


4重要なコーナー丸めエンドミルの決定
コーナーラウンディングエンドミルは、通常、ワークピースに特定の半径を追加するため、または仕上げ作業で鋭いエッジやバリを除去するために使用されます。ツールを選択する前に、次の考慮事項を熟考してください。適切な工具を選択することで、長寿命の強力な工具と、お客様の希望する寸法品質が得られます。間違った選択をすると、部分的に不正確になり、経験が劣る可能性があります。
コーナーラウンディングエンドミルに適したパイロット径の選択

パイロットの直径(上の画像のD1)によって、ツールの制限が決まります。パイロットの直径が大きい場合、ツールは低速で実行できます。ただし、パイロットの直径が小さいほど、有効なカッター半径が大きいため、ツールをより高速に実行できます。有効なカッターの直径は、パイロットの半径に対する比率に応じて、次の式によって決定されます。
半径/パイロット比<2.5の場合、有効カッター直径=パイロット直径+半径
半径/パイロット比≥2.5の場合、有効カッター直径=パイロット直径+.7x半径
パイロットの直径が大きいほど、半径の後ろに材料が追加されるため、パイロットの直径が小さい場合よりも強度が高くなります。狭いスロットや穴で作業する場合は、クリアランスのために小さなパイロットが必要になる場合があります。パイロットが小さいほど、内側のコーナーを加工するときに、よりタイトなターンが可能になります。
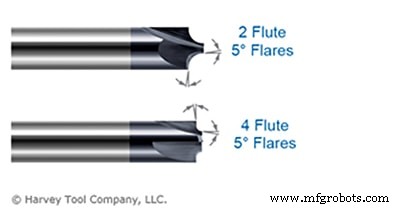
フレアまたは非フレアコーナーラウンダー
パーツに全半径を配置すると、ワークピースにステップまたはオーバーカットが残る可能性があります。これは、ツールが完全にダイヤルインされていない場合、またはわずかな振れや振動がある場合に発生する可能性があります。パイロットとショルダーのわずかな5°のフレアは、ワークピースの半径をスムーズにブレンドし、オーバーカットを残さないようにします。
フレアコーナーラウンディングエンドミルは不完全な半径を残しますが、より寛容になります。さらに、このツールはきれいな表面仕上げを残し、残りのマークをきれいにするために2回目の仕上げ操作を必要としません。フレアのないコーナー半径は、ワークピースに完全な半径を残しますが、ステップがないことを確認するために、より多くのセットアップ時間が必要です。
前面または背面
コーナーラウンディングエンドミルとバックコーナーツールのどちらを選択するかは、機械加工する部品の位置に要約されます。バックコーナーラウンディングエンドミルを使用して、スピンドルと反対方向を向く部品の領域に半径を設定する必要があります。材料を回転させ、フロントコーナーラウンディングエンドミルを使用することはできますが、これにより、不必要な時間が費やされ、サイクル時間が長くなります。バックコーナーラウンディングエンドミルを使用する場合は、ヘッドの直径に対して適切なクリアランスがあり、適切なリーチ長が使用されていることを確認してください。十分なクリアランスがない場合は、ワークピースを調整する必要があります。

フルートカウント
これらのツールは、多くの場合、2、3、および4フルートスタイルで提供されます。アルミニウムと非鉄の材料には通常2つのフルートスタイルが使用されますが、3つのフルートは鋼よりも柔らかく、工具寿命に影響を与えることなく大きな切りくずをとることができるため、これらの材料で急速に人気が高まっています。鋼を機械加工する場合は、摩耗を複数の歯に分散させて工具寿命を延ばすために、4つのフルートを選択する必要があります。 4つのフルートバージョンは、2つまたは3つのフルートツールと比較してより高い送りで実行することもできます。
コーナー丸めエンドミルの選択の要約
最適なコーナー丸めエンドミルは、ジョブごとに異なります。一般的に言えば、可能な限り最大のパイロット直径を持つツールを選択するのが最善の策です。ツールは最大の強度を持ち、有効なカッター直径が大きいために必要な電力が少ないためです。ワークピースの半径が不完全な場合は、フレアコーナーラウンダーを使用することをお勧めします。これにより、許容範囲が広がり、セットアップ時間を節約できます。ただし、そうでない場合は、フレアのないコーナーラウンダーを使用する必要があります。よくあることですが、フルートの数を選択することは、主にユーザーの好みに帰着します。より柔らかい材料は通常、より少ないフルートを必要とします。材料が硬くなるにつれて、ツールのフルートの数が増えるはずです。
CNCマシン