切かつ均等に押し込まれている必要があります。
5。 ブローホール
ブローホールは滑らかな丸いホールで、鋳物の表面の下に多数の小さなホールのクラスターの形で現れます。これらは、滑らかな壁を持つ閉じ込められたガスの泡です。ブローホールは、砂の水分が多すぎる場合、砂の浸透性が低い場合、砂粒が細かすぎる場合、砂が強く突っ込んでいる場合、または通気が不十分な場合に発生します。
ブローホールを防ぐには、砂の含水率を適切に調整し、適切な粒度の砂を使用し、突っ込みが硬すぎないようにし、通気を適切に行う必要があります。
6。 ドロップ
金型の上面にひびが入り、砂が溶けた金属に落ちると落下します。これは、砂の強度が低く、柔らかい突っ込み、溶融金属の不十分なフラックス、およびコープ内の砂の突起の不十分な補強が原因です。落下を避けるために、上記の要因は排除されています。
7。 汚れ
場合によっては、土や砂の粒子が鋳造面に埋め込まれます。これは、不適切な取り扱い、砂の洗浄、および溶融金属中のスラグ粒子の存在による金型の破砕が原因です。
適切なフラックスとダートトラップの使用により、汚れがモールドキャビティに入るのを防ぐことができます。
8。 蜂巣肺または海綿状
これらは、近接した多数の小さなキャビティからなる外部鋳造欠陥です。蜂巣肺は、溶融金属に機械的に浮遊している汚れまたは「スカーフ」によって引き起こされ、取鍋での不完全なスキミングが原因です。
解決策は、取鍋で適切にスキミングすることにより、砂の洗浄を防ぎ、溶融金属に存在するスラグ粒子を除去することです。
9。 金属の浸透と粗い表面
鋳造におけるこの欠陥は、鋳造物の不均一で粗い外面として現れる。砂粒間の金属浸透は、砂の強度が低く、粒径が大きく、透水性が高く、砂が柔らかく突き刺さるために発生します。救済策には、上記の原因を取り除くことが含まれます。
10。 砂の穴
砂穴は外面または鋳物の内側にあります。それらは、金型キャビティへの緩い砂の洗浄、鋳造物の内部への融着、または溶融金属の急速な注入によって引き起こされます。金型を適切に洗浄し、溶融金属を注意深く注ぐことで、砂穴を防ぎます。
11。 ピンホール
ピンホールは、ショットブラストで洗浄された鋳物の表面に見える多数の小さな穴で、通常は2mm未満です。これらの鋳造欠陥は、水分含有量の高い砂、水素または一酸化炭素ガスの吸収、または鋼が湿った取鍋から注がれるか、十分にガス化されていない場合に発生します。
この鋳造の欠陥は、適切な溶解とフラックスの方法を使用し、鋳物砂の含水率を減らしてその浸透性を緩和し、急速な凝固速度を促進することによって最小限に抑えることができます。
12。 かさぶた
かさぶたは、金型またはコアの面の流れ部分が浮き上がり、その下の金属が薄い層になっているときに発生する、鋳造物の一種の突起です。言い換えれば、液体金属は砂の表層の後ろに浸透します。かさぶたは、埋め込まれた砂を含む表面の粗く不規則な突起として識別できます。
これらの鋳造欠陥は、細かすぎる砂、浸透性と含水率の低い砂の使用、および砂の表面での不均一なモールドラミングまたは断続的または低速の溶融金属の流れによって引き起こされ、それによって激しい局所加熱が発生します。
木粉、石炭、デキストリンなどの添加剤を砂に混ぜることは、鋳造におけるそのような欠陥を排除する1つのステップです。
13。 収縮キャビティ
収縮キャビティは、主に制御されていない無計画な凝固または金属によって引き起こされる鋳造物の空隙またはくぼみです。これは、注入温度が高すぎる場合にも発生する可能性があります。
これらの鋳造欠陥は、金型設計に方向性凝固の原理を適用し、悪寒、パディングなどを慎重に使用することで排除できます。
14。 ホットティアーズ(プル)
それらは、金属が固化した直後に発生する不規則なエッジを持つ内部または外部の亀裂です。鋳物の設計が不十分で、急激な断面変化が発生し、適切なフィレットとコーナー半径が提供されておらず、悪寒が誤って配置されている場合、熱間裂傷が発生する可能性があります。誤った注入温度と不適切な配置、またはゲートとライザー、および激しい体当たりも、熱い涙を引き起こす可能性があります。
改善された設計、適切な方向性凝固、均一な冷却速度、正しい注入温度、および金型硬度の制御により、高温の裂け目がなくなります。
15。 コールドシャットとミスラン
コールドシャットは、金型キャビティ内の2つの金属蒸気の不完全な融合、または一緒に組み立てられたパターンの不均等なセクションによって形成される鋳造の外部欠陥です。これらの鋳造欠陥は、丸みを帯びたエッジのある亀裂や継ぎ目のように見える場合があります。ミスラン鋳造とは、金属が金型キャビティを充填できないために完全性に欠ける鋳造です。
コールドシャットまたはミスランの理由は、薄すぎるセクションと壁の厚さ、不適切なゲートシステム、損傷したパターン、ゆっくりと断続的な注入、低い注入温度による金属の流動性の低下、不適切な合金組成などです。パターンとコアボックスの検査と交換、およびゲーティングの基本原則を念頭に置いた鋳造の適切な設計は、コールドシャットとミスラン鋳造の欠陥を排除するために使用できるいくつかのステップです。
16。 注がれたショート
1回の注入で金属キャビティが完全に満たされない場合、欠陥は注入不足と呼ばれます。正しい温度で取鍋に十分な金属があると、鋳造時のこれらの欠陥がなくなります。
17。 内部エアポケット
これは、鋳造物の内部に小さな穴として現れ、沸騰した金属を注ぐか、金型に溶融金属を急速に注ぐことによって引き起こされます。金属の欠陥や品質の悪さ、および過度に湿った砂もエアポケットを作成する可能性があります。溶融金属の適切な注入温度、適切な品質の金属および乾燥砂により、この欠陥が大幅に最小限に抑えられます。
結論
鋳造欠陥として知られる金属鋳造プロセス中に鋳造に現れる望ましくない不規則性について説明しました。適切な注意と予防策を講じれば、鋳造の欠陥を最小限に抑えることができます。鋳造の欠陥は生産全体に悪影響を与えるため、鋳造の欠陥を最小限に抑えるために、鋳造の欠陥の種類について適切な知識が必要です。
産業技術