


コンクリートブロック
背景
コンクリートブロックは、主に壁の建設における建築材料として使用されます。コンクリートブロック(CMU)と呼ばれることもあります。コンクリートブロックは、建設に使用されるいくつかのプレキャストコンクリート製品の1つです。プレキャストという用語は、ブロックが現場に運ばれる前に形成され、硬化されるという事実を指します。ほとんどのコンクリートブロックには1つまたは複数の中空の空洞があり、その側面は滑らかに鋳造することも、デザインを使用して鋳造することもできます。使用中、コンクリートブロックは一度に1つずつ積み重ねられ、フレッシュコンクリートモルタルと一緒に保持されて、壁の希望の長さと高さを形成します。
コンクリートモルタルは、紀元前200年にローマ人によって使用されました。 建物の建設で形作られた石を一緒に結合する。ローマ皇帝カリグラの治世中、37〜41年に A.D. 、現在のイタリアのナポリ周辺の地域では、プレキャストコンクリートの小さなブロックが建設資材として使用されていました。ローマ人によって開発された具体的な技術の多くは、5世紀のローマ帝国の崩壊後に失われました。イギリスの石工ジョセフ・アスプディンがポルトランドセメントを開発したのは1824年のことでした。これは、現代のコンクリートの重要な構成要素の1つになりました。
最初の中空コンクリートブロックは、1890年に米国のハーモンS.パーマーによって設計されました。 10年間の実験の後、パーマーは1900年にこのデザインの特許を取得しました。パーマーのブロックは8インチ(20.3 cm)x 10インチ(25.4 cm)x 30インチ(76.2 cm)で、非常に重いため、所定の位置に持ち上げる必要がありました。小さなクレーン。 1905年までに、推定1,500社が米国でコンクリートブロックを製造していました。
これらの初期のブロックは通常手作業で鋳造され、平均出力は1人1時間あたり約10ブロックでした。今日、コンクリートブロックの製造は高度に自動化されたプロセスであり、1時間あたり最大2,000ブロックを製造できます。
原材料
コンクリートブロックの製造に一般的に使用されるコンクリートは、粉末ポルトランドセメント、水、砂、砂利の混合物です。これにより、表面のきめが細かく、圧縮強度の高いライトグレーのブロックが生成されます。一般的なコンクリートブロックの重量は38〜43ポンド(17.2〜19.5 kg)です。一般に、ブロックに使用されるコンクリート混合物は、一般的な建設目的に使用されるコンクリート混合物よりも、砂の割合が高く、砂利と水の割合が低くなります。これにより、非常に乾燥した硬い混合物が生成され、ブロックモールドから取り外したときにその形状が保持されます。
砂や砂利の代わりにグラニュー糖や火山の燃えがらを使用する場合、結果として得られるブロックは一般に燃えがらブロックと呼ばれます。これにより、中程度から粗い表面テクスチャ、優れた強度、優れた消音特性、およびコンクリートブロックよりも高い断熱値を備えたダークグレーのブロックが生成されます。一般的な燃えがらブロックの重量は26〜33ポンド(11.8〜15.0 kg)です。
軽量コンクリートブロックは、砂と砂利を膨張した粘土、頁岩、または粘板岩に置き換えることによって作られます。膨張した粘土、頁岩、粘板岩は、原材料を粉砕し、約2000°F(1093°C)に加熱することによって製造されます。この温度では、内部に閉じ込められた少量の有機材料の燃焼によって引き起こされるガスの急速な生成のために、材料が膨張または膨らみます。一般的な軽量ブロックの重量は22〜28ポンド(10.0〜12.7 kg)で、耐荷重性のない壁や仕切りを構築するために使用されます。高炉スラグを膨張させたものや、軽石やスコリアなどの天然火山材料も軽量ブロックの製造に使用されています。
基本的な成分に加えて、ブロックを作るために使用されるコンクリート混合物は、硬化時間を変更したり、圧縮強度を高めたり、作業性を改善したりするために、混合物と呼ばれるさまざまな化学物質を含む場合があります。混合物は、ブロック全体に均一な色を与えるために顔料を添加することができ、またはブロックの表面を焼き付けた釉薬でコーティングして、装飾効果を与えるか、または化学的攻撃に対する保護を提供することができる。釉薬は通常、熱硬化性樹脂バインダー、ケイ砂、および着色顔料で作られています。
デザイン
最も一般的なコンクリートブロックの形状とサイズは、均一な建物構造を確保するために標準化されています。米国で最も一般的なブロックサイズは、8 x 8 x 16ブロックと呼ばれ、公称測定値は、高さ8インチ(20.3 cm)、奥行き8インチ(20.3 cm)、深さ16インチ(40.6)です。 cm)幅。この公称測定値には、モルタルのビード用のスペースが含まれ、ブロック自体は、実際には、高さ7.63インチ(19.4 cm)、奥行き7.63インチ(19.4 cm)、幅15.63インチ(38.8 cm)です。
多くのプログレッシブブロックメーカーは、独自の視覚効果を実現するため、または特殊なアプリケーションに望ましい構造的機能を提供するために、基本ブロックのバリエーションを提供しています。たとえば、あるメーカーは、外壁からの水漏れに耐えるように特別に設計されたブロックを提供しています。ブロックには、コンクリートの吸収と浸透性を低減する撥水剤、水平モルタル目地から水を逃がすための斜角の上端、および亀裂によって誘発された漏れの流れを内面。
分割面ブロックと呼ばれる別のブロックデザインには、滑らかな面ではなく、ブロックの片面に粗い石のようなテクスチャが含まれています。これにより、ブロックにカットされた石の建築的外観が与えられます。
 Radford ArchitecturalCompanyの1908年のカタログCementHouses and Howtoに掲載されているFoursquareスタイルの家のデザインそれらを構築します。これは、ラドフォード社が提供した何百ものカンクリートブロックハウスの設計の1つでした。彼らは、この設計が当時の伝統的な石積みの家よりもはるかに安い約2,250.00ドルで建てられると推定しました。 (ヘンリーフォード博物館とグリーンフィールドビレッジのコレクションから。)
Radford ArchitecturalCompanyの1908年のカタログCementHouses and Howtoに掲載されているFoursquareスタイルの家のデザインそれらを構築します。これは、ラドフォード社が提供した何百ものカンクリートブロックハウスの設計の1つでした。彼らは、この設計が当時の伝統的な石積みの家よりもはるかに安い約2,250.00ドルで建てられると推定しました。 (ヘンリーフォード博物館とグリーンフィールドビレッジのコレクションから。)
コンクリートブロックは、米国で家の建物の石や木の代わりに最初に使用されました。この国で完全にコンクリートブロックで建てられた家の最も初期の既知の例は、1837年にニューヨークのスタテンアイランドにありました。コンクリートブロックで建てられた家は、より高価で伝統的な木造の石積みの建物のように見えるように作られた一般的な安価な材料の創造的な使用を示しました。この新しいタイプの建設は、1900年代初頭から1920年代にかけて人気のある住宅建設の形態になりました。当時「モダン」と呼ばれることが多かったハウススタイルは、チューダーからフォースクエア、コロニアルリバイバルからバンガローまで多岐にわたりました。多くの家が外壁表面だけでなく構造としてコンクリートブロックを使用していましたが、他の家はブロック構造の上にスタッコまたは他のコーティングを使用していました。コンクリートブロックを作るために必要な原材料がこの地域全体の砂の土手や砂利採取場に豊富に供給されていたためか、これらの家は特に中西部の州で数十万戸建てられました。コンクリートブロックは、石のテクスチャをシミュレートするための面のデザインで作成されました:岩の面、花崗岩の面、または素朴。当初は実験材料と見なされていましたが、コンクリートブロックで建てられた住宅は、多くのポルトランドセメントメーカーのカタログで、「耐火性、害虫性、耐候性」として、かつてないほど不足している木材の安価な代替品として宣伝されていました。ガレージ、サイロ、郵便局など、他の多くのタイプの建物が建設され、これらの品質のために、この工法を使用して今日も建設が続けられています。
シンシアリードミラー
メーカーが新しいブロックを設計するときは、目的の形状だけでなく、その形状を作成するために必要な製造プロセスも考慮する必要があります。必要な形状 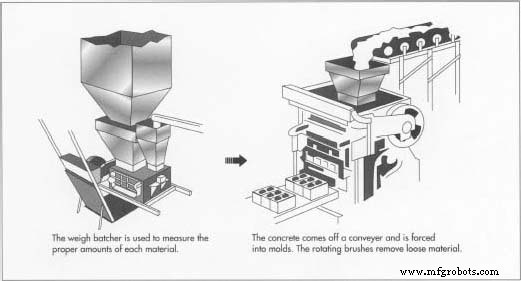 複雑な金型や成形プロセスの追加ステップにより、生産が遅くなり、コストが増加する可能性があります。場合によっては、これらのコストの増加により、新しい設計の利点が相殺され、ブロックが高すぎる可能性があります。
複雑な金型や成形プロセスの追加ステップにより、生産が遅くなり、コストが増加する可能性があります。場合によっては、これらのコストの増加により、新しい設計の利点が相殺され、ブロックが高すぎる可能性があります。
製造
プロセス
コンクリートブロックの製造は、混合、成形、硬化、および立方体化の4つの基本的なプロセスで構成されます。コンクリートブロックのみを製造する製造工場もあれば、ブロック、平らな舗装石、芝生の縁取りなどの装飾的な造園部品など、さまざまなプレキャストコンクリート製品を製造する製造工場もあります。一部のプラントは、1時間あたり2,000以上のブロックを生産することができます。
次の手順は、コンクリートブロックの製造に一般的に使用されます。
ミキシング
- 1砂と砂利は屋外に積み上げて保管され、必要に応じてコンベヤーベルトによって工場内の保管箱に移されます。ポルトランドセメントは、湿気から保護するために、屋外の大きな垂直サイロに保管されています。
- 2生産が開始されると、必要な量の砂、砂利、およびセメントが重力または機械的手段によって、各材料の適切な量を測定する計量バッチャーに移されます。
- 3次に、乾燥した材料を固定ミキサーに流し込み、そこで数分間ブレンドします。一般的に使用されるミキサーには2つのタイプがあります。プラネタリーミキサーまたはパンミキサーと呼ばれる1つのタイプは、蓋付きの浅いパンに似ています。ミキシングブレードは、ミキサー内部の垂直回転シャフトに取り付けられています。もう1つのタイプは水平ドラムミキサーと呼ばれます。横向きにしたコーヒー缶に似ており、ミキサー内部の水平回転シャフトにミキシングブレードが取り付けられています。
- 4乾燥した材料をブレンドした後、少量の水をミキサーに追加します。プラントが極端な温度にさらされる気候にある場合、水は最初にヒーターまたはチラーを通過して温度を調整することがあります。このとき、混和剤や着色顔料を加えることもできます。次に、コンクリートを6〜8分間混合します。
成形
- 5コンクリートの荷重が完全に混合されると、傾斜したコンクリートに投棄されます。
 バケットコンベヤーで、高架ホッパーに輸送されます。次の負荷のために混合サイクルが再開されます。
バケットコンベヤーで、高架ホッパーに輸送されます。次の負荷のために混合サイクルが再開されます。 - 6ホッパーから、コンクリートは測定された流量でブロックマシンの上部にある別のホッパーに運ばれます。ブロックマシンでは、コンクリートは型に押し下げられます。金型は、いくつかの金型ライナーを含む外側の金型ボックスで構成されています。ライナーは、ブロックの外側の形状とブロックの空洞の内側の形状を決定します。一度に最大15個のブロックを成形できます。
- 7金型がいっぱいになると、金型キャビティに降りてくる上部金型ヘッドの重量によってコンクリートが圧縮されます。この圧縮は、金型ヘッドに作用する空気圧シリンダーまたは油圧シリンダーによって補完される場合があります。ほとんどのブロックマシンは、圧縮をさらに支援するために、機械的振動の短いバーストも使用します。
- 8圧縮されたブロックは、型から平らなスチールパレットに押し下げられます。パレットとブロックは、機械からチェーンコンベヤーに押し出されます。いくつかの操作では、ブロックは回転ブラシの下を通過し、ブロックの上部から緩んだ材料を取り除きます。
硬化
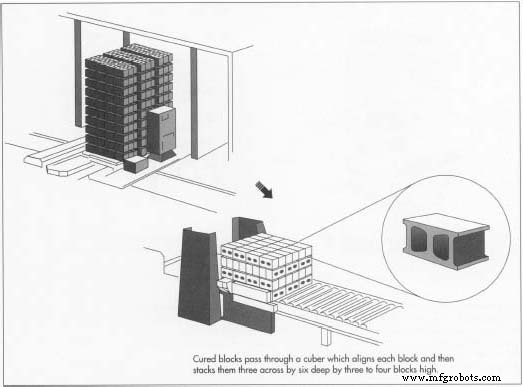
- 9ブロックのパレットは、自動スタッカーまたはローダーに運ばれ、硬化ラックに配置されます。各ラックには数百のブロックがあります。ラックがいっぱいになると、レールのセットに巻き付けられ、硬化窯に移されます。
-
10窯は、一度に複数のブロックラックを保持できる密閉された部屋です。硬化窯には2つの基本的なタイプがあります。最も一般的なタイプは低圧蒸気窯です。このタイプでは、ブロックを室温で1〜3時間窯に入れて、わずかに硬化させます。次に、蒸気を徐々に導入して、1時間あたり60°F(1時間あたり16°C)以下の制御された速度で温度を上げます。標準ウェイトブロックは通常150-165°F(66-74°C)の温度で硬化しますが、軽量ブロックは170-185°F(77-85°C)で硬化します。硬化温度に達したら、蒸気を遮断し、ブロックを高温の湿った空気に12〜18時間浸します。浸漬後、湿った空気を排出し、窯内の温度をさらに上げることにより、ブロックを乾燥させます。全体の硬化サイクルは約24時間かかります。
別のタイプの窯は、オートクレーブと呼ばれることもある高圧蒸気窯です。このタイプでは、温度が300〜375°F(149〜191°C)に上昇し、圧力が80〜185 psi(5.5〜12.8バール)に上昇します。ブロックは5〜10時間浸すことができます。次に、圧力が急速に放出され、ブロックが閉じ込められた水分をすばやく放出します。オートクレーブ硬化プロセスは、より多くのエネルギーとより高価な窯を必要としますが、より短い時間でブロックを製造することができます。
キュービング
- 11硬化したブロックのラックを窯から引き出し、ブロックのパレットを積み重ねずにチェーンコンベヤーに置きます。ブロックはスチールパレットから押し出され、空のパレットはブロックマシンにフィードバックされて、新しい成形ブロックのセットを受け取ります。
- 12ブロックを分割面ブロックにする場合は、最初に2つのブロックを結合して成形します。これらの二重ブロックが硬化すると、それらはスプリッターを通過し、2つの半分の間のセクションに沿って重いブレードでそれらを打ちます。これにより、ダブルブロックが破損し、各ピースの片面にざらざらした石のようなテクスチャが形成されます。
- 13ブロックは、各ブロックを整列させる立方体を通過し、次にそれらを3ブロック、深さ6ブロック、高さ3または4ブロックの立方体に積み重ねます。これらのキューブはフォークリフトで屋外に運ばれ、保管場所に置かれます。
品質管理
コンクリートブロックの製造には、必要な特性を備えたブロックを製造するための継続的な監視が必要です。原材料は、ミキサーに入れる前に電子的に計量されます。砂や砂利に閉じ込められた水分量は超音波センサーで測定でき、混合物に追加される水の量はそれを補うために自動的に調整されます。極端な温度の厳しい地域では、水は使用前にチラーまたはヒーターを通過する場合があります。
ブロックがブロックマシンから出てくると、それらの高さはレーザービームセンサーでチェックできます。養生窯では、必要な強度を実現するために、温度、圧力、サイクルタイムがすべて自動的に制御および記録され、ブロックが適切に養生されるようになっています。
未来
建築家やブロックメーカーが新しい形状やサイズを開発するにつれて、単純なコンクリートブロックは進化し続けます。これらの新しいブロックは、建物の建設をより速く、より安価にするだけでなく、より耐久性がありエネルギー効率の高い構造をもたらすことを約束します。将来的に考えられるブロック設計には、配管や電線管にアクセスできるように水平方向と垂直方向に空洞が走る2軸ブロックが含まれます。内壁と外壁の両方を形成する3つのセクションで構成される積み重ねられたサイディングブロック。ヒートソークブロックは、夏は室内を冷やし、冬は暖房するために熱を蓄えます。これらのデザインは、全米住宅建設業者協会と全米コンクリート組積造協会の協力の結果であるライフスタイル2000と呼ばれるプロトタイプハウスに組み込まれています。
製造プロセス