


カトラリー
背景
銀、銀メッキの金属、またはステンレス鋼で作られた器具を食べたり提供したりする 比較的最近です。銀は十分な量で発見される必要があり、銀を手作りするために必要な製錬プロセスは洗練される必要があり、北ヨーロッパでは、より文明化されたラテンのテーブルマナーがより粗雑なアングロサクソンのマナーに取って代わるまでに数世紀かかりました。
イギリスのチューダー朝で最も有名なヘンリー8世は、彼の手で、目の前にあるロースト全体から大きな牛肉を切り取り、トレンチャーボードに肉を投げ、小さな断片を切り刻み、口にシャベルで入れました。このようなテーブルマナーは、カスティリオーネ(1478-1529)とピーチャム(1576-1643)によるマナーに関する本が出版されるまで受け入れられました。その頃、英国の宮廷生活に上質な銀のテーブルサービスと食器が導入されました。宴会場では、無垢の銀の大皿と皿、銀に取り付けられた飲用容器、銀の柄のナイフ、さまざまなスプーンが使われるようになりました。しかし、支援を受けていない素手は、もう1世紀ほどの間、イングランドの「低次」の規範であり続けました。
スプーンは人間の最も初期の発明の1つであり、おそらく熱い液体を飲む習慣と同じくらい古いものでした。北ヨーロッパでは、最初のスプーンは木から彫られました。その後の標本は、牛の角、象牙の牙、青銅、そして最終的には銀と金で作られました。
貴金属で作られたスプーンの最初の言及は、モーセが幕屋のために純金の皿とスプーンを作るように命じられた出エジプト記にあります。モーセはベザレル(歴史上最初の名前で知られているスプーンメーカー)に金、銀、真ちゅうで働くように頼みました。ベザレルはエジプトからモーセと一緒に来ていたので、そこで彼の貿易を学んだに違いありません。
多くのエジプトのスプーンは、カバーと注ぎ口が付いたハンドル付きの皿の形で鋳造されました。これは、手の込んだものですが、あまり実用的ではありません。一方、ギリシャとローマのスプーンは、現代で見慣れているスプーンに非常によく似ていました。羊飼いと猟師の守護者であるパンは、山羊の足の形をしたスプーンで表彰されました。西暦1世紀または2世紀に起源を持つローマのフィドル模様のスプーンは、私たちが慣れ親しんでいるアーチ型の外観ではなく、四角い茎の頭を除いて、今日私たちが知っている現代のタイプに似ています。
角や木で作られた最初の英国のスプーンは、おそらく英国のローマ軍によって持ち込まれたものの模倣でした。アングルとサクソン人は、小さな洋ナシの形をしたボウルを備えたスプーンを紹介しました。 14世紀までに、青銅、真ちゅう、ピューター、シート錫の鋳造がかなり一般的になりました。
ハンターや兵士が肉を切ったり槍で刺したりするために使用したナイフは、最初は火打ち石で作られ、次に金属で作られていました。その主な特徴は鋭いエッジでした。上部の湾曲した形状や、エッジを実現するための金属の面取りなど、原始的なナイフの痕跡は、今日でもいくつかのスタイルに存在しています。ハンドルは最初は、彫刻をしっかりと握ることができる長さしかありませんでした。
1630年代、フランスのルイ13世の首相であるデューク・ド・リシュリューは、キッチンスタッフに、すべてのハウスナイフの鋭利な部分を整理して王室の食卓に持ち込むように命じました。これにより、ナイフは毎日の食器として紹介されました。貴族。
十字軍の頃、12世紀初頭、ヴェネツィアのドージドメニスシルビーと彼のドゲスが宴会の1つで各プレートの横にフォークを置いたときに、フォークがテーブルに導入されました。フォークが受け入れられるまでに約3世紀かかりました。おそらく、新しいガジェットを使用するよりも、両手、5本の指、または洗練された少数の場合は3本の指で食べ物を口に入れる習慣が便利だったためです。
ほとんどの夕食のゲストは最初に自分のナイフを持っていました。フォークの導入後も、ゲストが自分で食器を提供する習慣が続き、使用しないときはナイフとフォークが占めるスペースを最小限に抑えるように注意が払われ、フォークがスプーンの取っ手になることもありました。
1650年以降のイギリスでの大規模な食器の生産は、食卓のエチケットを改善する上で大きな役割を果たしました。やがて、高い基準を要求する厳格な法律により、銀器の品質が大幅に向上しました。銀細工職人は、自分たちの名前、場所、製造した商品の日付を作品に刻印する必要がありました。 「スターリング」という言葉は、「卓越した品質」を意味するようになりました。 1670年から、上流階級の英国の家は当然のことながら銀のスプーンを持っていて、彼らの相続人にそれらを渡す習慣をすでに始めていました。アメリカの銀細工職人はこれらのスプーンを広くコピーしました。実際、植民地時代の職人の最初の銀製品はスプーンでした。この頃から鋼刃のテーブルナイフも登場し始めました。しかし、18世紀後半まで、銀のフォークと洗練されたサービング船はまれでした。
17世紀以前は、銀を溶かして形をした型に流し込み、さまざまな物体に鋳造することができましたが、多くの場合、アンビルのスレッジハンマーで手で叩いたり、バージョンによって必要な厚さのフラットシートに強制したりしていました。木製のローラーの代わりに鉄を使った昔ながらの洗濯物のマングル。シートをハンマーで叩くと、一定時間後にもろくなり、それ以上の作業には不向きになりました。その時点で、それは焼きなましされるか、華氏約1,000度(摂氏540度)の熱の下に置かれ、次に冷水に沈められ、その後、ハンマーで叩くことを再開することができました。
 ロックフォード(III。)カトラリー社のこの写真では、作業員が砥石にまたがって座っています。 1900年頃に撮影されました。
ロックフォード(III。)カトラリー社のこの写真では、作業員が砥石にまたがって座っています。 1900年頃に撮影されました。
F 19世紀半ばに最初に使用された「銀器」という用語は、スターリングシルバーまたは銀メッキの食器を指し、カトラリーの代名詞になりました。それでも、カトラリーは何世紀にもわたって鉄で作られてきました。イギリスでは、13世紀以来、シェフィールドの地域は高品質のカトラリーを生産することで広く知られています。 18世紀後半に銀メッキが導入されたことで、この地域も銀メッキの商品、つまり「シェフィールドプレート」で識別されるようになりました。
当然のことながら、19世紀にシェフィールドのカトラリーと競争しようとしたアメリカ人は、動力付きの機械の使用と製造プロセスの簡素化によってカトラリーのコストを削減することで反対を克服しました。 1871年までに、マサチューセッツ州ターナーズフォールのラッセルマニュファクチャリングカンパニーは、シーケンスを16ステップに減らしました。各ステップは、異なる個人によって実行される可能性があります。同社は年間700トンの鉄鋼、200トンの砥石、22トンのエメリーを消費しました。取っ手には、象牙18トン、黒檀56トン、ローズウッド29トン、ココアウッド150トンがあります。成長にもかかわらず、米国の労働者にとって改善されなかったものの1つは、産業衛生でした。特に、粉砕機は大量の金属粉塵にさらされ、一般に「粉砕機病」または珪肺症に陥りました。
アメリカのカトラリー貿易に関連する最も有名な製品革新は、ボウイナイフでした。特徴的な長くて重い刃で、狩猟にも戦闘にも役立ちました。有名なフロンティアマンであるジェームズボウイは、この大きなシースナイフを設計して普及させました。 1830年代に非常に人気があり、一般的に暴力犯罪に関連するようになったため、いくつかの州がその使用を制限する法律を可決しました。
ウィリアム・S・プレッツァー
その後、銀細工師(または「フラッター」)は、水車や馬駆動の車輪などのより高度な技術を使用して、目的の厚さが得られるまで金属をローラーに何度も通しました。これらの技術は、18世紀に蒸気機関に置き換えられました。
金属を切断する可能性のある小さな面や鋭い角のない特殊なハンマーを使用して、平らな金属シートを鉢やスプーンのボウルなどの中空の形に持ち上げました。スプーン、フォーク、またはナイフのハンドルは、鋳造によって形作られました。最も一般的な方法は、粘着性のローム混合物で満たされた2つの部分からなるフレームに(ガンメタル、木材、または石膏の)パターンを埋め込み、固く焼き、フレームを開いてパターンを取り除き、次にキャビティを溶融銀で満たすことでした。最後に型を壊して鋳物を取り除きます。このように作られた作品は、ヤスリと軽石で滑らかにする必要があるざらざらした表面を示しました。
シェフィールドメッキは、最初に使用されたシルバーメッキ技術でした。それは、銅のレンガの片面または両面に英ポンドの薄い皮を取り付けることで構成されていました。 それをフラットシートに丸めてから、銀と同じように加工します。この技術は、電気めっき(または卑金属上に電気分解によって堆積されたスターリングシルバー)が導入された1842年に置き換えられました。
原材料
銀器の原料は、ステンレス鋼、スターリングシルバー、または銀板の場合は、銀の層が電気的に堆積された卑金属(高品質の銅合金など)です。
ステンレス鋼は、鋼、クロム、ニッケルの組み合わせです。高品質のラインの製造に使用される最高級の金属は、18/8ステンレス鋼です。これは、18%のクロム、8%のニッケルが含まれていることを意味します。ステンレス鋼は、手入れが簡単で、耐久性があり、低価格であるため、非常に人気があります。
銀の大部分は、鉛、銅、亜鉛の抽出の副産物として得られます。銀は、亜鉛の融点以上に加熱された溶融地金に亜鉛が添加されるパークスプロセスによって、製錬された鉛地金から分離されます。亜鉛が溶解すると、混合物は冷却され、銀は鉛よりも亜鉛と結合しやすいため、表面に亜鉛-銀合金のクラストが形成されます。地殻を取り除き、プレスして余分な鉛を取り除き、レトルトで処理して亜鉛を回収して再利用し、銀含有量の高い銀鉛地金を残します。地金のさらなる精製は灰吹炉で行われ、そこで空気が溶融金属の表面に吹き付けられて鉛やその他の不純物をスラグに酸化し、銀を残してアノードブロックにキャストします。銀の最終精製は、電解プロセスによって行われます。スターリングシルバーは、925個の純銀と75個の合金(通常は銅)で構成されています。この比率は法律で定められているため、変動することはありません。銅合金は、銀の自然の美しさと作業性を犠牲にすることなく耐久性を追加します。
シルバープレートは、純粋な銀(スターリングよりも純粋な銀)を強塩基金属に結合するプロセスの結果です。得られた食器は耐久性があり、シルバーのルックアンドフィールを備えていますが、スターリングよりもはるかに安価です。
製造
プロセス
ブランキング
- 1生産は、ステンレス鋼、スターリングシルバー、またはメッキ食器の場合は合金の長方形の平らなブランクから始まります。大きなロールは、製造されるピースとほぼ同じ形状の平らなピースである個々のブランクに刻印されています。
ローリング
- 2一連の圧延操作により、これらのブランクは、メーカーの食器パターンに必要な正しい厚さと形状に等級分けまたは圧延されます。まず、ブランクを左から右、右から左、縦に横に丸めてから、輪郭に合わせてトリミングします。たとえば、各スプーンは、曲がりに抵抗するために、ハンドルの基部で厚くする必要があります。これにより、段階的なピースに適切なバランスと手触りが得られます。これで、各ピースは、器具の大まかな寸法できれいに仕上げられた形状になりました。
アニーリング
- 3操作の合間に、ブランクは焼きなましオーブンを通過して金属を柔らかくし、さらに機械操作を行う必要があります。大きな熱の下で行われるアニーリングは、非常に正確に制御する必要があります。これにより、最終部品は、使用時に曲げや傷やへこみに耐えることができます。最後のアニーリングが最も
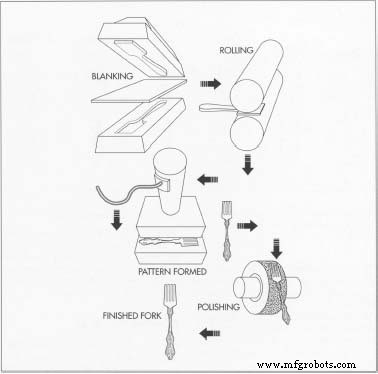 カトラリー製造の最初のステップでは、ステンレス鋼またはスターリングシルバーを適切な形状にブランクにします。次に、一連の圧延操作により、ピースに正しい厚さが与えられます。熱処理とトリミングの後、プレス加工で型押しされた模様が刻印されています。最後に、ピースはバフがけされ、磨かれます。重要なのは、エンボス加工するとき、ピースは適切な硬度でなければならないからです。そうすれば、金属をダイの細部に簡単に押し込むことができ、装飾が忠実に再現されます。
カトラリー製造の最初のステップでは、ステンレス鋼またはスターリングシルバーを適切な形状にブランクにします。次に、一連の圧延操作により、ピースに正しい厚さが与えられます。熱処理とトリミングの後、プレス加工で型押しされた模様が刻印されています。最後に、ピースはバフがけされ、磨かれます。重要なのは、エンボス加工するとき、ピースは適切な硬度でなければならないからです。そうすれば、金属をダイの細部に簡単に押し込むことができ、装飾が忠実に再現されます。
アウトラインにカット
- 4圧延されたブランクは、オペレーターによってカットアウトプレスに配置され、余分な金属を取り除き、ピースの形状を形成します。このプロセスは、丸めた生地から形を切り取るのに似ています。ピースの形状は金属から切り出され、余分な金属は再溶解されて金属のシートに戻され、再び使用されます。このトリミングは、デザインが適用されるときに、ピースがダイに正確にフィットすることを保証する必要があります。
パターンの形成
- 5次のステップは、パターンの形成です。各パターンには、独自の硬化鋼ダイがあります。各ピースに2つのダイがあり、1つはピースの前面のパターンで、もう1つはピースの背面のパターンです。これらはダイセッターによってハンマーに注意深くセットされます。オペレーターは、200トンの油圧で下降するドロップハンマーの下にピースをすばやく置きます。 (ドロップハンマーのベースは160立方ヤードのセメントで覆われています。)金属はダイの装飾の細部に押し込まれ、ピースにパターンをエンボス加工します。ハンマーを打つと、家庭で使用するために部品が硬化します。次に、ピースの輪郭の周りの余分な金属がクリッピングプレスによって除去されます。
特別な手順 — ナイフ、スプーン、フォーク
- 6ナイフ、スプーン、フォーク、ホロワーレのピースを作成するには、特別な手順が必要です。ナイフの中空ハンドルを作成するには、2つの金属片を成形して成形した後、それらをはんだ付けし、バフをかけ、継ぎ目が見えなくなるまで研磨します。ブレードとハンドルは
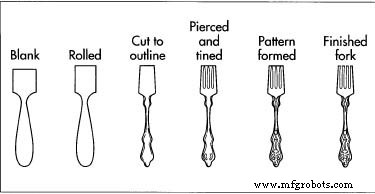 この図は、各操作が実行された後のフォークの外観を示しています。パターンを適用する前にタインに穴を開けますが、タインをつなぐ金属のストリップは、パターンがエンボス加工されるまで除去されません。強力なセメントによって恒久的に結合され、優れた強度と耐久性で接着します。
この図は、各操作が実行された後のフォークの外観を示しています。パターンを適用する前にタインに穴を開けますが、タインをつなぐ金属のストリップは、パターンがエンボス加工されるまで除去されません。強力なセメントによって恒久的に結合され、優れた強度と耐久性で接着します。 - 7スプーンを使って、柄の表と裏に型押しをした後、次のステップはボウルの成形です。成形は、正確なスチールダイからの同じ強力なドロップハンマーの下で再び行われます。各ボウルには2回のハンマーブローが必要です。スプーンの輪郭の周りの余分な金属は、クリッピングプレスによって除去されます。小さなバリは、後の操作でまだ除去されていません。
- 8フォークタインの成形は、スプーンのボウルの成形と同様のプロセスですが、パターンがハンドルに適用される前に操作が行われます。フォークを輪郭に合わせてカットした後、穴を開けて色を付けます。タインを切り取り、パターンを適用した後、別の操作でタインの先端を保持している小さな金属片を取り除きます。
銀メッキ
- 9銀メッキ部品の場合、電気メッキプロセスは追加のステップです。ピースは、エッジが滑らかになり、表面に小さな穴がないようにバフをかけることによって最初に準備されます。バフ研磨が完了すると、12種類もの化学溶液で徹底的に洗浄されます。最後に、それらは電気分解を受け、銀の層が卑金属の上に電気的に堆積されます。
バフ研磨と砂研磨
- 10ナイフ、フォーク、スプーンが1 0J になりました。 バフをかけ、次に磨きます。パターンに応じて、特別な仕上げプロセスにより、銀メッキとスターリングシルバーのピースに、明るい鏡のような仕上げ、柔らかく、光沢のある輝き、またはつや消しまたはフィレンツェの仕上げを施すことができます。
品質管理
最終検査では、部品に擦り傷、引っかき傷、フォークのタイン間のざらざらした斑点、変色、または部品のスタンプ、成形、研磨時に発生した可能性のあるその他の欠陥がないかどうかをチェックします。
未来
ステンレス鋼は、今日の顧客に好まれる食器であり、食器メーカーの未来を表しています。米国で最後の銀器とメッキ製品の国内大手メーカーであるオナイダの上級幹部によると、ステンレス鋼の需要が伸び続ける一方で、スターリングと銀メッキ製品の購入は過去20年間減少しています。
製造プロセス