


API遠心ポンプベアリングハウジングを潤滑するためのベストプラクティス
ますます多くのプラントが、石油、石油化学、天然ガス産業で使用する遠心ポンプを含む回転装置の平均修理間隔(MTBR)を延長することに焦点を当てた目標を持っています。 APIプロセスポンプの潤滑効果を最大化することは、この目標を達成するための大きな貢献になります。
この記事では、APIプロセスポンプでベアリングを潤滑する最適な方法について学習します。これには、ディスクとオイルリングの潤滑、適切なレベルの維持、汚染管理に関するデータが含まれます。最小限の汚染で適切に潤滑されたベアリングは、より低い温度でより長期間動作します。
はじめに
この記事は、水平遠心API(American Petroleum Industry)プロセスポンプに焦点を当てていますが、トピック/概念の多くはANSIポンプにも適用できます。転がり軸受が早期に故障する理由についてはさまざまな研究が行われており、一貫して、第1の原因は潤滑不良に起因する可能性があります。ある特定の研究によると、損傷の50%は潤滑不良が原因であるとのことです。潤滑不良または潤滑不良は、次のように分類できます。
•不適切な潤滑剤
•潤滑剤の量が正しくありません
•汚染された潤滑剤
•潤滑剤の劣化
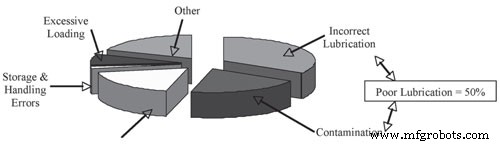
図1:一般的なベアリングの故障の原因
API Standard 610は、連続動作と定格条件で25,000時間の最小ベアリング寿命(L10)を必要とし、最大負荷と速度で少なくとも16,000時間を必要とします。 L10の寿命は、疲労破壊の最初の兆候が発生する前に、同一の条件下で同一のベアリングのグループの90%が耐える回転数です。年間80%の稼働時間(年間292日)を想定すると、L10の最小予想寿命はそれぞれ3。5年と2。2年になります。
上で引用したように、潤滑が不十分な場合、疲労の兆候が発生する前に、これらのベアリングの50%が故障します。これらの障害は、設置後数時間以内、1年後、または疲労の直前に発生する可能性があります。疲労する前のどの時点で、これらのベアリングの故障は、5 Rの潤滑(適切な潤滑剤、適切な量、適切な場所、適切な時間、適切な品質)に従うことで延長できます。
多くの企業が新しいポンプを購入する際に40,000時間(5。7年)のL10寿命定格を要求していますが、それでも不十分な潤滑方法に対処することは重要です。
不適切な潤滑剤
プロセスポンプの減摩ベアリングは、グリース、鉱油、または合成油で潤滑することができます。オイルまたはグリースのオイル成分の主な目的は、ローラー要素とレースウェイの接触面を分離し、ベアリング内の滑り面を潤滑し、腐食保護と冷却を提供することです。
粘度は、潤滑剤の唯一の最も重要な特性です。速度、作動温度、負荷に適した粘度の潤滑剤を使用することで、回転部品間に完全な油膜が形成されます。誤った粘度を使用すると、潤滑剤の耐荷重性に悪影響を及ぼします。
オイルは、表面間を浸透するには厚すぎる点まで劣化し、犠牲的な接触を防ぐにはオイルの供給が不十分な場合があります。粘度は、負荷、温度、水、汚染物質、化学変化の影響を受けます。粘度に関する推奨事項については、OEMの操作マニュアルを参照する必要がありますが、温度が上昇すると粘度が低下するため、オイルサンプの動作温度を測定することも重要です。

表1:ポンプのボールベアリングに関するSKFの推奨事項
プロセスポンプ内のオイルは、通常、ISOグレード46、68、または100です。これらの数値は、動粘度(センチストークス)に関連しています。オイルは通常炭化水素オイルですが、特定の潤滑用途に合成オイルが使用されることもあります。
合成油の粘度は、温度変化の影響を受けにくく、温度変動が存在する場合により広く使用されます。温度も摂氏100度(華氏212度)を超える場合は、高温になると鉱油の酸化速度が速くなるため、合成油をお勧めします。
潤滑剤の量が正しくありません
塗布に適した潤滑剤を選択することが最初のステップであり、次は正しい量が最初に塗布され維持されるかどうかを決定することです。ベアリングハウジングアセンブリの設計、より具体的には設計されたオイルレベルを理解することが重要です。
オイルレベル–デザイン
水平プロセスポンプで転がり軸受を潤滑するための最も一般的なタイプの方法は次のとおりです。
•グリース
•オイルスプラッシュ(直接接触、リングまたはフリンガー)
•ピュアオイルミスト
•オイルミストをパージする
グリースの使用は主に、パラメータが転がり軸受のサイズと速度範囲にある低馬力ポンプに限定されています。オイルスプラッシュ潤滑は、最も一般的に使用される方法です。オイルスプラッシュの設計には、直接接触、オイルリング、フリンガーディスク、またはそれぞれの組み合わせが含まれます。
直接接触すると、シャフトが回転すると、ベアリングの転動体が一定レベルのオイルと接触します。ベアリングは、最も低い転動体またはボールの直径の半分を超えてオイルに沈めないでください(図2)。オイルリングは、速度または負荷が要因であり、オイルがベアリングと直接接触していない場合に使用されます。
オイルリングはオイルと接触し、ベアリングに直接接触することなくスプラッシュタイプの潤滑を提供します。フリンガーディスクは、オイルがベアリングと直接接触していないという点でオイルリングに似ています。ディスクはオイルと接触し、スプラッシュタイプの潤滑を提供します。オイルリングは、水没の深さに対するシャフトの速度に大きく依存しますが、経験則として、最も深い位置で8分の3インチを使用することをお勧めします。
フリンガーディスクは、回転シャフトに直接取り付けられており、オイルに約3/8インチ沈む必要があるため、過剰潤滑の問題の影響を受けにくくなっています。組み合わせ設計では、金属ディスクと直接接触が組み込まれます。ベアリングはオイルに直接接触し、ディスクは冷却のための追加のスプラッシュ潤滑を提供します。
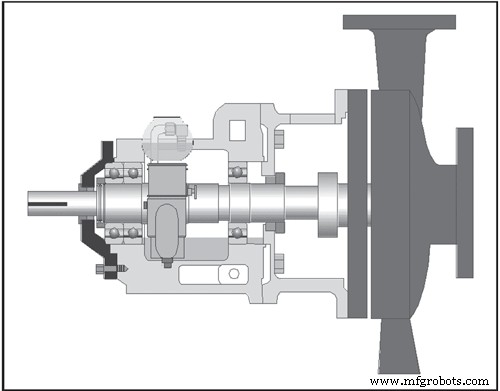
図2:ポンプの断面–オイルスプラッシュ/直接接触
オイルミスト潤滑システムの基本的な考え方は、オイルエアロゾルをベアリングハウジングに分散させることです。空気はオイルを1〜3ミクロンの粒子サイズに噴霧します。エアフローは、これらの小さなオイル粒子を配管システムを介して、ベアリングを流れるポンプハウジングに輸送します。
集中型の低圧潤滑システムです。純粋なミスト潤滑では、オイル/エアミストは圧力下でハウジングに供給されます。ハウジング内にオイルのリザーバーはなく、オイルリングは使用されていません。パージミスト潤滑は、純粋なミストと同じ原理を利用しますが、ハウジング内にオイルのリザーバーが存在します。スリンガー/フリンガーディスクまたはオイルリングを使用して、スプラッシュ潤滑を提供することもできます。
低レベル
低レベルの動作条件では、ベアリングは適切なフィルム強度に必要な十分な潤滑剤を受け取りません。これは、表面接触、横滑り、および壊滅的な故障の前兆です。摩擦を防ぐのに十分なオイルがないと、スチールベアリングに熱暴走がすぐに発生する可能性があります。
ベアリングの温度が上昇すると、ボールとレースの両方が膨張し、さらにタイトなフィット感を生み出します。これにより温度がさらに上昇し、サイクルは急速で壊滅的な障害に続きます。
低レベルのオイルは、すべてのタイプのオイルスプラッシュ潤滑に影響します。直接接触すると、フィルムの強度が不十分になり、リングまたはディスクがベアリングを十分に潤滑するのに十分なオイルを吸収できない可能性があります。
高レベル
高レベルの運転条件では、潤滑剤の攪拌が発生し、過剰な空気と高温による酸化速度が加速します。特にオイルサンプの潤滑に関しては、多いほど良いと考えるのはよくある間違いです。オイルが多すぎると、オイルリング、フリンガー、およびベアリングの直接接触の動作に影響を与える可能性があります。
潤滑油レベルが高い場合のもう1つの結果は、シールの漏れです。オイルレベルが高すぎると、リングが水没し、オイルをスリングしなくなります。フリンガーディスクはシャフトに直接取り付けられているため、この影響を受けにくくなっています。
適切なレベルの維持
オイルサンプの潤滑では、適切なベアリング負荷を得るために特定のレベルを維持する必要はありません。オイルレベルが非常に低いポイントまたは高いポイントに達しないことだけが必要です(図3)。
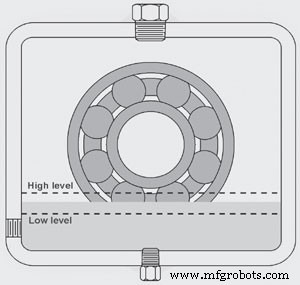
図3.一般的なオイルレベルの状態
適切な量の潤滑剤を維持することは、おそらく潤滑寿命と効果を高める最も簡単な手段です。推奨オイルレベル、最適な潤滑装置、および推奨される方法については、装置の製造元または操作マニュアルを参照してください。大部分の機器には、適切なオイルレベルに外部マーキングがあり、ハウジングにキャストされるか、タグが付けられます。
ベアリングハウジング内の適切なレベルの潤滑剤を維持するために最も広く使用されている方法の1つは、コンスタントレベルのオイラーです(図2)。コンスタントレベルオイラーは、シール、ベント、さまざまな接続、およびベアリングハウジングのプラグからの漏れによって失われたオイルを補充します。適切なレベルが設定されたら、必要なメンテナンスはリザーバー内のオイルの交換のみです。ビューポート(ブルズアイ)を使用して、適切なオイルレベルを確認することもできます。
コンスタントレベルオイラーには、機器の適切なオイルレベルに合わせる必要がある「コントロールポイント」があります。オイラーが装置に取り付けられ、オイルが適切なレベルまで充填されています。すべてのコンスタントレベルオイラーは、適切に機能するために空気を必要とします。サンプ内のオイルレベルが下がると、コントロールポイントのシールが破られ、空気がリザーバーに入り、シールが再確立されるまでオイルが移動します。コンスタントレベルオイラーが正しく設定されていて、リザーバーにオイルがある場合、機器は常にサンプ内で最適なオイルレベルになります。
汚染された潤滑剤
潤滑の質は汚染の影響を受けますが、これはベアリングの早期故障の大きな原因です。汚染物質の主な種類は、粒子状物質、水分、不適合な液体、および空気連行です。粒子は潤滑剤の性能を妨げ、さらに部品への圧力を局所化し、合わせ面の表面にへこみ、疲労、剥離、摩耗を引き起こします。水は、適切な流体膜を提供する潤滑剤の能力に影響を与え、早期の故障や過度の摩耗を引き起こします。
腐食、キャビテーション、早期酸化、およびオイルのフィルターの詰まりは、水質汚染の他の症状です。大気汚染はオイルの圧縮性に影響を与え、熱伝達の低下、フィルムの強度の低下、酸化、キャビテーションを引き起こします。
これらの汚染物質の発生源は次のとおりです。
•発生した汚染
•汚染物質の外部侵入
•メンテナンスによる
生成された汚染
粒子汚染は、慣らし運転中またはポンプの運転中に発生する可能性があります。オイルリングは通常ブロンズ製で、シャフトの水平性、速度、オイルレベルに敏感です。これらの感度のために、スキップしたり、電話を切ったりして、他のコンポーネントと接触する傾向があります。リングは摩耗し、より柔らかい材料になり、粒子の破片が生成されます。これらの小さな粒子は、転動体と軌道面の間の重要な領域に浸透し、摩耗を引き起こす可能性があります。
汚染物質の外部侵入
機器のハウジングと周囲の雰囲気との間の圧力差は、汚染侵入の主な原因です。頻繁なオン/オフ運転条件、プロセス流体の温度変化、屋外での使用、およびポンプ上の空気の流れの間にハウジングの温度変動が発生するポンプ操作は、圧力が均等化されるときにこの大気交換を作成します。この空気交換中に、周囲の環境からの汚染物質(汚れ、水など)が、ベント、アザラシ、オイラーズを介してオイルサンプに「吸い込まれ」ます。
オイラー、シール、ベントなどのハウジングコンポーネントは、適切に指定されている場合、汚染を防ぐのに非常に効果的です。長年にわたり、一定レベルのオイラーズがオイルレベルを維持するために使用されていました。これらのほとんどは周囲の大気に放出されており、これが住宅の排水溜めへの汚染の侵入につながる可能性があります。ベントなしのオイラーに切り替えてベントプラグを取り外すことで、侵入を大幅に減らすことができます。
ベアリングアイソレータは、潤滑剤の漏れや汚染物質の侵入を防ぐために使用されます。ラビリンスタイプのベアリングアイソレータは、水平ポンプで最も広く使用されています。ベアリングアイソレータは、通常のポンプ操作によって生成された圧力の増加をシールから排出することを可能にし、汚染の侵入を減らすのに非常に効果的であることが証明されています。
ローターとステーターが接触していないため、摩耗を防ぎながらベントを行うことができ、シールの寿命を延ばすことができます。磁気シールまたはフェイスシールは、汚染や潤滑油の漏れによるベアリングの損傷を防ぐために使用されます。面シールは、磁力またはばねによって一緒にロードされる光学的に平坦な静止面と回転面によって特徴付けられます。
メンテナンスによる
機器に入れる前に、オイルに汚染が存在する可能性があります。新しいオイルがきれいであるとは限りません。オイルを適切に保管し、適切な分注容器を使用すると、水やその他の汚染物質がベアリングハウジングに入る可能性も低くなります。汚染物質が適切に除去されるように、ポンプの再構築プロセス中に適切な注意を払う必要があります。
潤滑油の劣化
すべての潤滑剤は時間の経過とともに劣化するため、オイルを交換する必要があります。これらの変更の頻度は、潤滑剤の品質を維持することで延長できます。
作動温度の上昇は、オイルの酸化の主な原因です。空気、粒子、水の汚染と組み合わさって、油の酸化の連鎖反応が始まります。添加剤が最初に影響を受け、次にベースストックが影響を受けます。これにより、機械およびコンポーネントの表面の摩耗と疲労が発生します。オイルの作動温度が8℃(18 F)上昇するごとに、酸化速度は2倍になります。
これは、ポンプの動作温度が60 C(140 F)に近いか、それを超えることが多いことを考慮すると重要です。オイルの作動温度を50°C(122°F)に下げるだけで、酸化速度が50%低下し、オイルの有効寿命が2倍になります。
より低い石油作動温度を下げる(または維持する)ための最も基本的な方法は次のとおりです。
•正しい粘度のオイルを使用してください。
•高品質の石油を使用してください。
•適切な量のオイルを使用してください。
•オイルを清潔に保ちます。
空気連行は、オイルの酸化障害における主要な酸素源です。新しいオイルには、大気圧で最大10パーセントの空気が含まれている可能性があります。フリンガーリングまたはスリンガーを利用したスプラッシュタイプのベアリングハウジングは、すべて通気が発生しやすい用途です。過度の通気は、酸価(AN)、油の色、フィルムの強度、粘度に悪影響を及ぼします。さらに、空気連行は、表面腐食の加速、動作温度の上昇、およびオイルワニスにつながる可能性があります。
作動温度は、潤滑方法の種類ごとに異なります。下のグラフは、始動から温度が横ばいになるまでのオイルサンプの動作温度を測定する実験室試験に基づいています。 ISO68ウェイトオイルと3,600rpmの動作速度を使用して2つのテストが実行されました。
1つのテストでは、最も低い転動体のボールの中央でオイルレベルが低下し、もう1つのテストでは、オイルレベルが下に下がり、柔軟なフリンガーディスクが取り付けられてスプラッシュ潤滑が提供されました。フレキシブルフリンガーディスクの動作温度は、直接接触の動作温度よりも9F低くなりました。上記のように、この温度の低下により、酸化速度が25%低下します。
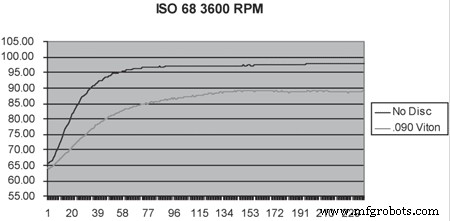
グラフ1.温度と実行時間
概要
プロセスポンプでの適切な潤滑の重要性はよく知られていますが、それを達成することは必ずしも容易ではありません。基本から始めることが重要です:
- 用途に適した潤滑剤を使用してください
- 粘度
- ミネラルまたは合成
- ベアリングを適切に潤滑するためにポンプがどのように設計されているかを理解します
- オイルスプラッシュ、オイルミスト
- 潤滑剤を適切なレベルに維持します
- コンスタントレベルオイラーズ
- ブルズアイまたはサイトゲージによるレベルの視覚的検証
- 潤滑剤に汚染物質がないようにしてください
- ハウジングをクローズアップ–信頼性の高いシール、ブリーザー、通気孔のないオイラーズ、膨張室
- 潤滑剤の適切な保管と取り扱い
- 汚染物質の種類を確認するためのオイル分析
- ポンプの設計パラメータ内で動作温度を維持します
- 上記のガイドラインに従ってください
ポンプのコンポーネントと周囲の環境を理解することは、正しく最も経済的な潤滑管理システムを適用するために重要です。ベアリングの設計されたL10定格を取得するには、潤滑不良を排除する必要があります。
参考資料
•Brandlein、Eschmann、Hasbargen、Weigand。 「ボールベアリングとローラーベアリング」第3版
•ブロッホ、ブドリス。 「ポンプユーザーハンドブック」
機器のメンテナンスと修理
- 合成モニタリングのベストプラクティス
- クラウドでDevOpsを使用するための9つの効果的なベストプラクティス
- より良い設備総合効率(OEE)を達成するためのメンテナンスのベストプラクティス
- Stuart Fergusson(PODCAST)とのCMMS統合のベストプラクティス
- 保守管理者向けのベストプラクティス
- 工場周辺の環境に優しい塗料のクリーンアップのベストプラクティス
- 機械の問題を早期に検出する:オペレーター向けのベストプラクティス
- メンテナンス保管室を整理および管理するためのベストプラクティス
- 手洗いステーション検査のベスト プラクティス
- 2019 年の製造マーケティングのベスト プラクティス
- 作動油のメンテナンス:ベスト プラクティス