


5種類の砂型鋳造欠陥とその防止方法
ここでは、金属加工で一般的に見られる5つの主要なタイプの砂型鋳造欠陥を紹介します。各鋳造欠陥の背後にある原因と、鋳造品質の向上を防ぐための対策を見つけることができます。
砂型鋳造は、金属鋳造所で人気のある鋳造プロセスであり、砂の容器に型の空洞を形成し、溶融金属を注ぎ、サンドボックスを壊して鋳造物を作成します。鋳物を集めるために。
この伝統的でお気に入りの鋳造方法は、大量の鋳造、高精細、低成形コストの可能性があるため、有利です。
他のキャストプロセスと同様 (非常に革新的な方法でも完璧な鋳造はありません)、砂型鋳造は不完全さを維持します。
砂型鋳造は、複数の複雑なプロセスに関与しているため、製品の品質を低下させるさまざまな種類の欠陥についていくつかの懸念が生じます。
金属鋳造の欠陥は、修理、除去、または拒否する必要がある要件と比較して、鋳造の不完全な状態です。砂型鋳造の欠陥の中には、許容範囲内の小さなものもあれば、簡単に修理して機械加工できるものもあります。いくつかは深刻で、他の方法はありませんが、拒否して別のキャストバッチを開始します。
金属鋳造の欠陥を防止および最小化し、期待と許容範囲を設定するための鍵は、不規則性がどこから来るのかを知り、それらを防止するための解決策を見つけることです。
これらのニーズを把握してください。ここでは、最も人気のある砂型鋳造の欠陥の5つの主要なグループをリストします。 金属加工で見られ、鋳造欠陥の原因を取り除き、鋳造品質を向上させ、顧客に最高の鋳造部品を提供するための推奨される救済策。
目次鋳造収縮欠陥
金属合金は、注入ステップの金型キャビティ内で凝固するときに収縮します。溶融金属は固体の種類よりも密度が低いため、鋳造では通常の現象です。
鋳造所では、収縮にはパターンと成形設計の適切な計算が必要です。
収縮欠陥は、鋳造品質を低下させる最も深刻な砂型鋳造欠陥の1つです。ここでは、収縮プロセスが不均一に発生し、鋳造部品に収縮キャビティが生じるため、鋳造収縮欠陥が発生します。収縮鋳造欠陥には、近接収縮欠陥と開放収縮欠陥の2種類があります。
開いた収縮欠陥は鋳造面で目で検出できますが、閉じた収縮(収縮気孔率)欠陥は鋳造物の内部にあります。
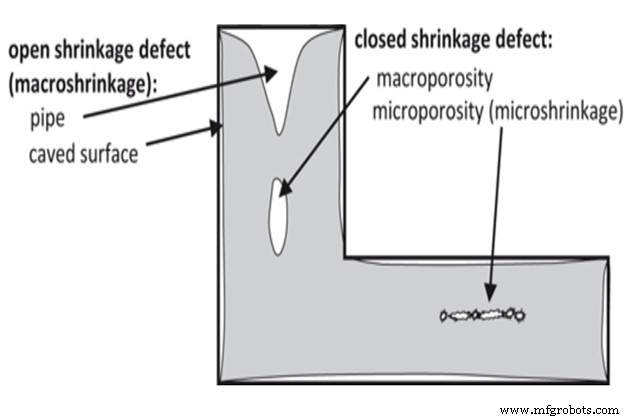
開いた収縮欠陥
不均一な収縮現象が発生し、金型内に空気を引き込むと、開放収縮欠陥が形成されます。それらは2つのタイプに分けられます:パイプと洞窟の表面 肉眼で観察できる鋳造面で。
砂型鋳造のオープン収縮欠陥は、表面の美観を低下させ、亀裂を引き起こし、鋳造強度を弱めます。
収縮欠陥を閉じる
収縮気孔率としても知られる近接収縮欠陥は、溶融金属の一部が他の材料流体よりも高温である場所に形成される鋳造物内で検出される空洞(穴)です。それらはミクロ多孔性またはマクロ多孔性で提供されます 鋳造を弱めるだけでなく、耐食性を悪化させる可能性のある相。
マクロ収縮気孔率は、粗くてスポンジ状の表面が特徴の大きな空洞ですが、ミクロ収縮気孔率はギザギザのマークや線のように見えます。マクロ収縮の多孔性は肉眼で確認できますが、ミクロ収縮の欠陥は顕微鏡で確認できます。
砂型鋳造で鋳造収縮欠陥を引き起こす原因は何ですか?
収縮欠陥は、主に溶融流体の凝固が不均一または制御されていないために発生します。
これは主に、次のような不適切な構造物の注入と技術的な作業に起因します。
- ゲーティングおよびライザー(フィーダー)システムの故障
- 注入温度が高すぎます
- 高い金属圧力による金型の壁のずれ
- 悪寒が適切に配置されていません
- セクションの厚さの突然の変化
鋳造収縮欠陥の処理方法は?
鋳造収縮現象は避けられませんが、幾何学的およびプロセスの変更により、この金属鋳造の欠陥を減らすことができます。
以下は、最終的な鋳造品質を向上させるために介入できる要素です。
- 溶融金属の連続的な流れを確保するための適切なゲートシステムを設計します
ゲートシステムの設計では、基準を確保する必要があります。(1)金属の流量を制御し、影響を受けたり、渦を巻いたり、飛散したりせず、滑らかで一定でなければなりません。 (2)金属の希釈を失うことなく、金型キャビティをすばやく充填します。 (3)金型キャビティ内の温度を制御して金属を安定して冷却します。
- 凝固収縮を補償し、収縮キャビティの形成を最小限に抑えるために、適切なフィーダー(ライザーとも呼ばれます)システムを設計します。
ライザーは、金属凝固中の収縮を補償するために金型キャビティに溶融流体を供給するために使用される溶融金属貯蔵キャビティです。
ライザーシステムを設計するための2つの基準は次のとおりです。
(1):凝固収縮を補償するのに十分な溶融流体量が含まれている必要があります。
(2):鋳物の最終凝固位置に配置する必要があり、鋳物よりも凝固が遅く、最も長く液体状態になります
ライザーの体積は次の式で計算されます:
V f ≈αVc
その中:
V f ライザーのボリュームです
αは収縮率です
V c キャビティボリュームです
- 鋳造温度を下げることにより、総量の不足を制限します
- 局所的な熱放散を高めるために、内部冷却、冷却リブ、または冷却コイルを挿入します
冷却、冷却リブ、または冷却コイルは、金型の鋳造セクションでの凝固プロセスを強化するために使用されます。ピックや重い部分など、熱が溜まりやすい場所である必要があります。
ガスの多孔性
ガスの多孔性は、主に金属鋳造プロセスで見られるもう1つの一般的な砂型鋳造の欠陥です。ガス気孔率は、冷却ステップ後に鋳造物内に生成される気泡です。ガス気孔率の鋳造の問題は、ピンホール、ブローホール、オープンホールの3種類の気泡で発生します。
これらの鋳造の問題は、液体金属には含まれているが固体金属には含まれていない量のガス(窒素、酸素、または水素)があるために発生します。したがって、流体が冷えると、この量の溶解ガスが気泡を形成し、鋳造製品の強度、延性、および美観を低下させます。
これらの気泡は、鋳造物の表面または内部のいずれかに多孔性または細孔として存在します。数kgの鋳造物の場合、細孔は0.01〜0.05mmの範囲で変化しますが、より大きな重量の鋳造物の細孔は、直径が0.04mmになる可能性があります。
ピンホール

気孔率とも呼ばれるピンホールは、小さな泡です。 主に鋳造部品の上面に集まっています。通常、サイズは約2mmで、専門の検査機器がなくても肉眼で検出できます。
ブローホール
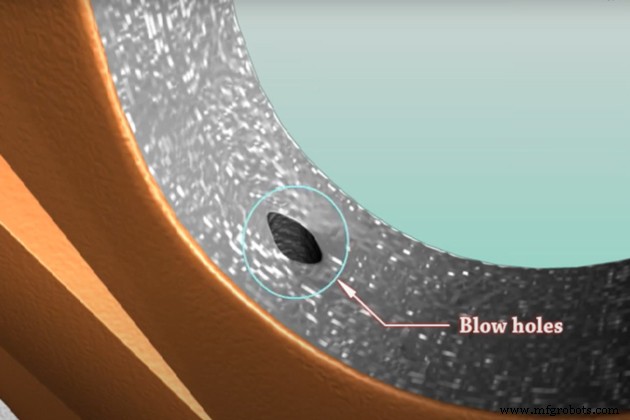
ブローホールは、ブローと呼ばれ、大きな空洞です。 通常、鋳造部品の内部に現れるピンホールよりも。肉眼では見えません。
内部鋳造品質を検出するために、X線、高調波、超音波、または磁気分析がブローホールのスキャンに適用されます。ブローホールは、機械加工ステップにも見られます。
オープンホール
開いた穴はブローホールのような大きな空洞に似ていますが、肉眼で見える鋳造部品の表面に現れます。
砂型鋳造でガスの多孔性を引き起こす原因は何ですか?
ガスの過剰吸収は、ほとんどの場合、水分が多すぎてベントが適切に設定されていないために発生します。具体的には、理由を次のようにリストできます。
- 砂型鋳造混合物の水分が多すぎる
- 溶融金属輸送ツール(取鍋)が濡れている
- ガス化した砂では不十分です
- 溶融金属の高温以上
- 悪寒には錆や湿気が含まれています
- コアが十分に焼き付けられていません
- 砂型の通気口が不十分です
- 砂型が突っ込んでいる
- 注入ステップ中の金属乱流
ガス多孔性欠陥の処理方法は?
鋳造鋳造の適切な実践は、ガスの多孔性を最小限に抑え、鋳造品質を確保することができます。これらの以下の作業により、金属に閉じ込められたガスを減らし、空洞の形成を回避することができます:
- 砂型の適切な含水率を制御し、成形砂が乾燥して浸透性であることを確認します
細かすぎる砂は、砂型ガスの透過性を弱める可能性があることに注意してください。ガス透過性を高めるために、粗い砂を使用することをお勧めします。
また、砂型の透水性も低下する可能性があるため、砂型を過度に押し込まないでください。浸透性を高めるために、ベントロッドによって砂型にさらに多くのベントを作成します。さらに、金型は標準的な乾燥方法で乾燥させる必要があります。
- 金型とコアは、標準の乾燥条件で乾燥および保管する必要があります
- ガスを排出できるように、砂型とコアに十分な通気口を設計してください。
- 錆びない、きれいな悪寒、乾いた道具を使用する
- 適切に溶かして注ぐプロセスを適用します
ガス多孔性鋳造の問題を最小限に抑えるために、溶解度の低いガス環境に囲まれた真空中、または溶融金属との空気接触を防ぐフラックスの下で金属材料を溶融することを強くお勧めします。また、凝固速度を上げ、ガス吸収を減らすために、より低い温度で溶融流体を注ぐ。
さらに、金属注入の乱流はガスを導入する可能性があるため、適切なゲートシステムの設計が必要です。 注ぐ際の金属の乱流を防ぐため。
金属欠陥の注入
注入金属の欠陥は、金型キャビティへの不適切な溶融注入プロセスによって形成されます。
この鋳造問題は、コールドシャット、ミスラン、スラグ含有の4つのタイプに分類されます。
キャスティングでコールドシャット
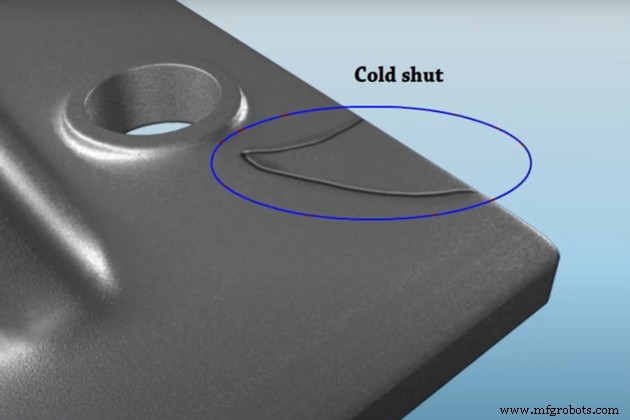
鋳造時のコールドシャットは、鋳造面の中央部に粗いエッジで形成された線または亀裂であり、弱点が生じます。コールドシャットは肉眼で見ることができ、コールドシャットの欠陥が含まれている場合、鋳造は拒否されることがよくあります。
これらの砂型鋳造の欠陥は、鋳造物を破壊する可能性のある鋳造物の強度を弱めます。
これらの砂型鋳造の欠陥は、溶融金属が2つの注入ポイントから金型キャビティに注入されるときに発生しますが、溶融流体の2つの流れは適切に融合しません。
コールドシャット欠陥の原因は何ですか?
コールドシャットの欠陥は次の原因によるものです:
- 溶融金属は流動性が不足しています
- ゲーティングシステムが不適切に設計されている
コールドシャット欠陥の処理方法は?
コールドシャット鋳造欠陥の主な原因は、溶融金属の流動性の欠如です。金属液体の流動性を高めるための解決策は次のとおりです。
- ゲートシステムを適切に設計する
- 注入温度を上げることにより、時期尚早の固化プロセスを制限します
- 粗い砂を使用して砂型の浸透性を高めます
ミスラン
ミスランとは、金型キャビティが溶融金属で完全に充填されておらず、未充填部分または欠落部品が発生する鋳造欠陥です。
これは、金型キャビティ全体を満たす前に金属流体が凍結するために発生します。
ミスランの欠陥の原因は何ですか?
ミスランにつながる理由鋳造欠陥は、溶融金属の流動性の欠如であるコールドシャットに似ています。
ミスランの欠陥を処理する方法は?
コールドシャットレメディと同様に、キャスティングがミスラン現象に直面している場合は、チェックしてください
- ゲーティングデザイン
- 砂型鋳造の設計
- 注ぐ温度
スラグ含有
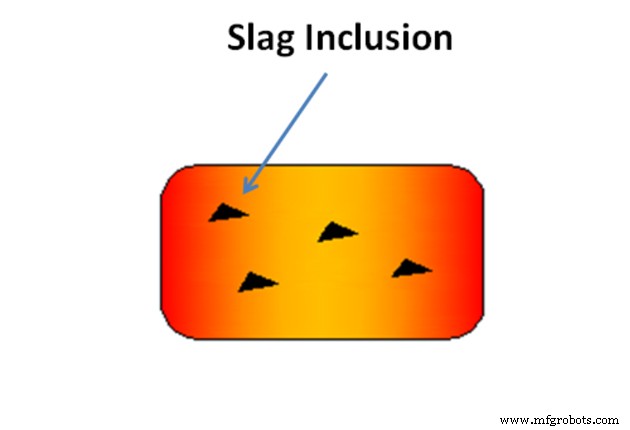
スラグ含有物は、鋳物の表面または内部のいずれかに見られる濃い灰色のクラスターまたは単一の分布です。
通常、サンドブラストおよび機械加工プロセスで検出されます。
スラグが含まれる原因は何ですか?
スラグ含有欠陥が形成される理由は次のとおりです。
- 原材料と溶融投入物には不純物(酸化物、窒化物、炭化物、硫化物など)が含まれています
- 不適切な注入システムの設計により、注入プロセス中にスラグが金型キャビティに引き込まれます
- 溶解炉、注入カップから浸食された材料。
- 砂カビを含む汚染物質
- 精製ステップ後、スラグは除去および洗浄されません。さらに、合金液は高温下で過度に攪拌され、再酸化を引き起こします。
スラグ含有物の処理方法
スラグ含有物の濃度を最小限に抑えるには、いくつかの方法があります。鋳物にスラグが含まれるのを防ぐために、次の対策を確認できます。
- 原材料と溶解入力を制御する
原材料をSpetroMax組成分析機に入れて、入力材料の品質を確認することをお勧めします。また、溶融材料から不純物を取り除き、適切に保管してください。
- 金属溶融プロセスを認定して、純粋な合金液が確実に得られるようにします
金属中の酸化物の形成を防ぐために、真空、フラックス、不活性雰囲気で金属を溶かすことをお勧めします。
通常の炉で金属を溶かす場合は、投入材料、添加剤、および溶湯温度が適切に制御されていることを確認してください。溶解中に炉内のスラグ形成をすべて除去します。
- 注入システムを最適化する
注湯システムの設計にフィルター層、スキミング、スラグ収集部品を設定して、金型キャビティへのスラグの混入を最小限に抑えます。
- 適切な注入技術
スラグブロックセクション付きの注入カップを使用してください。液体の流れが途切れないように、ゆっくり、継続的に、均等に注ぎます。大きな金型キャビティを充填するために少量の取鍋(注入カップ)を使用しないように注意してください。
金型の欠陥
砂型鋳造プロセスは、型に関連する鋳造欠陥を生じさせる自然に結合する砂型を使用します。金型材料の欠陥は、成形材料と金型設計に起因する問題です。
さまざまな金型材料の欠陥があります。ここでは、鋳造プロセスで一般的に見られる主な欠陥をリストします。
カットとウォッシュ
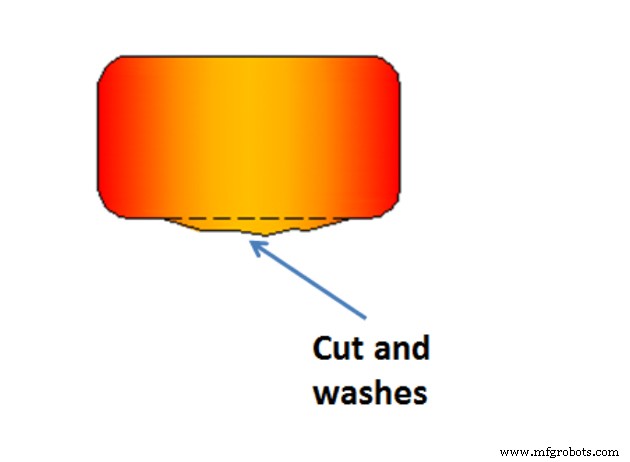
カットとウォッシュは、溶融金属が砂型を侵食して過剰な金属鋳造部品を引き起こすために発生する一般的な砂型鋳造の欠陥です。鋳造面に沿って配置され、より多くの注入圧力がかかる端まで傾斜した低い膨らみとして存在する欠陥を切断および洗浄します。
カットとウォッシュの欠陥の原因は何ですか?
カットとウォッシュの欠陥は次の理由で発生します:
- 注入プロセスでの溶融金属の速度が速すぎる
- 不適切なゲーティングシステムの設計
- 砂型とコアの強度が低い
- フェーシングスタンドとコアスタンドにバインダーがない
切り傷や洗浄不良を防ぐ方法
切り傷や洗浄の欠陥を防ぐために、次の調整を試みることができます。
- 適切なゲーティングシステムを設計する
- 砂型鋳造混合物(砂の粒径、粘土、水分含有量)を調整し、成形技術を制御することにより、砂型とコアの強度を高めます
- フェーシングスタンドとコアスタンドにバインダーを追加します
金属浸透
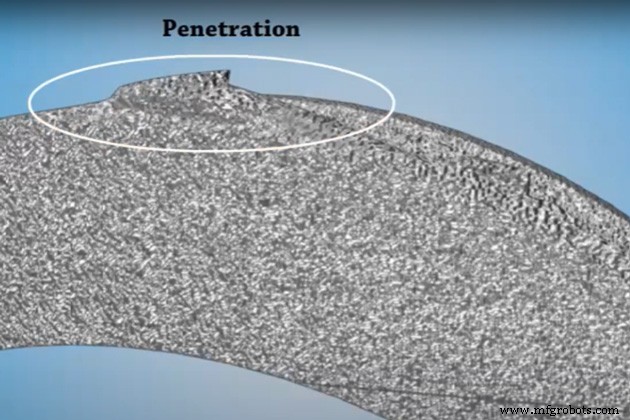
金属の浸透は、金属が砂粒の隙間に浸透して、粗く不均一な鋳造面をもたらす鋳造欠陥です。これらの砂型鋳造の欠陥は、裸眼で見え、鋳造の美観が低下します。
金属貫通欠陥の原因は何ですか?
金属浸透現象は次の理由で発生します:
- 粗い砂粒を使いすぎます
砂粒が粗すぎる(粒径が大きい)と、細かい砂よりも金属の浸透が激しくなる可能性があります。
- 砂型が柔らかすぎます
- 砂型とコアは低強度です
- カビ洗いなし
金属貫通欠陥を防ぐ方法は?
これらの砂型鋳造の欠陥を防ぐには、次の方法で上記の原因を解決します。
- 小さい砂のサイズを使用します
- 砂型とコアの強度を上げる
- 砂型に十分なハードラミングを提供します
- 金型洗浄を適用して、金属の侵入に対する保護層を追加します
フュージョン
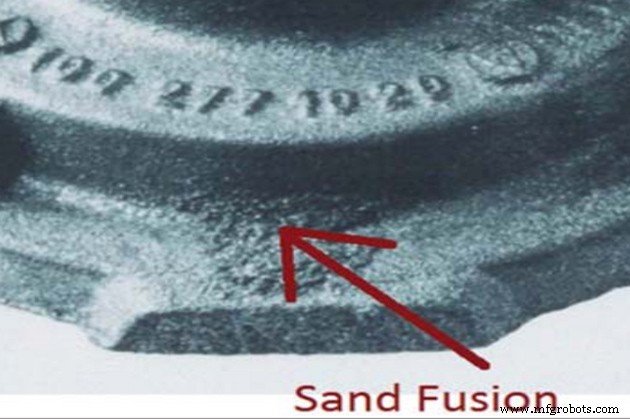
融合とは、砂型鋳造の欠陥であり、砂粒が金属の流れと融合して、鋳造物にガラス状で脆い外観の薄いクラストが付着します。
核融合欠陥の原因は何ですか?
融合欠陥は主に次の理由で発生します:
- 砂型は耐火性が低い
不応性とは、注がれる溶融金属の温度に耐える成形能力であり、金属の溶融の可能性を防ぐのに役立ちます。
- 高い注入温度
- 不適切なゲーティングシステムの設計
融合欠陥を防ぐ方法は?
次の方法で砂型鋳造の欠陥を防止します:
- 適切なゲーティングシステムを設計する
- 注入温度を下げる
- ケイ砂を追加することで砂型の耐火性を高めます
振れ
振れは砂型鋳造の欠陥であり、溶融金属が金型から逃げ出し、金型キャビティが完全に充填されず、欠落した/不完全な部品が作成されます。
振れの原因 欠陥?
振れの欠陥は2つの主な理由から生じます:
- 低精度の金型設計
- 不適切なフラスコ(砂型を入れるための道具箱)
振れを防ぐ方法 欠陥?
振れの欠陥を防ぐための解決策は次のとおりです。
- 正確な砂型を設計します。注ぐステップの前に、資格のない砂型を拒否します
- 磨耗を防ぐために、砂型用の耐熱材料を選択してください
うねり
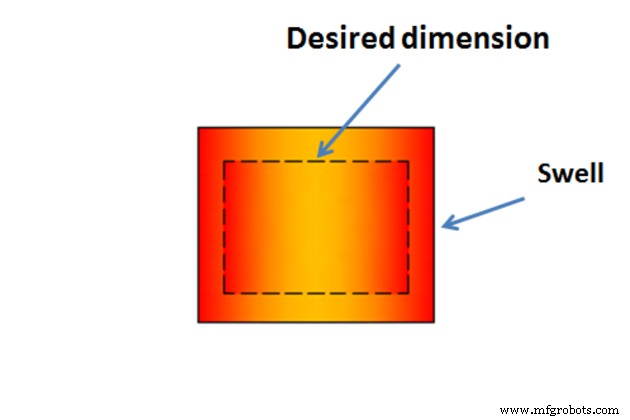
膨らみは、後でさらに機械加工を行い、金属を浪費する必要がある望ましい体積と比較して、鋳造の拡大を引き起こします。
うねりの欠陥の原因は何ですか?
膨潤鋳造欠陥の理由:
- 砂型の強度が低い
- 砂型がひどく突っ込んでいる
うねりの欠陥を防ぐ方法は?
次の方法で膨潤鋳造欠陥を防止します:
- 固く突っ込んだ砂型
- 砂型の強度を上げて溶融流動圧力に耐えます
冶金学的欠陥
金属の鋳造に問題があるため、冶金学的欠陥が発生します。 2つの鋳造冶金学的欠陥は、ホットティアとホットスポットです。
熱い涙/ひび割れ
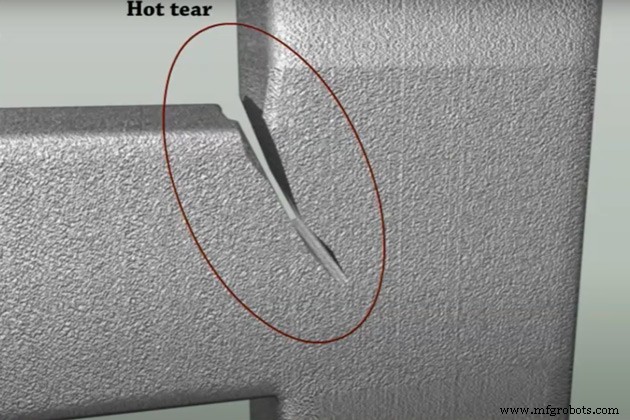
ホットクラックとして知られるホットティアは、鋳物に不規則な隙間として現れる砂型鋳造の欠陥です。肉眼で見える亀裂もあれば、検出するために拡大が必要な亀裂もあります。
これらの亀裂は、金属が高温のときに弱いために発生し、金属の残留応力(引張)が固化するときに問題を引き起こす可能性があります。凝固した金属に残留応力に耐えるのに十分な強度がない場合、高温の亀裂が発生します。
ホットティア欠陥の原因は何ですか?
- 不適切な金型設計
- 砂型は折りたたみ性に欠けています
- 砂型が固すぎます
ホットティアの欠陥を防ぐ方法は?
- 折りたたみ性を高めるための適切な金型設計
- 柔らかい突っ込み砂型
ホットスポット/ハードスポット
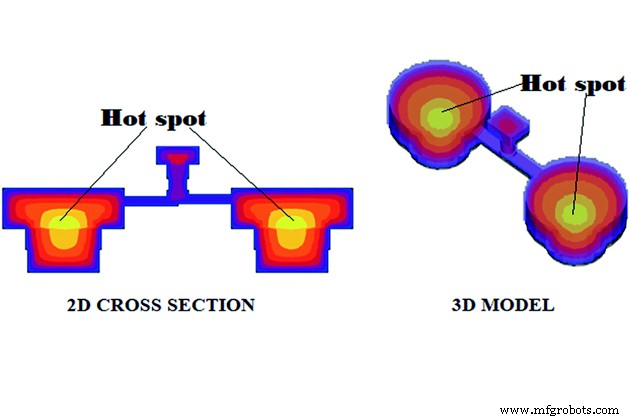
ホットスポットは、ハードスポットとも呼ばれ、鋳造エリアが他の周囲のエリアよりも速く冷えると発生し、他のエリアよりもハードスポットになります。
ホットスポットの欠陥の原因は何ですか?
- 不適切な冷却方法
ホットスポットの欠陥を防ぐ方法は?
- 適切な冷却方法を提供する
- 金属組成を調整する
私たちの鋳造所は砂型鋳造の欠陥をどのように処理しますか?
冒頭で述べたように、100%完璧な鋳造プロセスはありません。優れた鋳造性を備えていますが、気になる鋳造欠陥があります。
特に、砂型鋳造である鋳造鋳造所で最も人気があり人気のあるものの1つです。砂型鋳造は、鋳造部品の大容量、高詳細、低成形コストを鋳造できるという点で並外れたものであることは否定できません。ただし、砂型鋳造の欠陥の可能性を調べて、顧客に対する許容度と期待を見積もることが重要です。
VIC鋳造鋳造所 、作業プロセス中に発生する可能性のある鋳造欠陥について、お客様と透過的に話し合います。サンドキャスティングの欠陥を最小限に抑え、最高品質のキャスティングパーツを提供するために、常に可能な限り制限するよう努めています。
砂型鋳造の欠陥に対する私たちのアプローチは、さまざまな欠陥によって異なります。しかし、私たちのモットーは、常に予防は治療よりも優れているです。 。そのため、原材料の投入、金属の溶解、注入システム、冷却から機械加工まで、すべての製造プロセスに厳密な検査プロセスを適用しています。
VICファウンドリでは、SpetroMaxマシンを装備しています。 入力材料の組成を分析します。すべての溶融セグメントの前に、冶金学的欠陥を減らすために、原材料の品質が十分に管理されています。このようにして、そもそも鋳造欠陥を制限することができます。
同時に、ゲートシステムと注入プロセスを継続的に制御し、各鋳造要件に応じてその有効性と適切性を確保します。すべての機械的プロセスは、適切な技術を確保するために監督マネージャーの下にあります。
キャスティングが冷えた後、すべてのラフキャスティングは、修飾されたオブジェクトと修飾されていないオブジェクトを分類するためにフィルタリングプロセスを実行する必要があります。必要のない鋳造は、継続的に機械加工ステップに移されます。修理が不可能な場合、鋳造は拒否されます。
このようにして、お客様に提供する鋳造品が何であれ、高品質であることを保証できます。
続きを読む:
砂型鋳造でケトルベルはどのように作られていますか?
-
参照
Sadaf Vazehrad(2011)。
圧縮鋳鉄部品の収縮気孔率の特性評価 。 https://cdn.intechopen.com/pdfs/73849.pdf
ナワズ・マホメッド。 鋼砂の収縮気孔率
鋳物:形成、分類
および検査。 http://www.diva-portal.org/smash/get/diva2:643746/FULLTEXT01.pdf
製造プロセス