


コイン
歴史
人類の文明は長い間、交換の媒体として金属を使用してきました。金属は長持ちする特性に加えて、溶解や鋳造に適しています。早くも1000 B.C. 、中国人は支払いを表すために一種の金属トークンを使用していました。これらのアーティファクトは、掘削ツールや現代のエールキーに類似しているため、「スペード」および「キー」マネーとラベル付けされています。どちらのタイプも金種を持ち、型から鋳造されました。古代エジプト人は硬貨を鋳造しませんでしたが、金の重りと指輪は製品やサービスの交換に使用されました。
西洋の硬貨の最初の記録は、紀元前700年<小>まで発生しませんでした。 、西アジアのマイナー。エーゲ海のほとりにあるエフェソスのアルテミス神殿の基礎で、エレクトラムと呼ばれる金と銀の天然合金から作られたコインの証拠が見つかりました。紀元前560年から546年まで統治したリディアのクロイソス王 は、純金と純銀のコインのバイメタルシステムを作成したことで評価されています。これらの初期のコインは通常、雄牛、鳥、昆虫、または神話上の生き物などの動物の痕跡を持っていました。野菜の彫刻も人気でした。コインの片面には、その特定のデザインのツールで刻印が刻印されています。この時期にコインのデザインは芸術的な形に昇格し、精巧に刻印されたコインは高い地位を獲得しました。多くのギリシャの都市は、最も美しくデザインされたコインを持っているという区別を求めて争いました。
アレキサンダー大王は、マケドニアからバビロンまで、彼の王国全体にミントを建てました。彼は均一な重みとタイプを設定しました。コインの肖像画が人気を博したのは、アレクサンダーの治世中だった。支配者、神々、そして女神が選ばれた肖像画でした。 4世紀と5世紀までに A.D。 、イタリア、特にシチリアの彫刻家は、一般的にコインデザインの専門家として認められていました。彼らのスキルはとても尊敬されていたので、彫刻家は彼らの作品に署名し始めました。
産業時代が到来する前は、硬貨の打撃は手作業で行われていました。刻印されたダイが取り付けられたアンビルの上に、金属の丸いブランクが置かれました。別のダイを乳棒に取り付け、乳棒をブランクの上に置きました。コインメーカーは片手で乳棒を所定の位置に保持し、2ポンドのハンマーを乳棒の上に降ろしました。驚くべきことに、これは7トンの圧力をもたらし、ブランクの両側に印象を与えました。初期のギリシャの硬貨に典型的な高浮き彫りは、望ましい効果を達成するために2、3回の打撃を必要とすることがありました。打撃前にブランクを加熱すると、必要な打撃回数が減ることがよくありました。この方法では、2秒ごとに1枚のコインを打つことができました。
原材料
各国は、自国の通貨の構成について厳格なガイドラインを定めています。ミントに金属または「ストック」を提供する外部ベンダーは、手紙のこれらのガイドラインに従わなければなりません。もともと、米国の1セント硬貨(またはセント)は、95%の銅と5%の亜鉛で構成されていました。 1982年に、この組成は銅メッキ亜鉛に変更されました。微量の銅を含む亜鉛合金がコインのコアを構成し、外面は銅で電気メッキされています。 5セント硬貨は白銅の合金で構成されています 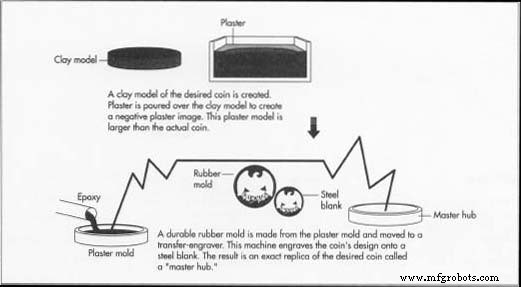 75%の銅と25%のニッケル。 10セント硬貨、4分の1硬貨、50セント硬貨、および1ドル硬貨は、互いに結合または「クラッド」された3層の金属から作られています。外層は75%の銅と25%のニッケルで、コアは純銅です。
75%の銅と25%のニッケル。 10セント硬貨、4分の1硬貨、50セント硬貨、および1ドル硬貨は、互いに結合または「クラッド」された3層の金属から作られています。外層は75%の銅と25%のニッケルで、コアは純銅です。
外部ベンダーの工場では、金属合金を炉で溶かし、長方形の型に流し込みます。ストックが冷えると、圧力をかけて適切な厚さに圧延されます。圧延プロセスにより、ストックが過度に硬化し、焼きなましと呼ばれるプロセスを適用する必要があります。このプロセスでは、一連の加熱と冷却によってストックが柔らかくなり、成形とスタンピングに必要な一貫性が保たれます。金属の長方形のシートは、幅約13インチ(33 cm)、長さ1,500フィート(457 m)のストリップにカットされ、コイル状に巻かれます。ミントは必要に応じてコイルを購入します。
製造
プロセス
マスターハブの成形と彫刻
- 1新しいコインが依頼されると、ミントに雇われた彫刻家が一連のスケッチを作成します。ある特定のスケッチが承認されて洗練されると、彫刻家はクレイモデルを作成します。モデルは、実際のコインの3倍から12倍の大きさにすることができます。
- 2石膏を粘土モデルの上に注ぎ、ネガティブまたは逆の石膏モデルを作成します。碑文の言葉は逆に石膏に刻まれています。石膏モデルが完成するまで、彫刻家はこのプロセスを数回繰り返します。
- 3次に、石膏型にエポキシを流し込んで耐久性のあるゴム型を作ります。エポキシモールドはトランスファー彫刻機に取り付けられています。転写彫刻機の一方の端で、スタイラスがエポキシ型をトレースします。スタイラスが動くと、彫刻家の中央にある比率バーがデザインを実際のコインサイズに縮小します。この縮小されたサイズは、反対側の端にある超硬工具に伝達され、次に超硬工具がデザインをスチールブランクにカットします。その結果、「マスターハブ」と呼ばれるポジティブレプリカが作成されます。彫刻家はマスターハブを調べ、欠陥を取り除きます。
作業ダイの作成
- 4熱処理された金属は、コンピューター化された旋盤の下に置かれ、そこで平滑化されます
 で、正確に測定されたブランクダイに研磨されます。マスターハブがダイに押し込まれます。その結果は「マスターダイ」と呼ばれます。マスターダイは、作業ハブと作業ダイを作成するために使用されます。次に、マスターハブとダイがストレージに配置されます。
で、正確に測定されたブランクダイに研磨されます。マスターハブがダイに押し込まれます。その結果は「マスターダイ」と呼ばれます。マスターダイは、作業ハブと作業ダイを作成するために使用されます。次に、マスターハブとダイがストレージに配置されます。
空白を打ち抜く
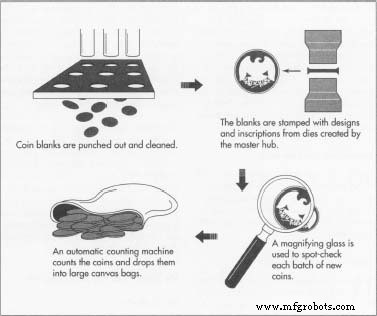
- 5金属の適切なコイルは、ブランキングプレスを介して供給されます。ブランキングプレスは、鋳造されるコインに対応するサイズの丸いディスクを打ち抜きます。ブランクは毎分400ストロークの速度でカットされます。残った金属くずは細かく砕かれ、将来の使用のためにリサイクルされます。
ブランクのアニーリングと酸洗い
- 6ブランクは別のアニーリングプロセスにかけられ、工業用洗濯機と乾燥機に入れられます。これらのさまざまなプロセスで使用される潤滑剤により、ブランクが汚れて酸化します。
- 7次に、ブランクを酸性酸洗い剤で満たされた回転槽またはバレルに入れます。ブランクが浴槽に一緒に投げられると、それらは磨かれるようになります。
空白の並べ替えと除草
- 8ブランクは、鋳造される特定のコインの正確なサイズに一致する穴が取り付けられた金属シートである「リドラー」を通してふるいにかけられます。このようにして、奇形で奇妙なサイズのブランクが取り除かれます。
コインを打つ
- 9完璧なブランクは、コンベヤーベルトによってコイニングプレスに運ばれ、そこでデザインと碑文が刻印されます。スチールカラーは、ダイの1つの周りのプレスに挿入されます。裏面のダイはプレスの上腕にセットされます。数百トンの空気圧がブランクをカラーに押し込みます。同時に、オーバーヘッドダイはカラーとブランクに押し下げられます。衝撃により、ブランクの両側に印象が形成されます。プレスは新しく鋳造されたコインをリリースし、それはコンベヤーベルトに沿って検査ラインに移動します。
場合によっては、カラーにコインの隆起したエッジを作るための溝があります。それ以外の場合、溝は打撃プロセスの後に、アプセットミルと呼ばれるツールで作成されます。プレスのサイズは、単一の容量から4枚のコインを同時にスタンプするものまでさまざまです。シングルストライクプレスは、通常、毎分400コインをスタンプし、最大180トンの圧力負荷がかかります。複数回のプレスで、250トンの圧力の下で毎分120コインをクランクアウトできます。
検査と並べ替え
- 10プレスオペレーターは、新しいコインの各バッチを虫眼鏡でスポットチェックします。コインは別のリドラーを通過し、打撃プロセス中に変形したりへこんだりしたブランクを選別します。
カウントとバギング
- 11自動計数機は、あらかじめ決められた量のコインを吐き出し、大きなキャンバスバッグに落とします。バッグは縫い付けられて閉じられ、パレットに積み込まれ、フォークリフトで保管庫に移動されます。
品質管理
検査は、彫刻および製造プロセス全体の多くのポイントで実行されます。合金は、X線蛍光分光計または化学プロセスを使用して分析されます。ブランクの表面状態は、最大中心線平均のために頻繁にチェックされます。ブランクの直径は、マイクロメートルなどのゲージで測定されます。重量は、特定の数のコインを標準の重量と事前に決められた許容値に対して計量することによって制御されます。
未来
1990年代半ば、米国は紙幣の代わりに1ドル硬貨を使用して他の先進国に加わる準備をしました。支持者はスイッチがもたらす節約を指摘し、環境保護論者はドル紙幣を段階的に廃止することの長所を賞賛しますが、伝統主義者はドル紙幣を米国のしっかりした象徴と見なしています。製紙業界を代表する組合や業界団体も、新しいコインに反対を表明した。
ペニーの排除も近年支持を得ています。皮肉なことに、アメリカ国民がペニーを無価値だと見なしているため、何百万人もの人々が自宅の瓶や箱にペニーを備蓄し、後日、より大きな額面に交換するようになりました。これは、商業分野でのペニーの不足につながりました。コインを排除することについての決定は非常に政治的であり、金属コインの継続的な象徴的な力を証明しています。
製造プロセス