


切削工具のすくい角と逃げ角の違い
従来の機械加工または金属切削操作は、ワークピースから材料の余分な層を徐々に取り除き、意図された形状、寸法、および仕上げを与えるために実行されます。材料の除去は、カッターまたは切削工具と呼ばれる小さな装置の助けを借りて実現されます。機械加工中、カッターとワークピースはさまざまな配置の助けを借りて工作機械にしっかりと取り付けられます。材料を連続的に切り落とすには、カッターとワークピースの間の相対速度も必要であり、同じことが切削速度、送り、および切削深さによって与えられます。カッターは実際に材料の薄層を圧縮し、チップの形で徐々に取り除きます。鋭い刃先と互換性のある材料を含む適切な形状も、材料を途切れることなく効率的に除去するために不可欠です。
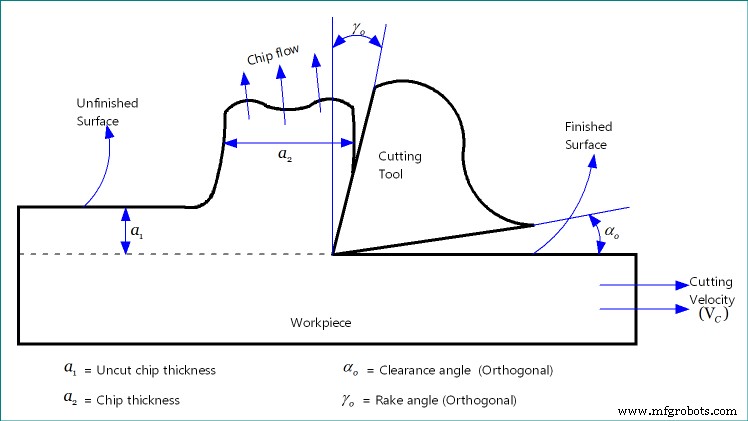
カッターの形状は、さまざまなツールポイントサーフェスの傾斜または方向を示します。切削工具は、すくい面、主逃げ面、補助逃げ面の3つの工具ポイント面で構成されます。このような表面のさまざまな方向への傾きを示すために、さまざまな角度が使用されます。さまざまな角度を含むカッターのさまざまな機能を明確に定義する、いくつかの国内および国際規格も存在します。このような情報は、ツールの署名の形で提示するために特定の方法で収集されます。これらの角度の明確な測定を支援するために、いくつかの平面も使用されます。一般に、すくい面の傾斜はすくい角で示されます。一方、逃げ面の傾斜は逃げ角で示されます。
定義上、すくい角 は、基準面からのカッターのすくい面の方向の角度であり、別の面で測定されます。正、負、またはゼロの値を持つ場合があります。ただし、通常は+ 15°から–15°の間で変化します。これは、工具先端の強度、切削抵抗、消費電力、せん断変形、および被削性を決定する重要な角度の1つです。一方、クリアランス角度 は、速度ベクトルから別の平面で測定されたカッターの逃げ面の傾斜角度です。正の値である必要があり、通常は+3°から+15°の範囲です。切削工具のすくい角と逃げ角のさまざまな違いを表形式で以下に示します。
表:すくい角と逃げ角の違い
| すくい角は、負、ゼロ、または正にすることができます。 | |
| チップの流れとせん断変形には影響しますが、表面の品質と精度にはほとんど影響しません。 | 表面の品質と精度に直接影響しますが、切りくずの流れやせん断変形には何の役割も果たしません。 |
| 構成刃先(BUE)は、すくい角を不利に変える可能性があります。 |
基本的な目的: すくい角は、基準面からの切削工具のすくい面の傾きを表示します。すくい面は切りくずの流れ面であるため、すくい角も切りくずの流れ方向を示します。一方、逃げ角は切削速度ベクトルからの切削工具の逃げ面の傾きを表示します。この角度は、チップの流れに直接影響しません。ただし、両方の角度を異なる平面(方向)で測定して、対応する表面の傾斜について明確な情報を得ることができます。
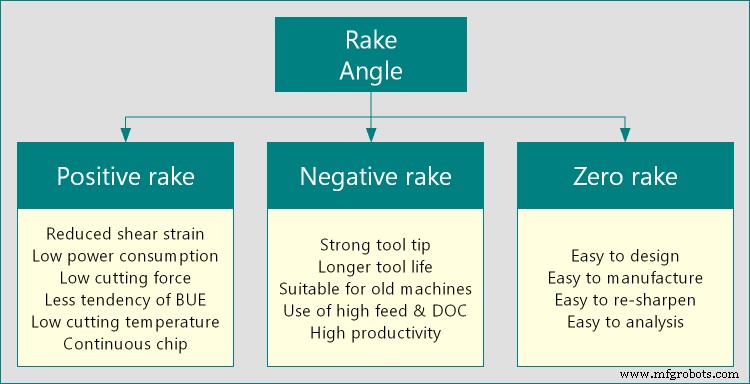
これらの角度の値: カッターには、正、負、またはゼロのすくい角があり、それぞれが加工性能に特別な重要性と利点を持っています。たとえば、ポジティブレーキは鋭い刃先を提供するため、最小限の労力でスムーズにせん断が発生します。あるいは、負のすくいはより強い工具先端を提供し、したがって工具はより高い切削抵抗に耐えることができます。ただし、このようなシナリオでは、工具の逃げ面が製品の仕上げ面と擦れるため、カッターの逃げ角を負にすることもゼロにすることもできません。通常、すくい角は+ 15°から–15°の間で変化し、逃げ角は+3°から+15°の間で変化します。
チップの偏差、製品の品質、精度に関する役割: すくい角は、切りくずの流れ方向と切りくずのせん断変形に直接影響します。負のすくいはせん断変形を増加させるため、切りくずの厚さが増加します。 CRCと略される切りくず減少係数も、負のレーキで高くなります。ただし、機械加工されたコンポーネントの品質と寸法精度にはほとんど影響しません。クリアランス角度は、このような要因で重要な役割を果たします。クリアランス角度を低くすると、ジョブの仕上げ面とカッターの逃げ面が極端に擦れるため、表面品質が大幅に低下する可能性があります。
機械加工の仕組みとすくい角の役割: すくい角は、せん断ひずみ、切削抵抗、加工トルクまたはスラスト、消費電力、切りくずの種類と色など、多くの要因に直接的または間接的に影響します。実際、すくい角は、機械加工の全体的なメカニズムにおける重要なパラメータの1つです。クリアランス角度は、このような分析では重要な役割を果たしません。
構成刃先(BUE)とその効果: チップと工具の接触が長い延性のある材料を加工している間、ワークまたはチップ材料の胚が最も好ましい位置で工具の先端に付着し、その後、大きくなって流れるチップを運び去るまで成長する可能性があります。ツールチップにこのような不要な材料が存在すると、すくい角が非常に負の角度に変わります。その結果、せん断変形と切削抵抗が増加する可能性がありますが、これは通常は望ましくありません。ただし、クリアランス角度はBUEによって変更されません。
この記事では、すくい角と逃げ角の科学的な比較を示します。著者はまた、トピックをよりよく理解するために、以下の参考資料を読むことをお勧めします。
- A。B.Chattopadhyayによる機械加工および機械工具(1 st エディション、Wiley)。
- 切削工具のすくい角とは何ですか? minaprem.comによる名前、効果、機能、値。
- 画像ソース:www.minaprem.com。
産業技術