


シースループラスチック製品の設計方法
透明なプラスチック部品を内側から見る
近年の多くの製品は、相互作用を改善したり、内部を見せびらかしたり、照明効果を表示したり、あるいは単にスタイリッシュにユニークにするために、プラスチック部品を透視することで恩恵を受けています。場合によっては、光学的透明度や見栄えを良くするためにほとんどコストをかけずに済みますが、ほとんどの製品では、透明なプラスチック要素が初期の開発レンダリングで描かれたビジョンをキャプチャするために必要なことはほとんど考慮されていません。製品開発チームとの事前の話し合いと計画は、期待に焦点を当てるのに役立ち、合理的なコストで、意図した目標を達成するために部品を透視するために必要な手順を実行できます。
問題の透明な部品が、光を形作る光学部品または機器の透明な窓を意図していない場合、実際には、それらを透けて見えるようにするのにある程度の自由度があります。これは、透明なプラスチックアイテムが光沢のある仕上げになっていて、他の方法では隠されているエジェクタマークなどの内部成形トレース機能を示すため、不透明なテクスチャプラスチックパーツのように簡単になるという意味ではありません。これらは常により多くの課題を提示します。

まず、意図した設計のクリアパーツに実際に何が期待されるかを決定します。それらが「A」の表面の特徴(製品の主な目に見える面)ではない場合、または部品に照明や外観を和らげるのに役立つ軽い霜が付いている可能性がある場合は、部品の透明度に関する懸念のいくつかは、プロパティを調べてください、および成形収差は、他の不透明な部品よりもそれほど問題にならない場合があります。ただし、問題の明確な部分がより前面と中央にある場合は、視覚的な完成度への期待を高く設定する必要があります。明確な部分の機能がどうなるかを早い段階で検討することが重要になります。透明であることに加えて、部品は他の内部コンポーネントを取り付けたり、ハウジング部品を一緒に保持したりするなどの他の機能を実行しますか?これにより、ルックスルーの品質に影響を与える内部機能の数が増えます。問題の部品の透明な表面を単純化するか、内部の特徴を回避するか、または透明な部分を別個のより単純な部品にすることができますか?最後に、部分の明確な機能のスタイルは、製品の全体的な外観にとって本当に価値がありますか?それは機能的で、製品を宣伝するデザインの統合された部分ですか、それとも単に空で高価な機能ですか?

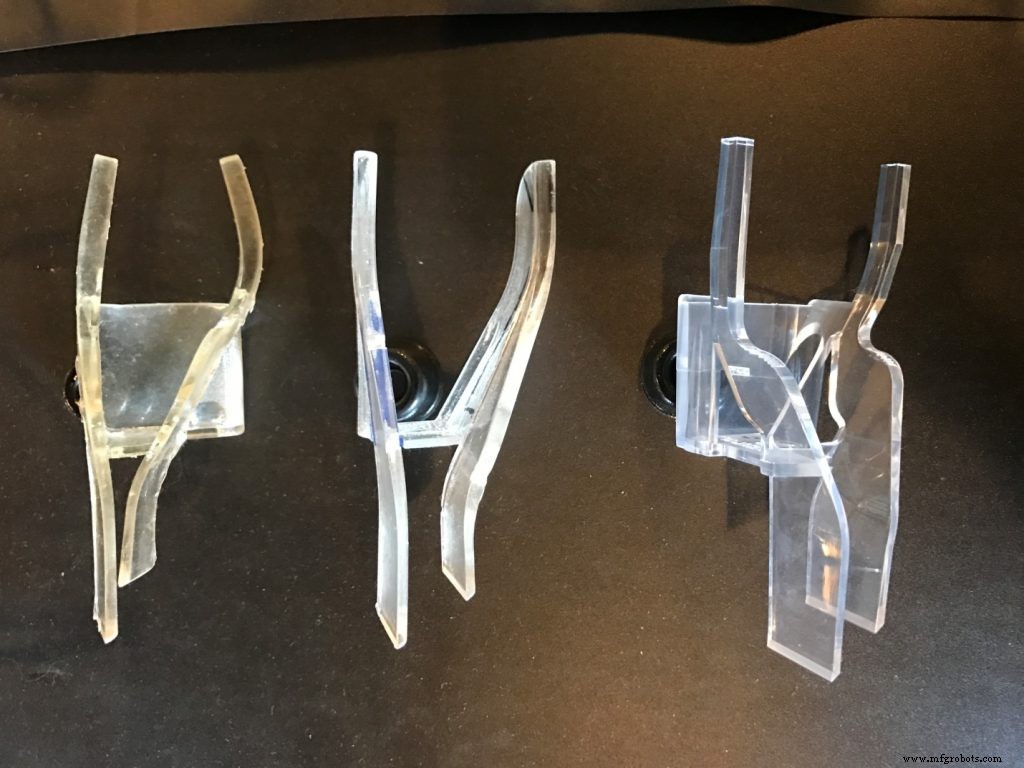
これで、明確なパーツとそれらに期待されるものが確認されました。前述のように、製品の意図された外観を損なうことなく、それらを単純化する余地があるかもしれません。大きな部品はいくつかの点でより困難になります。大きな透明な部品を成形するには、通常、内側に機能とエジェクタマークがあります。エジェクタは、金型から部品を押し出し、エッジの周りに目撃マーク(通常は小さな円)を残すツールの一部です。

では、透明な表面を透明なシート素材に置き換えても、製品設計にきれいに統合できるでしょうか。これを早い段階で検討すれば、答えは通常「はい」です。通常、合理的なコストと市場投入までの時間で生産に納品できる高品質の透明部品を作るために、シースルーを目的とした成形部品を手に入れる手間を省くことができます。射出成形されたクリアパネルを使用すると、製造前のプロセス中に成形部品をダイヤルインするための拒否可能な欠陥や余分な遅延が発生する可能性が非常に高いため、合理的な生産量を生み出すためにかなりのコストがかかる可能性があります。一方、平らに押し出された透明なシート材料であるアクリルまたはポリカーボネートは、すでに良好で制御された透明度を持っています。面を平らにするか、単一の軸を中心に曲げるだけの設計の場合、このシート材料を他のフレーミングパーツに統合することで、品質と市場投入までの時間を確保することでリスクを軽減できます。

でも;すべての設計がフラットまたはシングルベンド方向のクリアパーツに適しているわけではなく、希望するフィットアップを常に達成できるわけでもありません。この場合、透明なシート材料を真空または圧力で形成すると、成形品の流れや欠陥の形成のリスクが少ないさまざまな表面形状を可能にする透明な部品が得られます。加熱および成形プロセスは、新しく再成形されたシートに光学的変化をもたらす可能性があるため、これはリスクがありませんが、これらの特徴によって引き起こされる影響は、通常、予想される場所にあり、プロセスは射出成形よりも工具に安価です。熱成形には本質的に、欠陥を示す可能性のある金型の流れの変動はありません。


射出成形を使用する必要がある場合でも、単純で優れたアプローチが推奨されます。また、熱成形の形状の変化が視認性の問題を引き起こす可能性があるのと同様に、より単純な形状の変化で射出成形された透明な部品を作成すると、新しい部品のダイヤルイン時間を短縮し、不良品を減らすのに役立ちます。モールドフローとニットラインがうまく機能している場合でも、パーツの形状の厚さが大きく変化したり、変化したりすると、見やすいシンクや奇妙な軽い曲げ効果が発生する可能性があります。これは、シート状のピースしか成形できないということではなく(熱成形された押出シート材料よりも難しい)、成形する透明部分の特徴と形状を考慮する必要があるということです。 。壁やリブも非表示になりません。また、パーツが光を透過することを目的としていない場合でも、これらの遷移機能は、利用可能な光をキャッチまたは増幅し、自分自身を強調します。水ガラスやヘッドランプのハウジングのように、透明なパーツのエッジの近くにある場合、戻り壁も視覚的な変化を引き起こしますが、パーツの側面では、接合部と変化はあまり目立たず、見ればより受け入れられます。

これが、透明部分の中央領域の内側にある重いリブまたはねじボスが適切でない理由です。あなたのデザインが過去のアップル製品を透視することに賛成であり、デバイスの内臓を調べることが計画の一部である場合でも、これらの内部機能とトランジションは、レンズのような効果のために何度も視覚的な影響を誇張することに注意してくださいジャンクションとラウンド、そしてAppleは、意図された視覚的な「ボリューム」で表示されるように、これらすべての内部機能を適切に作成するために多大な時間を費やしました。もしそうでなかったら、シースルー製品の影響はうまく実行されていないように見えたでしょう。そして、より単純で不透明なPCの競争と比較して、どれだけ多くのシースルーコンピューターが売られているかを忘れないでください。余分なコストの一部は、余分な設計負担によるものでした。

成形された透明部品では、工具のドラフト角度にも特別な注意を払う必要があります。ドラフトは、金型の内側にあるタッパーであり、金型の内壁に沿ってドラッグしたり、離型中に損傷したりすることなく、プラスチック部品を取り外すことができます。ジェロ金型だと思います。射出成形ツールは非常に研磨された仕上げになっている可能性があり、成形されたプラスチック部品の解放が容易になりますが、透明な部品は内面または外面にはるかに簡単に擦り傷が見られます。同様に、ツールのサイドアクションまたはリフターは、プラスチック部品にアンダーカットフックを形成するためにカムで邪魔にならないツールの一部であり、そうでなければツールからプラスチック部品を取り外すのを妨げる可能性があります。これらはいずれもマークを残す可能性があります成形プラスチック部品の面に。透明なプラスチック部品の場合、上記のように、これらの目撃線とわずかに不一致の表面下が不可避的に見え、さらには醜いものになる可能性があります。これらの機能と工具オプションは、最初の部品の構想から、プロジェクトの終わりに近い金型工具設計チームとの徹底的なやり取りまで、細部に注意を払って取り組む必要があります。
最後に、カスタムライトガイドなど、ある種の照明効果や表示にクリアパーツを使用している場合は、これを実際にテストするためのモックアップとプロトタイプの作成を計画してください。多くの場合、単純な外観のライトパイプの設計でさえ、適切な外観と均一な明るさを得るのに問題があり、より大きな拡散照明は通常、多くの反復を必要とします。電気工学チームがこれに関する議論に含まれていることを確認してください。また、適切な数の光源、タイプ、および光源の出力を調整する機能が、目的の効果をダイヤルするための鍵となります。製品用に電気的に設計されていない光源を作るために数万ドルを費やしても意味がありません。

ですから、明確にすることを恐れないでください。設計を効率的かつ効果的に実行するには、最初からチーム全体で細部に注意を払う必要があることを覚えておいてください。そうすれば、最終的な設計への道筋をはっきりと見ることができるはずです。
製造プロセス